方坯连铸用拉矫机的制作方法
1.本实用新型涉及金属连铸技术领域,特别是涉及一种方坯连铸用拉矫机。
背景技术:
2.现有连铸生产线生产时,通常采用定尺切割系统,由轧钢给出长度和重量,连铸算出钢坯长度,定下长度后通常不作调整,这种定尺切割无法保证每根钢坯重量类似,甚至会有偏差较大的情况,而且出现偏差时,不能及时发现并调整,最终表现为第一道轧钢机钢坯切尾长短不一,通尺率居高不下。
3.连铸生产中,由于方坯的角部起始状态下散热最快,最早由于热胀冷缩作用脱离结晶器,进而在实际上产中,方坯角部漏钢最多。
技术实现要素:
4.为克服现有技术存在的技术缺陷,本实用新型提供一种方坯连铸用拉矫机,方坯尺寸精准,防止漏钢。
5.本实用新型采用的技术解决方案是:
6.方坯连铸用拉矫机,包括拉矫框架、上部支撑辊、下部支撑辊、拉矫升降装置、驱动装置、两个上角部支撑轮、两个下角部支撑轮和两个侧向支撑装置,所述下部支撑辊可转动的设置在拉矫框架上,所述驱动装置安装在拉矫框架上且驱动装置与下部支撑辊传动连接,所述拉矫升降装置安装在拉矫框架顶部且拉矫升降装置传动连接上部支撑辊,所述上部支撑辊在拉矫升降装置带动下沿竖直方向相对于所述拉矫框架移动,各所述上角部支撑轮周向固定在上部支撑辊上且上角部支撑轮沿上部支撑辊轴向滑动,各所述侧向支撑装置沿拉矫框架水平运动,各所述上角部支撑轮与对应侧向支撑装置传动连接,各所述下角部支撑轮周向固定在下部支撑辊上且下角部支撑轮沿下部支撑辊轴向滑动,各所述下角部支撑轮与对应侧向支撑装置传动连接。
7.优选的,所述驱动装置为电机。
8.优选的,所述上部支撑辊和所述下部支撑辊均为平辊。
9.优选的,各所述侧向支撑装置包括两个侧向支撑油缸和侧向支撑辊,所述侧向支撑辊的两端可转动的安装在两个侧向支撑油缸上。
10.优选的,所述上角部支撑轮的周面形成两个相互垂直的支撑面,所述上角部支撑轮与上部支撑辊之间通过键连接,所述侧向支撑装置上安装有第一磨损补偿装置,所述第一磨损补偿装置包括固装在对应侧向支撑油缸输出端上的第一磨损补偿基座,所述第一磨损补偿基座上通过螺纹副安装有第一顶接件,所述第一顶接件嵌入对应上角部支撑轮预设的槽中。
11.优选的,所述下角部支撑轮的周面形成两个相互垂直的支撑面,所述下角部支撑轮与下部支撑辊之间通过键连接,所述侧向支撑装置上安装有第二磨损补偿装置,所述第二磨损补偿装置包括固装在对应侧向支撑油缸输出端上的第二磨损补偿基座,所述第二磨
损补偿基座上通过螺纹副安装有第二顶接件,所述第二顶接件嵌入对应下角部支撑轮预设的槽中。
12.本实用新型的有益效果是:
13.下部支撑辊可转动的设置在拉矫框架上,驱动装置安装在拉矫框架上且驱动装置55与下部支撑辊传动连接,驱动装置驱动下部支撑辊转动进而牵引引锭杆和正向芯部逐渐结晶中的坯料,拉矫升降装置安装在拉矫框架顶部且拉矫升降装置传动连接上部支撑辊,上部支撑辊在拉矫升降装置带动下沿竖直方向相对于拉矫框架移动进而改变向芯部结晶中的坯料的厚度,时时调整每根钢坯的粗细,进而控制与该设定的每根方坯质量对应的方坯长度不发生剧烈偏差,各上角部支撑轮周向固定在上部支撑辊上且上角部支撑轮沿上部支撑辊轴向滑动,各侧向支撑装置沿拉矫框架水平运动,各上角部支撑轮与对应侧向支撑装置传动连接。
14.侧向支撑装置在调整位置过程中带动上角部支撑轮到达设定好的位置,控制各上角部支撑轮之间的宽度,上角部支撑轮在拉矫升降装置带动下调整上下位置,进而控制方坯的厚度,避免坯料的上侧不平整,更好的支撑方坯角部防止漏钢,各下角部支撑轮周向固定在下部支撑辊上且下角部支撑轮沿下部支撑辊轴向滑动,各下角部支撑轮与对应侧向支撑装置传动连接,侧向支撑装置在调整位置过程中带动下角部支撑轮到达设定好的位置,控制各下角部支撑轮之间的宽度,下角部支撑轮与下部支撑辊的支撑高度相等,避免坯料的下侧不平整,更好的支撑方坯角部防止漏钢。
附图说明
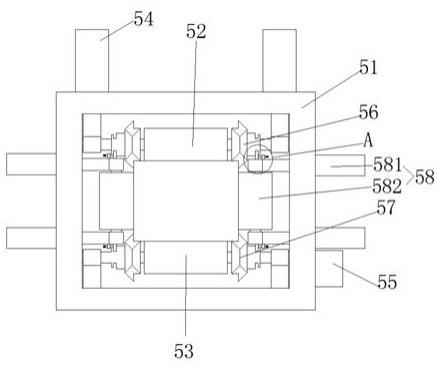
15.图1为本实用新型整体结构示意图。
16.图2为图1中a处放大示意图。
17.附图标记说明:
18.51、拉矫框架;52、上部支撑辊;53、下部支撑辊;54、拉矫升降装置;55、驱动装置;56、上角部支撑轮;57、下角部支撑轮;58、侧向支撑装置;581、支撑油缸;582、侧向支撑辊;583、第一磨损补偿装置;5831、第一磨损补偿基座;5832、第一顶接件。
具体实施方式
19.下面结合附图对本实用新型作进一步说明:
20.如图1-2所示,本实施例提供一种方坯连铸用拉矫机,包括拉矫框架51、上部支撑辊52、下部支撑辊53、拉矫升降装置54、驱动装置55、两个上角部支撑轮56、两个下角部支撑轮57和两个侧向支撑装置58,下部支撑辊53可转动的设置在拉矫框架51上,驱动装置55安装在拉矫框架51上且驱动装置55与下部支撑辊53传动连接,驱动装置55驱动下部支撑辊53转动进而牵引引锭杆和正向芯部逐渐结晶中的坯料,驱动装置55为电机,拉矫升降装置54安装在拉矫框架51顶部且拉矫升降装置54传动连接上部支撑辊52,上部支撑辊52在拉矫升降装置54带动下沿竖直方向相对于拉矫框架51移动进而改变向芯部结晶中的坯料的厚度,时时调整每根钢坯的粗细,进而控制与该设定的每根方坯质量对应的方坯长度不发生剧烈偏差,上部支撑辊52和下部支撑辊53均为平辊,各上角部支撑轮56周向固定在上部支撑辊52上且上角部支撑轮56沿上部支撑辊52轴向滑动,各侧向支撑装置58沿拉矫框架51水平运
动,各上角部支撑轮56与对应侧向支撑装置58传动连接。
21.侧向支撑装置58在调整位置过程中带动上角部支撑轮56到达设定好的位置,控制各上角部支撑轮56之间的宽度,上角部支撑轮56在拉矫升降装置54带动下调整上下位置,进而控制方坯的厚度,避免坯料的上侧不平整,更好的支撑方坯角部防止漏钢,各下角部支撑轮57周向固定在下部支撑辊53上且下角部支撑轮57沿下部支撑辊53轴向滑动,各下角部支撑轮57与对应侧向支撑装置58传动连接,侧向支撑装置58在设调整位置过程中带动下角部支撑轮57到达设定好的位置,控制各下角部支撑轮57之间的宽度,下角部支撑轮57与下部支撑辊53的支撑高度相等,避免坯料的下侧不平整,更好的支撑方坯角部防止漏钢。
22.各侧向支撑装置58包括两个侧向支撑油缸581和侧向支撑辊582,侧向支撑辊582的两端可转动的安装在两个侧向支撑油缸581上,上角部支撑轮56的周面形成两个相互垂直的支撑面分别用以支撑方坯角部,上角部支撑轮56与上部支撑辊52之间通过键连接,实现周向固定,侧向支撑装置58上安装有第一磨损补偿装置583,第一磨损补偿装置583包括固装在对应侧向支撑油缸581输出端上的第一磨损补偿基座5831,第一磨损补偿基座5831上通过螺纹副安装有第一顶接件5832,第一顶接件5832嵌入对应上角部支撑轮56预设的槽中,第一顶接件5832可通过在第一磨损补偿基座5831上的调整保证上角部支撑轮56对方坯侧面的支撑力,及时补偿第一顶接件5832与上角部支撑轮56之间的磨损,下角部支撑轮57的周面形成两个相互垂直的支撑面,下角部支撑轮57与下部支撑辊53之间通过键连接,侧向支撑装置58上安装有第二磨损补偿装置,第二磨损补偿装置包括固装在对应侧向支撑油缸581输出端上的第二磨损补偿基座,第二磨损补偿基座上通过螺纹副安装有第二顶接件,第二顶接件嵌入对应下角部支撑轮57预设的槽中,第二顶接件可通过在第二磨损补偿基座上的调整保证下角部支撑轮57对方坯侧面的支撑力,及时补偿第二顶接件与下角部支撑轮57之间的磨损。
23.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1