一种用于磨削长剪刃的专用夹具的制作方法
1.本实用新型属于工装夹具技术领域,具体地是涉及一种用于磨削长剪刃的专用夹具。
背景技术:
2.目前剪板机剪刃经使用磨损,需要在平面磨床上重新磨削,将磨损后的缺陷磨除,达到刃口锋利,再利用的目的,由于部分剪刃在制造及使用过程中由于材料、制造工艺、安装及使用的原因,由于剪刃内部的残余应力作用,造成磨损后拆卸下来的剪刃出现弯曲变形,变形量达到2至8mm,平面磨床靠电磁吸盘吸附变形不能消除。
技术实现要素:
3.本实用新型就是针对上述问题,弥补现有技术的不足,提供了一种用于磨削长剪刃的专用夹具;本实用新型能够将变形的剪刃装卡校平后在平面磨床上正常磨削,达到使用要求。
4.为实现上述目的,本实用新型采用如下技术方案。
5.本实用新型提供一种用于磨削长剪刃的专用夹具,包括夹板,其特征在于,所述夹板的材质为45号钢,长度为1350mm,宽度为600mm,厚度为59mm,所述夹板上均布有六行七列的螺钉孔,所述螺钉孔为尺寸m20的通孔,所述螺钉孔的两端开有4x45
°
的倒角,所述夹板的两宽边分别对应每行所述螺钉孔设置有沟槽,所述夹板的两长边的正中间也设置有所述沟槽,每个所述沟槽的长度均为20mm,宽度均为20mm,深度均为30mm。
6.本实用新型的有益效果。
7.本实用新型能够匹配剪板机剪刃的尺寸,通过螺钉将剪刃压紧并将变形的剪刃校平,再吸附平面磨床的电磁吸盘上利用平面磨床对剪刃进行磨削,方便快捷,剪刃的变形恢复效果更好。
附图说明
8.为了使本实用新型所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及具体实施方式,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型,并不用于限定本实用新型。
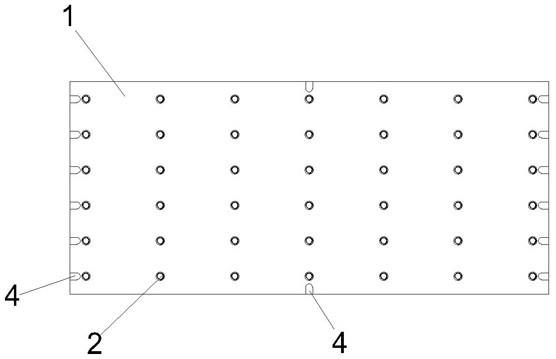
9.图1是本实用新型的俯视结构示意图
10.图2是本实用新型的侧视局部剖面结构示意图。
11.图3是本实用新型在安装剪刃后的示意图。
12.图4是本实用新型在安装剪刃后的侧视局部剖面示意图。
13.图中标记:1为夹板、2为螺钉孔、3为倒角、4为沟槽。
具体实施方式
14.结合附图所示,本实用新型提供一种用于磨削长剪刃的专用夹具,包括夹板1,夹板1的材质为45号钢,由于待磨削的剪刃长度为1350mm,宽度为100mm,厚度为32mm,并且每六件为一组,并且每件剪刃上均都7个孔,而且要求磨削后厚度公差为0.04mm以内,因此夹板1的长度设置为1350mm,宽度为600mm,厚度为59mm,夹板1上均布有六行七列的螺钉孔2,用于匹配装卡每组剪刃。
15.螺钉孔2为尺寸m20的通孔,螺钉孔2的两端开有4x45
°
的倒角3,当螺钉孔2在受力后的变形不会影响夹具的精度。
16.夹板1的两宽边分别对应每行螺钉孔2设置有沟槽4,夹板1的两长边的正中间也设置有沟槽4,每个沟槽4的长度均为20mm,宽度均为20mm,深度均为30mm,用于方便在磨削时对剪刃进行测量,保证尺寸精度。
17.使用方式为,将变形的剪刃用螺钉压紧在夹板上,将夹板吸附在平面磨床的电磁吸盘上,固定后在平面磨床上首先磨削第一面,在第一面磨完后松开螺钉,将剪刃翻面后再用螺钉装卡并磨削另一面,直至磨完为止。
18.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施方式所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
技术特征:
1.一种用于磨削长剪刃的专用夹具,包括夹板(1),其特征在于,所述夹板(1)的材质为45号钢,长度为1350mm,宽度为600mm,厚度为59mm,所述夹板(1)上均布有六行七列的螺钉孔(2),所述螺钉孔(2)为尺寸m20的通孔,所述螺钉孔(2)的两端开有4x45
°
的倒角(3),所述夹板(1)的两宽边分别对应每行所述螺钉孔(2)设置有沟槽(4),所述夹板(1)的两长边的正中间也设置有所述沟槽(4),每个所述沟槽(4)的长度均为20mm,宽度均为20mm,深度均为30mm。
技术总结
一种用于磨削长剪刃的专用夹具属于工装夹具技术领域,本实用新型包括夹板,其特征在于,所述夹板的材质为45号钢,长度为1350mm,宽度为600mm,厚度为59mm,所述夹板上均布有六行七列的螺钉孔,所述螺钉孔为尺寸M20的通孔,所述螺钉孔的两端开有4X45
技术研发人员:金武 薄健
受保护的技术使用者:中铝沈阳有色金属加工有限公司
技术研发日:2022.06.13
技术公布日:2022/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1