一种基于刀具表面镀膜的倒悬式挂架的制作方法
1.本技术涉及刀具镀膜的技术领域,尤其是涉及一种基于刀具表面镀膜的倒悬式挂架。
背景技术:
2.刀具表面热镀锌是常见的一种保护刀具的方式,热镀锌层与刀具间冶金的结合,成为刀具表面的一部分,能够承受在运送和使用的时候受到的机械损伤。
3.在相关技术中,如公告号为cn217297980u的中国实用新型专利公开了一种基于刀具表面镀膜的倒悬式挂架,其包括安装座,其上表面中心位置固定安装有连接杆,且连接杆的上侧固定连接转盘,连接转盘的上端与外接电机进行连接,安装座的内部设置有安装槽;转动机构,其设置在安装槽的内部,且其下端分别安装有螺纹吊杆;挂架,其设置在螺纹吊杆的两侧,且其下侧设置有挂钩,通过设置挂钩,方便刀具进行悬挂;挂架的下侧侧壁内部设置有通槽,且通槽内固定安装有滑杆,滑杆上转动套接有滑套,且滑套的下端固定连接有连接块,连接块的下侧通过连杆安装有挂钩。
4.使用倒悬式挂架对刀具进行热镀锌前,先根据刀具的型号对滑套进行调节,然后将刀具挂到挂钩上,然后再对刀具进行热镀锌,同时启动电机,电机带动着螺纹吊杆转动,螺纹吊杆带动着挂架转动,挂架带动着刀具转动,进而使得刀具的各个面都能够进行均匀镀膜,提高镀膜质量。
5.针对上述中的相关技术,发明人认为电机驱动着螺纹吊杆转动时,滑套受到离心力,继而使得滑套容易沿着挂架朝向背离螺纹吊杆的方向运动,从而使得挂钩带动着吊具朝向背离螺纹吊杆的方向运动,进而存在有使用倒悬式挂架对刀具进行热镀锌时刀具的稳定性较差的缺陷。
技术实现要素:
6.为了缓解使用倒悬式挂架对刀具进行热镀锌时刀具稳定性较差的问题,本技术提供一种基于刀具表面镀膜的倒悬式挂架。
7.本技术提供的一种基于刀具表面镀膜的倒悬式挂架采用如下的技术方案:
8.一种基于刀具表面镀膜的倒悬式挂架,包括安装座、转动连接在所述安装座上的螺纹吊杆、设置在所述螺纹吊杆上的多根挂架和设置在所述安装座上用于驱动所述螺纹吊杆转动的驱动组件,每个所述挂架的底部均开设有滑槽,所述滑槽中固定连接有滑杆,所述滑杆上穿设有滑块,所述滑块上设置有用于增加所述滑块滑动阻力的增阻件,所述滑块上固定连接有挂钩。
9.通过采用上述技术方案,在对刀具进行热镀锌前,先根据刀具的型号对挂钩所在滑杆上的位置进行调整,对挂钩的位置进行调整时,滑动滑块,滑块沿着滑杆的轴向运动,滑块带动着挂钩运动,即实现对挂钩位置的调整;然后将多个刀具分别挂置到多个挂钩上,然后再对刀具进行热镀锌,启动驱动组件,驱动组件对螺纹吊杆进行驱动,从而使得螺纹吊
杆转动,螺纹吊杆带动着挂钩转动,即使得刀具的各个面都能够均匀的镀膜;通过设置增阻件,增阻件增加了滑块和滑杆之间的摩擦力,即减少了螺纹吊杆转动时,滑块朝向背离螺纹吊杆的方向运动的情况发生,进而增加了使用倒悬式挂架对刀具进行热镀锌时刀具的稳定性。
10.可选的,所述增阻件为呈弧形的弹性片,所述弹性片的凸面与所述滑槽的槽壁接触,所述弹性片的一端与所述滑块固定连接。
11.通过采用上述技术方案,对滑块进行滑动时,滑块带动着弹性片运动,弹性片与滑槽的槽壁发生相对滑动,弹性片和滑槽槽壁之间存在摩擦,即增加了滑块滑动时的阻力,从而减少了螺纹吊杆转动时,滑块沿着滑杆的轴向运动的情况发生。
12.可选的,所述螺纹吊杆上滑动连接有转动套组,所述挂架设置在所述转动套组上,所述转动套组的两端均设置有与所述螺纹吊杆螺纹连接的限位螺母。
13.通过采用上述技术方案,根据刀具的型号对挂架的位置进行调整时,若使得挂架沿着螺纹吊杆的轴向向下运动,此时先拧动位于转动套组底部的限位螺母,转动套组带动着挂架跟随着限位螺母运动,挂架运动到指定位置后,停止拧动位于转动套组底部的限位螺母,再拧动位于转动套组顶部的限位螺母,使得限位螺母与转动套组的顶部抵紧,继而实现对转动套组的限位,减少转动套组与螺纹吊杆发生相对运动的情况发生;若使得挂架沿着螺纹吊杆的周向向上运动时,先拧动位于转动套组顶部的限位螺母,使得位于转动套组顶部的限位螺母沿着螺纹吊杆的轴向运动,从而使得位于转动套组顶部的限位螺母运动至指定位置,再对位于转动套组底部的限位螺母进行拧动,使得限位螺母沿着螺纹吊杆的轴向运动,位于转动套组底部的限位螺母推动着转动套组运动,最终使得转动套组的顶部与限位螺母抵紧,即实现根据刀具的型号对挂架所在的位置进行调整。
14.可选的,所述转动套组包括多个与多个所述挂架一一对应的转动套,每个所述转动套均套接在所述螺纹吊杆上,每个所述挂架均设置在对应的所述转动套。
15.通过采用上述技术方案,根据刀具的型号对相邻两根挂架之间的夹角进行调整时,先拧动位于转动套顶部的限位螺母,使得限位螺母与转动套分离,然后再转动挂架,挂架带动着转动套转动,相邻的两个转动套发生相对转动,从而使得相邻两个挂架之间的夹角发生变化,对相邻两个挂架之间的夹角调整好之后,反向拧动限位螺母,使得螺母与转动套抵紧,即完成对相邻两个挂架之间夹角角度的调节。
16.可选的,相邻两个所述转动套相对的端面上均沿自身周向固定连接有多个齿牙,相邻两个所述转动套上的齿牙啮合。
17.通过采用上述技术方案,对相邻两个挂架之间夹角的角度进行调整时,先拧动位于转动套顶部的限位螺母,然后再转动挂架,挂架带动着转动套转动,转动套带动着齿牙转动,相邻两个转动套上的齿牙发生相对转动,对相邻两个挂架调节好之后,相邻两个转动套上的齿牙啮合,再反向拧动限位螺母,限位螺母抵紧在转动套上,通过在相邻两个转动套相对的端面上设置齿牙,可以增加相邻两个转动套之间的稳定性。
18.可选的,每个所述转动套上均固定连接有连接管,所述挂架的一端均插入对应的所述连接管中,所述连接管上螺纹连接有用于抵紧所述挂架的抵紧螺栓。
19.通过采用上述技术方案,使用倒悬式挂架对刀具进行热镀锌时,可以根据刀具的型号对相邻两个挂架之间夹角的角度和挂架的数量进行调整,对挂架进行拆卸时,先拧动
连接管上的抵紧螺栓,继而使得抵紧螺栓远离螺栓头的一端与挂架分离,然后再将挂架从连接管上取下,即实现根据刀具的型号对挂架数量的增加和减少。
20.综上所述,本技术包括以下至少一种有益技术效果:
21.1.通过设置增阻件,增阻件增加了滑块滑动时的阻力,即减少了螺纹吊杆转动时,滑块朝向背离螺纹吊杆的方向运动的情况发生,进而增加了使用倒悬式挂架对刀具进行热镀锌时刀具的稳定性;
22.2.通过设置弹性片,对滑块进行滑动时,滑块带动着弹性片运动,弹性片与滑槽的槽壁发生相对滑动,弹性片和滑槽槽壁之间存在摩擦,即增加了滑块滑动时的阻力,从而减少了螺纹吊杆转动时,滑块沿着滑杆的轴向运动的情况发生;
23.3.通过设置转动套组和限位螺母,即实现根据刀具的型号对挂架所在的位置进行调整。
附图说明
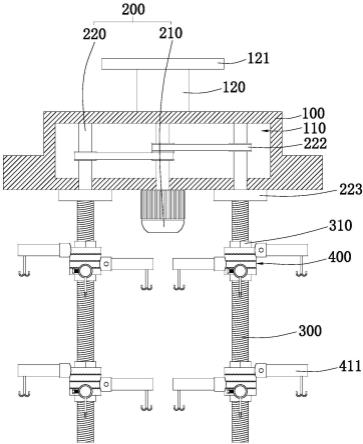
24.图1是本技术实施例倒悬式挂架的整体结构示意图;
25.图2是本技术实施例倒悬式挂架中转动套组和连接管的连接关系结构示意图;
26.图3是本技术实施例倒悬式挂架中挂架的剖视图;
27.图4是本技术实施例倒悬式挂架中挂架的剖视图,主要示出滑块和滑杆的连接关系。
28.附图标记说明:100、安装座;110、容纳腔;120、连接杆;121、连接转盘;200、驱动组件;210、驱动电机;220、转杆;221、皮带轮;222、皮带;223、转盘;300、螺纹吊杆;310、限位螺母;400、转动套组;410、转动套;411、挂架;412、滑槽;413、滑杆;414、滑块;415、弹性片;416、齿牙;420、挂钩;421、连杆;430、连接管;431、抵紧螺栓。
具体实施方式
29.以下结合附图1-4对本技术作进一步详细说明。
30.本技术实施例公开一种基于刀具表面镀膜的倒悬式挂架。
31.参照图1和图2,一种基于刀具表面镀膜的倒悬式挂架包括安装座100,安装座100上设置有驱动组件200,安装座100中设置有容纳腔110,驱动组件200包括驱动电机210和两根转杆220,其中两根转杆220转动连接在容纳腔110中,转杆220的底部一端穿出容纳腔110,驱动电机210固定连接在安装座100的底部,驱动电机210的输出轴穿入容纳腔110中,驱动电机210的输出轴和转杆220上均同轴固定连接有皮带轮221,两根转杆220和驱动电机210的输出轴通过皮带222传动连接,皮带222套接在皮带轮221上。安装座100的顶部固定连接有连接杆120,连接杆120远离安装座100的一端固定连接有连接转盘121。
32.继续参照图1和图2,每根转杆220的底部均同轴固定连接有位于安装座100底部的转盘223,每个转盘223的底部均同轴固定连接有螺纹吊杆300,每根螺纹吊杆300上均滑动连接有多组转动套组400,每组转动套组400的顶部和底部均设置有与螺纹吊杆300螺纹连接的限位螺母310,两个限位螺母310分别与转动套组400的顶部和底部端面抵紧用于对转动套组400进行限位。每组转动套组400上均设置有四根挂架411,每根挂架411上均设置有挂钩420。
33.对刀具进行热镀锌前,先将多个刀具分别挂置到多个挂钩420上,然后再对刀具进行热镀锌,启动驱动电机210,驱动电机210在皮带222和皮带轮221的作用下带动着转杆220转动,转杆220带动着转盘223转动,转盘223带动着螺纹吊杆300转动,螺纹吊杆300带动着转动套组400转动,转动套组400带动着挂架411转动,挂架411带动着刀具转动,从而使得刀具的表面能够均匀镀膜。
34.参照图3和图4,每根挂架411的底部均沿自身轴向开设有滑槽412,滑槽412中固定连接有滑杆413,滑杆413上穿设有滑块414,滑块414沿着滑杆413的轴向运动,滑块414朝向槽壁的周面上均设置有增阻件,增阻件为弹性片415,弹性片415呈弧形,弹性片415的一端与滑块414固定连接,弹性片415的另一端与滑块414接触。弹性片415的凸面朝向滑槽412的槽壁设置,弹性片415的凸面与滑槽412的槽壁抵触。挂钩420上固定连接有连杆421,连杆421与滑块414固定连接。在对挂钩420的位置进行调整时,推动连杆421,连杆421带动着滑块414运动,滑块414带动着弹性片415运动,弹性片415与滑槽412的槽壁发生相对滑动,弹性片415和滑槽412的槽壁之间存在摩擦力,即减少螺纹吊杆300转动时滑块414在离心力的作用下沿着滑杆413运动的情况发生,从而减少了刀具朝向背离螺纹吊杆300的方向运动的情况发生,进而增加了使用倒悬式挂架对刀具进行热镀锌时刀具的稳定性。
35.参照图1和图2,每组转动套组400均包括四个转动套410,四个转动套410同轴设置,每个转动套410均同轴套接在螺纹吊杆300上,每个转动套410与挂架411一一对应设置,每个转动套410的周面上均固定连接有连接管430,挂架411的一端插入连接管430中,连接管430的周面上螺纹连接有抵紧螺栓431,抵紧螺栓431穿入连接管中与挂架411的周面抵紧,即实现挂架411与连接管430的固定连接。相邻两个转动套410相对的端面上均沿自身周向固定连接有多个齿牙416,相邻两个转动套410相对端面上的齿牙416相互啮合。
36.根据刀具的型号可以对同一组转动套组400上挂架411的数量进行调整,对挂架411进行拆卸时,先拧动抵紧螺栓431,抵紧螺栓431远离螺栓头的一端与挂架411分离,然后再将挂架411从连接管430上取下;对挂架411进行安装时,先将挂架411的一端插入连接管430中,然后再反向拧动抵紧螺栓431,使得抵紧螺栓431远离螺栓头的一端与挂架411抵紧,即完成对挂架411的安装。根据刀具的型号对相邻两根挂架411之间夹角的角度进行调整时,先拧动位于转动套410顶部的限位螺母310,然后再转动挂架411,挂架411带动着转动套410转动,转动套410带动着自身上的齿牙416转动,相邻两个转动套410相对端面上的齿牙416发生相对运动,将相邻两根挂架411之间夹角的角度调节好之后,反向拧动位于转动套410顶部的限位螺母310,使得限位螺母310重新与转动套410抵紧,即完成对相邻两个挂架411之间夹角角度的调整。
37.本技术实施例一种基于刀具表面镀膜的倒悬式挂架的实施原理为:对刀具进行热镀锌前,先根据刀具的型号对挂架411的位置进行调整,然后再将多个刀具分别挂置到多个挂钩420上,然后对刀具进行热镀锌,启动驱动电机210,驱动电机210带动着转杆220转动,转杆220带动着转盘223转动,转盘223带动着螺纹吊杆300转动,螺纹吊杆300带动着挂架411转动,挂架411带动着刀具转动,即实现对刀具的均匀镀膜。对挂钩420与挂架411的相对位置进行调整时,推动连杆421,连杆421带动着滑块414运动,滑块414带动着弹性片415运动,弹性片415与滑槽412的槽壁发生相对滑动,即增加了滑块414滑动的阻力,即减少螺纹吊杆300转动时刀具朝向背离螺纹吊杆300的方向运动的情况发生,进而增加了使用倒悬式
挂架对刀具进行热镀锌时刀具的稳定性。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1