一种往复卷砂带磨角数控砂带机的制作方法
1.本实用新型涉及打磨抛光设备技术领域,具体涉及一种往复卷砂带磨角数控砂带机。
背景技术:
2.砂带机是一种常用的抛光设备,被广泛应用于工件打磨成型。在工件的加工过程中,当工件的加工位置存在细小的r角位时,由于磨头轴具有一定的直径,无法使用常规的磨头轴进行加工,现通过一条不旋转的成型硬轴来达到加工细小的r角的目的,此时需要将砂带成型到很小的尖角的程度,甚至形成锐角。但是成型硬轴不转动,在砂带张紧后,当砂带的接口处经过成型硬轴的尖角顶端时,容易拉断,造成砂带断裂,无法加工。
技术实现要素:
3.有鉴于此,有必要提供一种能够避免砂带断裂、结构简单的往复卷砂带磨角数控砂带机,使砂带在无驳接的情况下使用。
4.一种往复卷砂带磨角数控砂带机,包括工件移动装置和往复传动磨削装置,所述往复传动磨削装置包括第一砂带、第一磨削装置、第一卷砂带轴和第二卷砂带轴,所述第一磨削装置设于所述第一卷砂带轴和所述第二卷砂带轴的下方,所述第一磨削装置包括成型硬轴,所述第一砂带的两端分别连接于所述第一卷砂带轴和所述第二卷砂带轴上,所述第一砂带绕行于所述第一磨削装置,所述工件移动装置设于所述第一磨削装置的下方,所述第一卷砂带轴和所述第二卷砂带轴带动所述第一砂带往复运动,所述第一砂带绕行于所述成型硬轴的外侧面,形成预定角度的尖角或者圆角打磨结构,实现对所述工件移动装置上放置的待加工工件进行磨削。
5.优选地,所述往复传动磨削装置还包括第一电机、第二电机和电磁离合器,所述第一电机通过连接器连接至所述第一卷砂带轴,所述第二电机通过皮带传动方式连接至所述电磁离合器,所述电磁离合器再以皮带传动方式连接至所述第二卷砂带轴,所述电磁离合器用于调节所述第二卷砂带轴的转动力矩,所述第一电机和所述第二电机分别驱动所述第一卷砂带轴和所述第二卷砂带轴以顺时针方向或者逆时针方向转动;以顺时针方向或者逆时针方向为第一转动方向,与第一转动方向相反的转动方向为第二转动方向;当所述第一卷砂带轴和所述第二卷砂带轴以第一转动方向转动时,所述第一砂带从所述第一卷砂带轴向所述第二卷砂带轴移动,所述第一卷砂带轴上的所述第一砂带到达末端,所述第一卷砂带轴和所述第二卷砂带轴同时反向转动,所述反向转动是指以第二转动方向转动,使所述第一砂带从所述第二卷砂带轴向所述第一卷砂带轴移动;当所述第一砂带在所述第一卷砂带轴与所述第二卷砂带轴之间移动时,随着砂带卷的圈数不同,所述第一卷砂带轴与所述第二卷砂带轴的线速不同,所述电磁离合器调节所述第二卷砂带轴的力矩,使所述第一砂带通过所述成型硬轴转动。
6.优选地,所述第二电机下方设有所述电磁离合器,所述电磁离合器下方设有移动
平台,所述移动平台包括平移电机、平移滑轨和移动件,所述平移电机推动所述移动件在所述平移滑轨上水平移动,所述第二电机和所述电磁离合器固定安装于所述移动件上,并随着所述移动件水平移动,以调整皮带的松紧度。
7.优选地,所述第一磨削装置还包括第一磨头架,所述成型硬轴设于所述第一磨头架的底端,所述第一砂带为条形砂带,所述第一砂带设于所述成型硬轴的外侧,并沿所述成型硬轴的外侧运动。
8.优选地,还包括环形传动磨削装置,所述环形传动磨削装置包括第二砂带、主动轮和第二磨削装置,所述第二砂带绕设于所述主动轮和所述第二磨削装置,并在所述主动轮的带动下运动;所述第二磨削装置包括第二磨头轴,所述第二砂带绕设于所述第二磨头轴转动。
9.优选地,所述环形传动磨削装置还包括砂带张紧气缸,所述砂带张紧气缸固定安装于所述固定安装架上,所述砂带张紧气缸包括气缸顶杆,所述主动轮包括轴芯,所述气缸顶杆连接至所述轴芯,所述砂带张紧气缸通过所述气缸顶杆调节所述主动轮的高度,以调节所述第二砂带的松紧度。
10.优选地,还包括固定安装架,所述环形传动磨削装置和所述往复传动磨削装置固定安装于所述固定安装架上,所述第一磨削装置和所述第二磨削装置的安装高度相同。
11.优选地,所述工件移动装置包括移动机构和工件治具,所述移动机构包括升降模组和水平移动模组,所述水平移动模组设于所述升降模组上方,所述工件治具设于所述水平移动模组上方,所述升降模组和所述水平移动模组带动所述工件治具在加工空间内移动。
12.优选地,所述水平移动模组上方设有电控磁台,所述工件治具设于所述电控磁台上,并在所述电控磁台的配合下固定待加工工件。
13.优选地,所述成型硬轴与所述第二磨头轴之间的距离大于所述工件治具的宽度,避免所述工件治具在宽度方向上移动时与所述成型硬轴或者所述第二磨头轴发生碰撞。
14.上述往复卷砂带磨角数控砂带机中,所述往复传动磨削装置中的所述第一砂带的两端分别缠绕于所述第一卷砂带轴和所述第二卷砂带轴,当所述第一卷砂带轴和所述第二卷砂带轴同步转动时,所述第一砂带在所述第一卷砂带轴和所述第二卷砂带轴的作用下,在所述第一磨削装置上往复运动,以实现对待加工工件的打磨抛光,由于经过所述第一磨削装置的所述第一砂带没有接驳口,使所述第一砂带在所述成型硬轴处的受力时不易损坏,减少砂带的损耗。同时,所述环形传动磨削装置中的所述第二磨削装置用于环形的所述第二砂带的传动,所述环形传动磨削装置与所述往复磨削装置同时安装,提高了工件的加工效率。本实用新型的产品结构简单,易于生产,成本低廉,便于推广。
附图说明
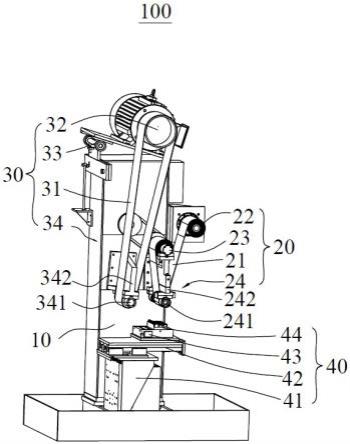
15.图1是本实用新型实施例往复卷砂带磨角数控砂带机的结构示意图(正面)。
16.图2是本实用新型实施例往复卷砂带磨角数控砂带机的结构示意图(背面)。
17.图3是本实用新型实施例往复卷砂带磨角数控砂带机的往复传动磨削装置的结构示意图。
具体实施方式
18.以下将结合具体实施例和附图对本实用新型进行详细说明。
19.请参阅图1、图2和图3,示出本实用新型的实施例提供的一种往复卷砂带磨角数控砂带机100,包括工件移动装置40和往复传动磨削装置20,所述往复传动磨削装置20包括第一砂带21、第一磨削装置24、第一卷砂带轴22和第二卷砂带轴23,所述第一磨削装置24设于所述第一卷砂带轴22和所述第二卷砂带轴23的下方,所述第一磨削装置24包括成型硬轴241,所述第一砂带21的两端分别连接于所述第一卷砂带轴22和所述第二卷砂带轴23上,所述第一砂带21绕行于所述第一磨削装置24,所述工件移动装置40设于所述第一磨削装置24的下方,所述第一卷砂带轴22和所述第二卷砂带轴23带动所述第一砂带21往复运动,所述第一砂带21绕行于所述成型硬轴241的外侧面,形成预定角度的尖角或者圆角打磨结构,实现对所述工件移动装置40上放置的待加工工件进行磨削。
20.优选地,所述往复传动磨削装置20还包括第一电机25、第二电机26和电磁离合器28,所述第一电机25通过连接器连接至所述第一卷砂带轴22,所述第二电机26通过皮带传动方式连接至所述电磁离合器28,所述电磁离合器28再以皮带传动方式连接至所述第二卷砂带轴23,所述电磁离合器28用于调节所述第二卷砂带轴23的转动力矩,所述第一电机25和所述第二电机26分别驱动所述第一卷砂带轴22和所述第二卷砂带轴23以顺时针方向或者逆时针方向转动;以顺时针方向或者逆时针方向为第一转动方向,与第一转动方向相反的转动方向为第二转动方向;当所述第一卷砂带轴22和所述第二卷砂带轴23以第一转动方向转动时,所述第一砂带21从所述第一卷砂带轴22向所述第二卷砂带轴23移动,所述第一卷砂带轴22上的所述第一砂带21到达末端,所述第一卷砂带轴22和所述第二卷砂带轴23同时反向转动,所述反向转动是指以第二转动方向转动,使所述第一砂带21从所述第二卷砂带轴23向所述第一卷砂带轴22移动;当所述第一砂带21在所述第一卷砂带轴22与所述第二卷砂带轴23之间移动时,随着砂带卷的圈数不同,所述第一卷砂带轴22与所述第二卷砂带轴23的线速不同,所述电磁离合器28调节所述第二卷砂带轴23的力矩,使所述第一砂带21通过所述成型硬轴243转动。
21.具体地,当所述第一卷砂带轴22作为主动轴卷砂带时,所述第一电机25的转速比所述第二电机26的转速高,反之,当所述第二卷砂带轴23作为主动轴卷砂带时,所述第二电机26的转速比所述第一电机25的转速高,当所述第一卷砂带轴22与所述第二卷砂带轴23之间产生线速不同步时,由所述电磁离合器28跟踪同步。
22.其中,所述第一卷砂带轴22和所述第二卷砂带轴23的第一转动方向与所述第一砂带21在所述第一卷砂带轴22和所述第二卷砂带轴23上的缠绕方向有关,当所述第一卷砂带轴22和所述第二卷砂带轴23分别以其第一转动方向转动时,使所述第一砂带21从一个卷砂带轴向另一个卷砂带轴移动。第二转动方向与第一转动方向相反,当所述第一卷砂带轴22和所述第二卷砂带轴23分别以第二转动方向转动时,使所述第一砂带212反向移动。
23.具体地,所述第一砂带21的两端分别缠绕在所述第一卷砂带轴22和所述第二卷砂带轴23上时,可以是不同的卷砂带方向,以实现所述第一砂带21的双向往复运动,达到磨削的目的。
24.在另一些实施例中,可以通过控制所述第一卷砂带轴22上的所述第一砂带21的圈数和所述第二卷砂带轴23的转动时长,来控制所述第一砂带21的往复运动的长度,即,所述
第一砂带21移动,所述第一卷砂带轴22的转动圈数和所述第二卷砂带轴23以第一转动方向转动达到所述第一砂带21的长度后,使所述第一卷砂带轴22和所述第二卷砂带轴23以第二转动方向反向转动,此时所述第一砂带21反向移动,再次经过所述第一砂带21的长度后,再次反转,周而复始,达到所述第一砂带21往复运动的效果。
25.优选地,所述第二电机26下方设有所述电磁离合器28,所述电磁离合器28下方设有移动平台27,所述移动平台27包括平移电机、平移滑轨和移动件,所述平移电机推动所述移动件在所述平移滑轨上水平移动,所述第二电机26和所述电磁离合器28固定安装于所述移动件上,并随着所述移动件水平移动,以调整皮带的松紧度。所述第一磨削装置24还包括第一磨头架242,所述成型硬轴241设于所述第一磨头架242的底端,所述第一砂带21优选为条形砂带,所述第一砂带21设于所述成型硬轴241的外侧,并沿所述成型硬轴241的外侧运动。
26.具体地,所述平移电机推动所述第二电机26和所述电磁离合器28水平移动,以调整所述电磁离合器28与所述第二卷砂带轴23之间的皮带的张紧度。
27.具体地,通过所述电磁离合器28可以调整所述第二卷砂带轴23的力矩,由于砂带缠绕使砂带卷的直径发生变化,需要所述电磁离合器28在保持力矩下进行打滑,以保证带速同步,以达到调整所述第一砂带21的张紧度的目的,其中,力矩根据实际情况进行调整。
28.具体地,所述第二卷砂带轴23的转速随着砂带卷的圈数的不同而变化。当所述第二卷砂带轴23上的砂带卷的圈数大于所述第一卷砂带轴22上的砂带卷的圈数时,所述第二卷砂带轴23的转速小于所述第一卷砂带轴22的转速;当所述第二卷砂带轴23上的砂带卷的圈数与所述第一卷砂带轴22上的砂带卷的圈数相等时,所述第二卷砂带轴23的转速与所述第一卷砂带轴22的转速相等;当所述第二卷砂带轴23上的砂带卷的圈数小于所述第一卷砂带轴22上的砂带卷的圈数时,所述第二卷砂带轴23的转速大于所述第一卷砂带轴22的转速。
29.优选地,所述砂带机100还包括环形传动磨削装置30,所述环形传动磨削装置30包括第二砂带31、主动轮32和第二磨削装置34,所述第二砂带31绕设于所述主动轮32和所述第二磨削装置34,并在所述主动轮32的带动下运动;所述第二磨削装置34包括第二磨头轴341,所述第二砂带31绕设于所述第二磨头轴341转动。所述环形传动磨削装置30还包括砂带张紧气缸33,所述砂带张紧气缸33固定安装于所述固定安装架10上,所述砂带张紧气缸33包括气缸顶杆,所述主动轮32包括轴芯,所述气缸顶杆连接至所述轴芯,所述砂带张紧气缸33通过所述气缸顶杆调节所述主动轮32的高度,以调节所述第二砂带31的松紧度。
30.具体地,所述第二磨头轴341与待加工工件的接触面为外圆周面。
31.具体地,所述第二磨削装置34包括第二磨头架342,所述第二磨头轴341设于所述第二磨头架342的一端,并朝向待加工工件。
32.优选地,所述砂带机100还包括固定安装架10,所述环形传动磨削装置30和所述往复传动磨削装置20固定安装于所述固定安装架10上,所述第一磨削装置24和所述第二磨削装置34的安装高度相同。
33.具体地,所述环形传动磨削装置30和所述往复传动磨削装置20固定安装于所述固定安装架10的同一侧,所述工件移动装置40设于所述环形传动磨削装置30和所述往复传动磨削装置20的下方,且所述工件移动装置40控制待加工工件在所述环形传动磨削装置30和
所述往复传动磨削装置20的下方移动,使所述环形传动磨削装置30或者所述往复传动磨削装置20对待加工工件进行打磨抛光。
34.优选地,所述工件移动装置40包括移动机构和工件治具44,所述移动机构包括升降模组和水平移动模组42,所述水平移动模组42设于所述升降模组上方,所述工件治具44设于所述水平移动模组42上方,所述升降模组和所述水平移动模组42带动所述工件治具44在加工空间内移动。所述水平移动模组42上方设有电控磁台43,所述工件治具44设于所述电控磁台43上,并在所述电控磁台43的配合下固定待加工工件。
35.具体地,所述升降模组包括活动安装架41,所述活动安装架41包括固定部件和升降部件,所述升降部件与所述固定部件之间通过滑轨连接,所述升降部件沿滑轨上下移动,使所述水平移动模组42和所述工件治具44同步移动。
36.具体地,所述水平移动模组42包括起前后移动滑板和左右移动滑板,所述前后移动滑板和所述左右移动滑板控制所述工件治具44在水平面上的x轴方向和y轴方向上水平移动,所述升降模组控制所述工件治具44在z轴方向上上下移动,使所述工件治具44带动待加工工件在所述移动机构的控制下,移动至加工空间内的任意位置。
37.优选地,所述成型硬轴241与所述第二磨头轴341之间的距离大于所述工件治具44的宽度,避免所述工件治具44在宽度方向上移动时与所述成型硬轴241或者所述第二磨头轴341发生碰撞。
38.具体地,工件加工时,将待加工工件放置于所述工件治具44上,所述工件治具44夹紧待加工工件。
39.需要进行细小的r角打磨时,所述工件移动装置40将待加工工件移动至所述往复传动磨削装置20的所述第一磨削装置24下方,所述第一电机25和所述第二电机26驱动所述第一卷砂带轴22和所述第二卷砂带轴23转动,使所述第一砂带21往复运动,使所述第一砂带21在所述成型硬轴241的外侧往复运动,对待加工工件的细小的r角进行打磨抛光。所述移动平台27带动所述第二电机26和所述电磁离合器28移动,通过调整所述第二卷砂带轴23的转动速度来改变所述第一砂带21的松紧度和运动速度。
40.对待加工工件的其他部位进行打磨时,所述工件移动装置40待加工工件移动至所述环形传动磨削装置30的所述第二磨削装置34下方,所述主动轮32带动所述第二砂带31运动,所述第二砂带31在所述第二磨头轴341外表面运动,以对待加工工件进行打磨抛光。所述砂带张紧气缸33通过所述气缸顶杆调节所述主动轮32的高度,以调节所述第二砂带31的松紧度。
41.上述往复卷砂带磨角数控砂带机100中,所述往复传动磨削装置20中的所述第一砂带21的两端分别缠绕于所述第一卷砂带轴22和所述第二卷砂带轴23,当所述第一卷砂带轴22和所述第二卷砂带轴23同步转动时,所述第一砂带21在所述第一卷砂带轴22和所述第二卷砂带轴23的作用下,在所述第一磨削装置24上往复运动,以实现对待加工工件的打磨抛光,由于经过所述第一磨削装置24的所述第一砂带21没有接驳口,使所述第一砂带21在所述成型硬轴241处的受力时不易损坏,减少砂带的损耗。同时,所述环形传动磨削装置30中的所述第二磨削装置34用于环形的所述第二砂带31的传动,所述环形传动磨削装置30与所述往复磨削装置同时安装,提高了工件的加工效率。本实用新型的产品结构简单,易于生产,成本低廉,便于推广。
42.需要说明的是,本实用新型并不局限于上述实施方式,根据本实用新型的创造精神,本领域技术人员还可以做出其他变化,这些依据本实用新型的创造精神所做的变化,都应包含在本实用新型所要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1