一种压铸模架自动锁模装置的制作方法
本技术涉及压铸模具,具体是涉及一种压铸模架自动锁模装置。
背景技术:
1、压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。大多数压铸铸件都是不含铁的,例如锌、铜、铝、镁、铅、锡以及铅锡合金以及它们的合金。根据压铸类型的不同,需要使用冷室压铸机或者热室压铸机。
2、压铸模具通常由一定模和一动模组成,在进行压铸成型时,将动模合模,向模腔中压入液态金属,压铸成型完成后,将动模开模,将成型工件取出,在压铸成型过程中定模和动模之间的合模力是决定成型工件质量的关键因素,而现有的锁模装置在长期使用时,由于缺乏锁定结构,易发生松动,导致定模和动模之间的合模力不达标,影响压铸成型工件的质量,基于此,提出一种便捷自动化多锁定结构的锁模装置是本领域亟需解决的问题。
技术实现思路
1、为解决上述技术问题,提供一种压铸模架自动锁模装置,本技术方案解决了上述的现有的锁模装置在长期使用时,由于缺乏锁定结构,易发生松动,导致定模和动模之间的合模力不达标,影响压铸成型工件的质量的问题。
2、为达到以上目的,本实用新型采用的技术方案为:
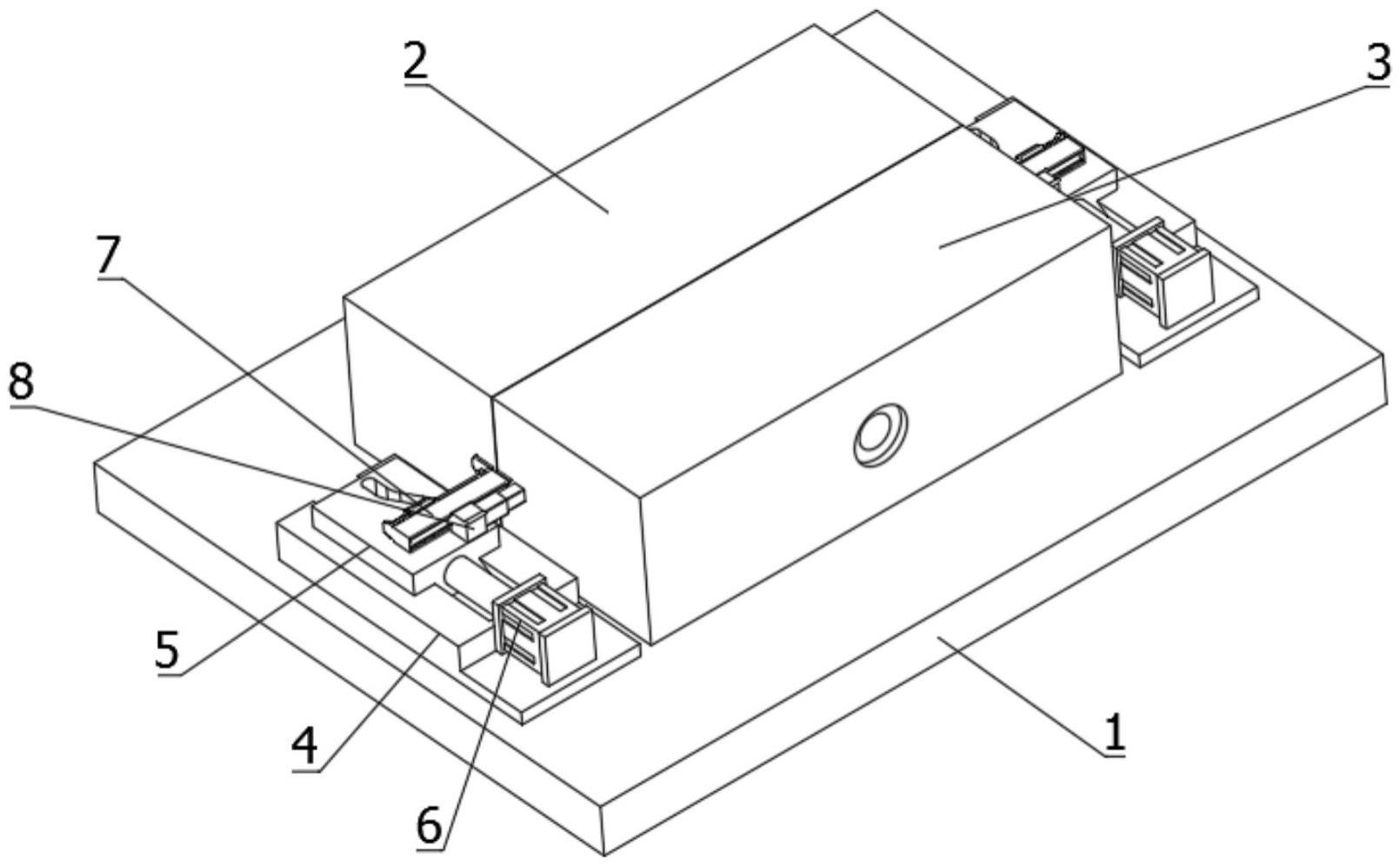
3、一种压铸模架自动锁模装置,包括模架基座,所述模架基座上端设置有定模和动模,所述定模和动模两侧均安装有锁模机构,所述锁模机构包括:
4、安装基座,所述安装基座固定安装于模架基座上端,所述安装基座上端开设有滑槽;
5、锁模驱动座,所述锁模驱动座滑动连接于滑槽内部,所述锁模驱动座上端开设有锁模驱动滑槽;
6、驱动气缸,所述驱动气缸固定安装于安装基座上端前侧,所述驱动气缸输出端与锁模驱动座固定连接;
7、锁模芯滑座,所述锁模芯滑座固定安装于定模侧边,所述锁模芯滑座上端开设有锁模芯滑槽;
8、锁模芯,所述锁模芯包括锁模滑块和固定连接于锁模滑块内侧的锁模插柱,所述锁模滑块下端固定连接有驱动柱,所述驱动柱滑动连接于锁模驱动滑槽内部,所述锁模滑块后侧固定连接有锁模滑道,所述锁模滑块通过锁模滑道滑动连接于锁模芯滑槽内部;
9、锁定机构,所述锁定机构安装于锁模芯滑座下端,所述锁定机构用于锁定锁模芯。
10、优选的,所述锁模驱动滑槽包括相互连接的锁模段、过渡段和开模段,所述锁模段为设置于内侧的竖向滑槽,所述开模段为设置于外侧的竖向滑槽,所述过渡段为平滑连接锁模段和开模段的斜滑槽。
11、优选的,所述锁定机构包括滑动连接于锁模芯滑座下端的锁定滑块,所述锁模芯滑座下端外侧固定连接有向内延伸的导向柱,所述锁定滑块与导向柱滑动连接,所述导向柱外周表面套设有复位弹簧,所述复位弹簧两端分别与锁定滑块和锁模芯滑座连接。
12、优选的,所述锁模芯滑座内侧固定安装有安装板,所述锁模芯滑座通过安装板固定连接于定模侧边,所述安装板外侧下端固定连接有电磁座,所述锁定滑块内侧固定连接有电磁吸片。
13、优选的,所述锁模芯滑座下端中部开设有锁定通孔,所述锁定通孔内部滑动连接有锁定凸起,所述锁模滑块下端与锁定凸起对应位置处开设有锁定槽,所述锁定凸起外周表面套设有解锁弹簧,所述解锁弹簧两端分别与锁模芯滑座和锁定凸起连接,所述锁定凸起下端面与锁定滑块上端面抵接。
14、优选的,所述锁定滑块上端面设置有锁模区和开模区,所述锁模区和开模区之间设置有过渡斜面。
15、与现有技术相比,本实用新型的有益效果在于:
16、本实用新型提出一种新型的压铸模架自动锁模装置,通过设置带有不同横向距离的锁模驱动滑槽的锁模驱动座,在进行锁模时,通过驱动气缸带动锁模驱动座滑动,即可为锁模芯施加横向的滑动驱动力,进而使锁模插柱插入动模进行锁模,或移出动模进行开模,结构简单,便于加工,且动作迅速,极大的提高了压铸模架的锁模效率,具有极大的应用前景;
17、本实用新型还提出一种锁定结构,通过带有锁模区和开模区的锁定滑块,在锁模时,通过电磁座磁吸电磁吸片使锁定滑块向内侧移动,进而使锁定凸起下端与锁模区抵接,使锁定凸起被顶入锁定槽内部,对锁模滑块进行横向约束锁定,当解锁时,关闭电磁座,在复位弹簧的弹力作用下,拉动锁定滑块向外侧移动,使锁定凸起下端与开模区抵接,锁定凸起被解锁弹簧的弹力顶出锁定槽,实现针对于锁模滑块的解锁,通过双重锁定结构,可有效的保证锁模装置在使用时可以提供稳定的合模力,提高压铸成型工件的生产良率。
技术特征:
1.一种压铸模架自动锁模装置,其特征在于,包括模架基座(1),所述模架基座(1)上端设置有定模(2)和动模(3),所述定模(2)和动模(3)两侧均安装有锁模机构,所述锁模机构包括:
2.根据权利要求1所述的一种压铸模架自动锁模装置,其特征在于,所述锁模驱动滑槽(501)包括相互连接的锁模段(5011)、过渡段(5012)和开模段(5013),所述锁模段(5011)为设置于内侧的竖向滑槽,所述开模段(5013)为设置于外侧的竖向滑槽,所述过渡段(5012)为平滑连接锁模段和开模段(5013)的斜滑槽。
3.根据权利要求2所述的一种压铸模架自动锁模装置,其特征在于,所述锁定机构(9)包括滑动连接于锁模芯滑座(7)下端的锁定滑块(901),所述锁模芯滑座(7)下端外侧固定连接有向内延伸的导向柱(703),所述锁定滑块(901)与导向柱(703)滑动连接,所述导向柱(703)外周表面套设有复位弹簧(902),所述复位弹簧(902)两端分别与锁定滑块(901)和锁模芯滑座(7)连接。
4.根据权利要求3所述的一种压铸模架自动锁模装置,其特征在于,所述锁模芯滑座(7)内侧固定安装有安装板(702),所述锁模芯滑座(7)通过安装板固定连接于定模(2)侧边,所述安装板(702)外侧下端固定连接有电磁座(903),所述锁定滑块(901)内侧固定连接有电磁吸片(904)。
5.根据权利要求4所述的一种压铸模架自动锁模装置,其特征在于,所述锁模芯滑座(7)下端中部开设有锁定通孔,所述锁定通孔内部滑动连接有锁定凸起(905),所述锁模滑块(801)下端与锁定凸起(905)对应位置处开设有锁定槽(805),所述锁定凸起(905)外周表面套设有解锁弹簧(906),所述解锁弹簧(906)两端分别与锁模芯滑座(7)和锁定凸起(905)连接,所述锁定凸起(905)下端面与锁定滑块(901)上端面抵接。
6.根据权利要求5所述的一种压铸模架自动锁模装置,其特征在于,所述锁定滑块(901)上端面设置有锁模区(9011)和开模区(9012),所述锁模区(9011)和开模区(9012)之间设置有过渡斜面。
技术总结
本技术公开了一种压铸模架自动锁模装置,涉及压铸模具技术领域,包括模架基座,模架基座上端设置有定模和动模,两侧均安装有锁模机构,锁模机构包括:安装基座,安装基座固定安装于模架基座上端;锁模驱动座,锁模驱动座滑动连接于滑槽内部;驱动气缸,驱动气缸固定安装于安装基座上端前侧;锁模芯滑座,锁模芯滑座固定安装于定模侧边;锁模芯,锁模芯包括锁模滑块和内侧的锁模插柱;锁定机构,锁定机构安装于锁模芯滑座下端,锁定机构用于锁定锁模芯。本技术的优点在于:通过双重锁定结构,可有效的保证锁模装置在使用时可以提供稳定的合模力,且结构简单,便于加工,且动作迅速,极大的提高了压铸模架的锁模效率和成型质量。
技术研发人员:杨宣报,任雷,杜亚录
受保护的技术使用者:昆山普恩斯模具有限公司
技术研发日:20221216
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!