一种小角度排废料的铸造模具的制作方法
本技术涉及铸造模具,更具体地说,本技术涉及一种小角度排废料的铸造模具。
背景技术:
1、铸造模具指的是为了获得零件的结构形状,预先在模具内腔制造出一个空腔,再通过浇道往空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具形状结构完全一样的零件。
2、现有的铸造模具,通过直上直下的浇铸通道,当浇铸成型时,其充型速度快,但由于冲刷力大,易产生喷溅,而浇道内气体来不及排出,同时在型腔底部会产生冲击力,对成型会造成一定影响;且冷却后由于浇铸铁水时产生的废气、废料不能有效的排出导致钢铁成型后表面粗糙度较大,影响铸件的质量。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型的实施例提供一种小角度排废料的铸造模具,以解决现有的铸造模具,通过直上直下的浇铸通道,当浇铸成型时,其充型速度快,但由于冲刷力大,易产生喷溅,而浇道内气体来不及排出,同时在型腔底部会产生冲击力,对成型会造成一定影响;且冷却后由于浇铸铁水时产生的废气、废料不能有效的排出导致钢铁成型后表面粗糙度较大,影响铸件的质量的问题。
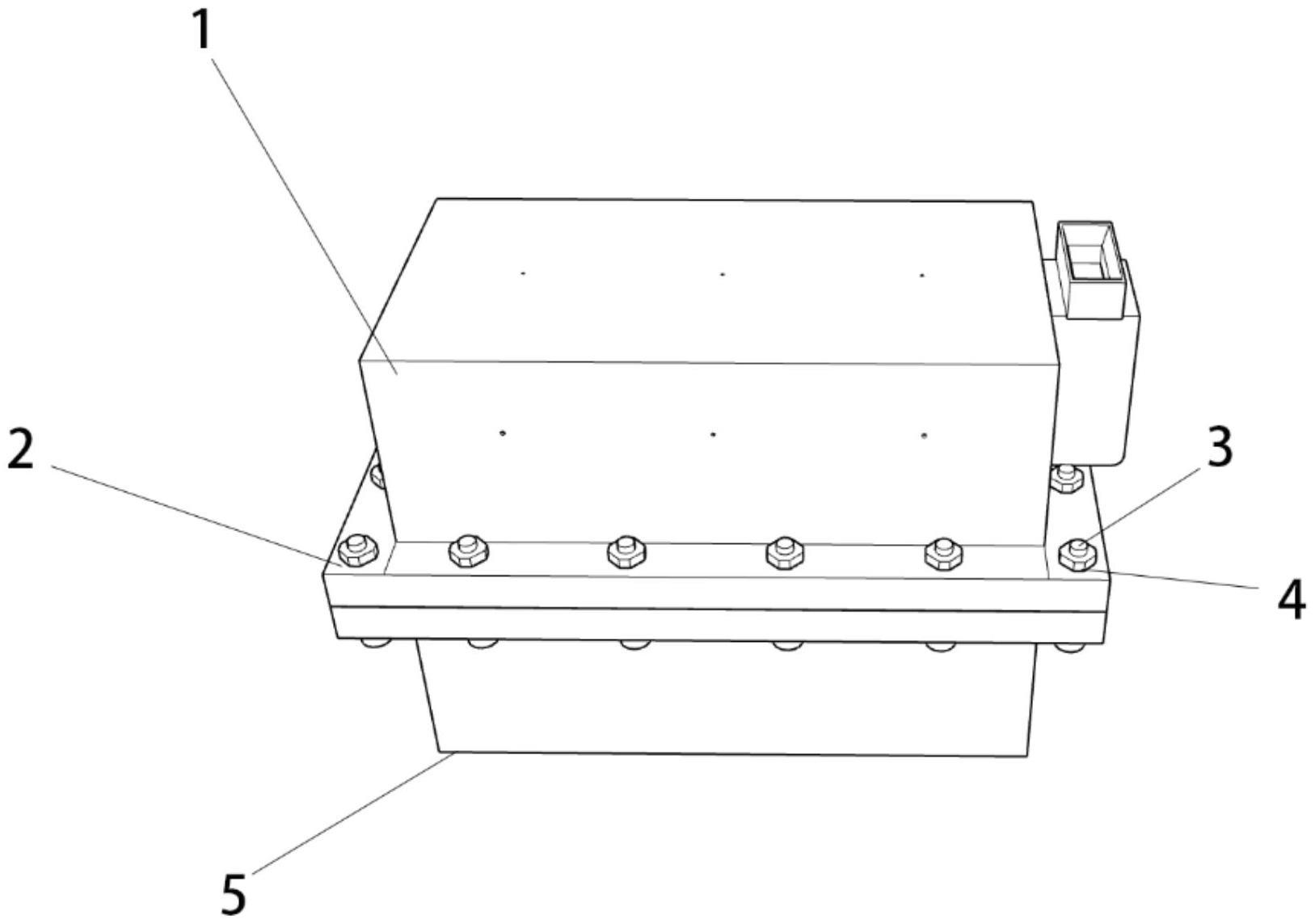
2、为解决上述技术问题,本实用新型提供如下技术方案:一种小角度排废料的铸造模具,包括上模具,所述上模具的一侧开设有第一螺栓安装孔,所述第一螺栓安装孔的内腔中活动安装有螺栓,所述螺栓的顶部螺纹安装有螺帽,所述螺栓的数量为若干个,若干个所述螺栓均布在上模具的周边,所述螺帽的数量和螺栓的数量一一对应。
3、其中,所述上模具的底部可拆卸安装有下模具,所述下模具的一侧开设有第二螺栓安装孔,所述第二螺栓安装孔的内腔活动安装有螺栓,所述第二螺栓安装孔的尺寸与螺栓的尺寸相适配,所述第一螺栓安装孔的尺寸与螺栓的尺寸相适配。
4、其中,所述下模具的内腔开设有型腔,所述上模具的顶部开设有第一通气孔,所述下模具顶部的内腔开设有第二通气孔,所述第一通气孔的一侧连通到型腔内腔中,所述上模具的一侧开设有缓流道,所述缓流道的一侧与型腔的一侧相连通。
5、其中,所述上模具的一侧固定安装有浇道模具,所述浇道模具的内腔开设有浇道,所述浇道的一侧与缓流道的一侧相连通,所述浇道模具的顶部固定安装有浇口,所述浇口的内壁为斜面。
6、其中,所述第一通气孔的数量为三个,所述第二通气孔的数量为四个,三个所述第一通气孔与四个所述第二通气孔相互连通。
7、本实用新型的技术效果和优点:
8、上述方案中,所述在使用铸造模具时,工作人员先通过螺栓和螺帽将上模具和下模具固定安装起来,再将流动性液体通过浇口浇入,其通过浇道进入到缓流道中,受缓流道的角度作用,缓慢进入到型腔中,致使型腔灌满,达到降低浇铸冲刷力,避免产生卷气、憋气现象,便于废气的排出的效果;上述方案中,所述在浇铸或冷却过程中,型腔中的废气从第一通气孔向外排出,搭配第二通气孔,使得废弃从多个角度排出,达到便于废弃排出,提高废气排出效率的效果。
技术特征:
1.一种小角度排废料的铸造模具,包括上模具(1),其特征在于,所述上模具(1)的一侧开设有第一螺栓安装孔(2),所述第一螺栓安装孔(2)的内腔中活动安装有螺栓(3),所述螺栓(3)的顶部螺纹安装有螺帽(4),所述螺栓(3)的数量为若干个,若干个所述螺栓(3)均布在上模具(1)的周边,所述螺帽(4)的数量和螺栓(3)的数量一一对应。
2.根据权利要求1所述的小角度排废料的铸造模具,其特征在于,所述上模具(1)的底部可拆卸安装有下模具(5),所述下模具(5)的一侧开设有第二螺栓安装孔(6),所述第二螺栓安装孔(6)的内腔活动安装有螺栓(3),所述第二螺栓安装孔(6)的尺寸与螺栓(3)的尺寸相适配,所述第一螺栓安装孔(2)的尺寸与螺栓(3)的尺寸相适配。
3.根据权利要求2所述的小角度排废料的铸造模具,其特征在于,所述下模具(5)的内腔开设有型腔(7),所述上模具(1)的顶部开设有第一通气孔(8),所述下模具(5)顶部的内腔开设有第二通气孔(9),所述第一通气孔(8)的一侧连通到型腔(7)内腔中,所述上模具(1)的一侧开设有缓流道(10),所述缓流道(10)的一侧与型腔(7)的一侧相连通。
4.根据权利要求1所述的小角度排废料的铸造模具,其特征在于,所述上模具(1)的一侧固定安装有浇道模具(11),所述浇道模具(11)的内腔开设有浇道(12),所述浇道(12)的一侧与缓流道(10)的一侧相连通,所述浇道模具(11)的顶部固定安装有浇口(13),所述浇口(13)的内壁为斜面。
5.根据权利要求3所述的小角度排废料的铸造模具,其特征在于,所述第一通气孔(8)的数量为三个,所述第二通气孔(9)的数量为四个,三个所述第一通气孔(8)与四个所述第二通气孔(9)相互连通。
技术总结
本技术公开了一种小角度排废料的铸造模具,涉及铸造模具技术领域,包括上模具,上模具的一侧开设有第一螺栓安装孔,第一螺栓安装孔的内腔中活动安装有螺栓,螺栓的顶部螺纹安装有螺帽。上述方案中,在使用铸造模具时,工作人员先通过螺栓和螺帽将上模具和下模具固定安装起来,再将流动性液体通过浇口浇入,其通过浇道进入到缓流道中,受缓流道的角度作用,缓慢进入到型腔中,致使型腔灌满,达到降低浇铸冲刷力,避免产生卷气、憋气现象,便于废气的排出的效果;上述方案中,在浇铸或冷却过程中,型腔中的废气从第一通气孔向外排出,搭配第二通气孔,使得废弃从多个角度排出,达到便于废弃排出,提高废气排出效率的效果。
技术研发人员:周峰
受保护的技术使用者:大连三协精密模具有限公司
技术研发日:20221226
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!