一种浇铸系统用的输送机构的制作方法
本技术为浇铸系统配件领域,具体涉及一种浇铸系统用的输送机构。
背景技术:
1、浇铸方法是将金、银熔化成液态状,采用范模浇铸而制成器物的方法,它是最早的金银加工方法之一。浇铸是把经混合后的药浆浇铸到发动机壳体内,固化后形成符合设计要求的发动机装药。浇铸工艺在我国新石器时代末期就已经出现,原本是青铜器的制作工艺,因青铜器的兴盛而发展、成熟起来。浇铸成型又称铸塑,是将已准备好的浇铸原料注人模具中使其固化,获得与模具型腔相似的制品。浇铸成型的原料可以是单体、经初步聚合或缩聚的浆状物或聚合物与单体的溶液等。
2、在生产的时候,多为将熔融的金属装入熔融金属容纳装置内,再由人工转运,倾倒到模具内,但是这样一来,工人会离熔融金属容纳装置很近,且由于其质量巨大,很难将整个装置内的熔融金属完成倾倒,因此获得一种克服上述缺陷的浇铸系统用的输送机构十分重要。
技术实现思路
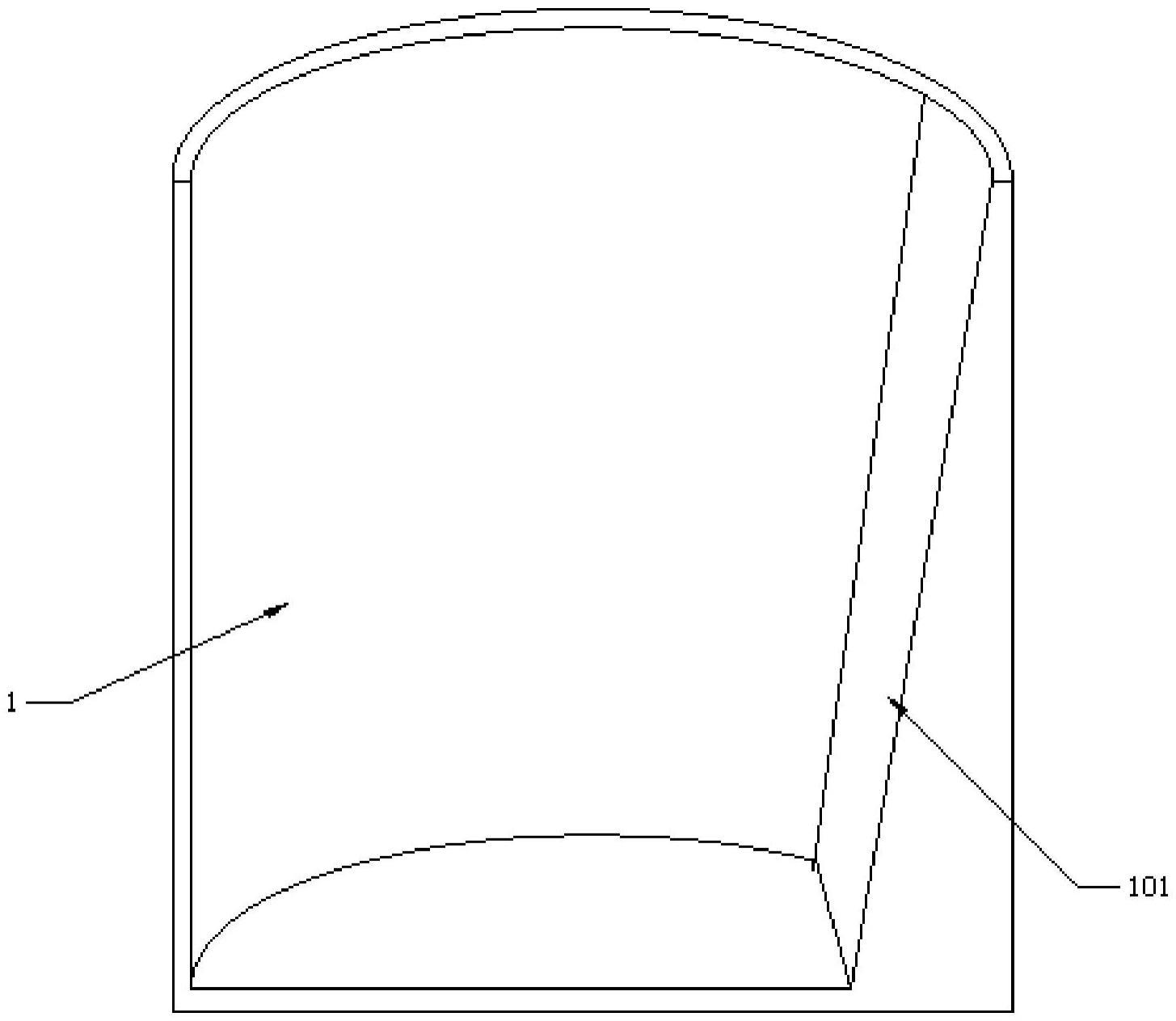
1、为解决上述至少一种技术问题,本实用新型提供一种浇铸系统用的输送机构,包括浇铸用熔融金属容纳装置,所述浇铸用熔融金属容纳装置的内壁上开设有第一斜面,所述斜面方向朝倾倒方向斜向上设置;
2、通过上述技术方案,斜面方向朝倾倒方向斜向上设置,能够在浇铸用熔融金属容纳装置旋转角度较小的情况下将其内部的熔融金属完全倒出。
3、所述浇铸用熔融金属容纳装置的倾倒口两侧旋转连接有第一连接柱,所述浇铸用熔融金属容纳装置位于第一连接柱对角处的底面两侧旋转连接有电动伸缩杆;
4、通过上述技术方案,电动伸缩杆能够将浇铸用熔融金属容纳装置的底部抬起,实现内部熔融金属的倾倒。
5、还包括横板,所述电动伸缩杆固定在横板上,所述横板上开设有第一穿孔,所述第一连接柱穿过穿孔,所述第一连接柱位于穿孔上方的部分一体成型有第一限位环,所述第一连接柱位于穿孔下方的部分一体成型有第二限位环,所述第二限位环和横板之间套设有弹簧。
6、横板底部固定有滑轨,滑轨上设有滑块,电动伸缩杆固定在滑块上。
7、通过上述技术方案,弹簧的设置能够在倾倒的时候,增加第一连接柱的适应力,放置结构撑坏。
8、位于所述倾倒口两侧一体成型有第一旋转柱,所述第一连接柱上开设有与第一旋转柱配合的第一旋转槽,第一旋转柱外壁和第一旋转槽内壁之间设有第一轴承。位于所述浇铸用熔融金属容纳装置底部两侧一体成型有第二旋转柱,所述电动伸缩杆的端部开设有与第二旋转柱配合的第二旋转槽,第二旋转槽的内壁和第二旋转柱的外壁之间设有第二轴承。
9、浇铸用熔融金属容纳装置的开口位于其底面沿倾倒方向的斜上方,则其外壁与倾倒出来的熔融金属之间的角度较大,防止熔融金属沿着其外壁漏出。浇铸用熔融金属容纳装置为圆柱状或棱柱状。
10、还包括移动支架,所述移动支架固定在横杆两端,且与横杆垂直,所述移动支架的底部固定有电动轮。
11、与现有技术相比,本实用新型的优点在于:本实用新型结构简单,能够在浇铸用熔融金属容纳装置旋转角度较小的情况下将其内部的熔融金属全部倒出,减少熔融金属的浪费。
技术特征:
1.一种浇铸系统用的输送机构,包括浇铸用熔融金属容纳装置(1),其特征在于:所述浇铸用熔融金属容纳装置(1)的内壁上开设有第一斜面(101),所述斜面方向朝倾倒方向斜向上设置;
2.根据权利要求1所述的浇铸系统用的输送机构,其特征在于:位于所述倾倒口两侧一体成型有第一旋转柱(301),所述第一连接柱(102)上开设有与第一旋转柱(301)配合的第一旋转槽(302),第一旋转柱(301)外壁和第一旋转槽(302)内壁之间设有第一轴承(303)。
3.根据权利要求1所述的浇铸系统用的输送机构,其特征在于:所述位于所述浇铸用熔融金属容纳装置(1)底部两侧一体成型有第二旋转柱,所述电动伸缩杆(103)的端部开设有与第二旋转柱配合的第二旋转槽,第二旋转槽的内壁和第二旋转柱的外壁之间设有第二轴承。
4.根据权利要求1所述的浇铸系统用的输送机构,其特征在于:所述浇铸用熔融金属容纳装置(1)的开口位于其底面沿倾倒方向的斜上方。
5.根据权利要求1所述的浇铸系统用的输送机构,其特征在于:所述浇铸用熔融金属容纳装置(1)为圆柱状或棱柱状。
6.根据权利要求1所述的浇铸系统用的输送机构,其特征在于:还包括移动支架(4),所述移动支架(4)固定在横杆两端,且与横杆垂直,所述移动支架(4)的底部固定有电动轮(5)。
技术总结
本技术公开一种浇铸系统用的输送机构,包括浇铸用熔融金属容纳装置,所述浇铸用熔融金属容纳装置的内壁上开设有第一斜面,斜面方向朝倾倒方向斜向上设置;斜面方向朝倾倒方向斜向上设置,能够在浇铸用熔融金属容纳装置旋转角度较小的情况下将其内部的熔融金属完全倒出。所述浇铸用熔融金属容纳装置的倾倒口两侧旋转连接有第一连接柱,所述浇铸用熔融金属容纳装置位于第一连接柱对角处的底面两侧旋转连接有电动伸缩杆;电动伸缩杆能够将浇铸用熔融金属容纳装置的底部抬起,实现内部熔融金属的倾倒。与现有技术相比,本技术结构简单,能够在浇铸用熔融金属容纳装置旋转角度较小的情况下将其内部的熔融金属全部倒出,减少熔融金属的浪费。
技术研发人员:陈安挺
受保护的技术使用者:宁波爱富伊机械科技有限公司
技术研发日:20221231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!