切削工具的制作方法
本发明涉及一种涂覆的切削工具,其包含基体和涂层,其中所述涂层包含平均晶粒尺寸在25nm至35nm之间的ti(c,n)层。
背景技术:
1、在用于金属加工的切削工具技术领域,使用cvd涂层是增强工具耐磨性的一种众所周知的方法。通常使用诸如tin、tic、ti(c,n)和al2o3的陶瓷材料的cvd涂层。
2、ep2791387公开了一种具有细晶粒碳氮化钛层的涂覆的切削工具。该涂层有利地在球墨铸铁的车削和高速切削中显示出高的抗剥落性。柱状mtcvd ti(c,n)层被描述为具有0.05-0.4μm的平均晶粒宽度。
3、一直需要找到与已知切削工具涂层相比能够延长切削工具的寿命和/或能够承受更高的切削速度的切削工具涂层。
技术实现思路
1、本发明的一个目的是提供一种在金属切削应用中具有改善的耐磨性的涂覆的切削工具。进一步的目的是改善其在车削操作中、特别是对钢和硬化钢进行车削时的耐性。进一步的目的是提供一种耐磨涂层,该耐磨涂层在对钢和硬化钢进行车削时提供高的耐月牙洼磨损性和耐后刀面磨损性。
2、这些目的中的至少一个通过根据项1所述的涂覆的切削工具来实现。
3、在从属项中列出了优选的实施方式。
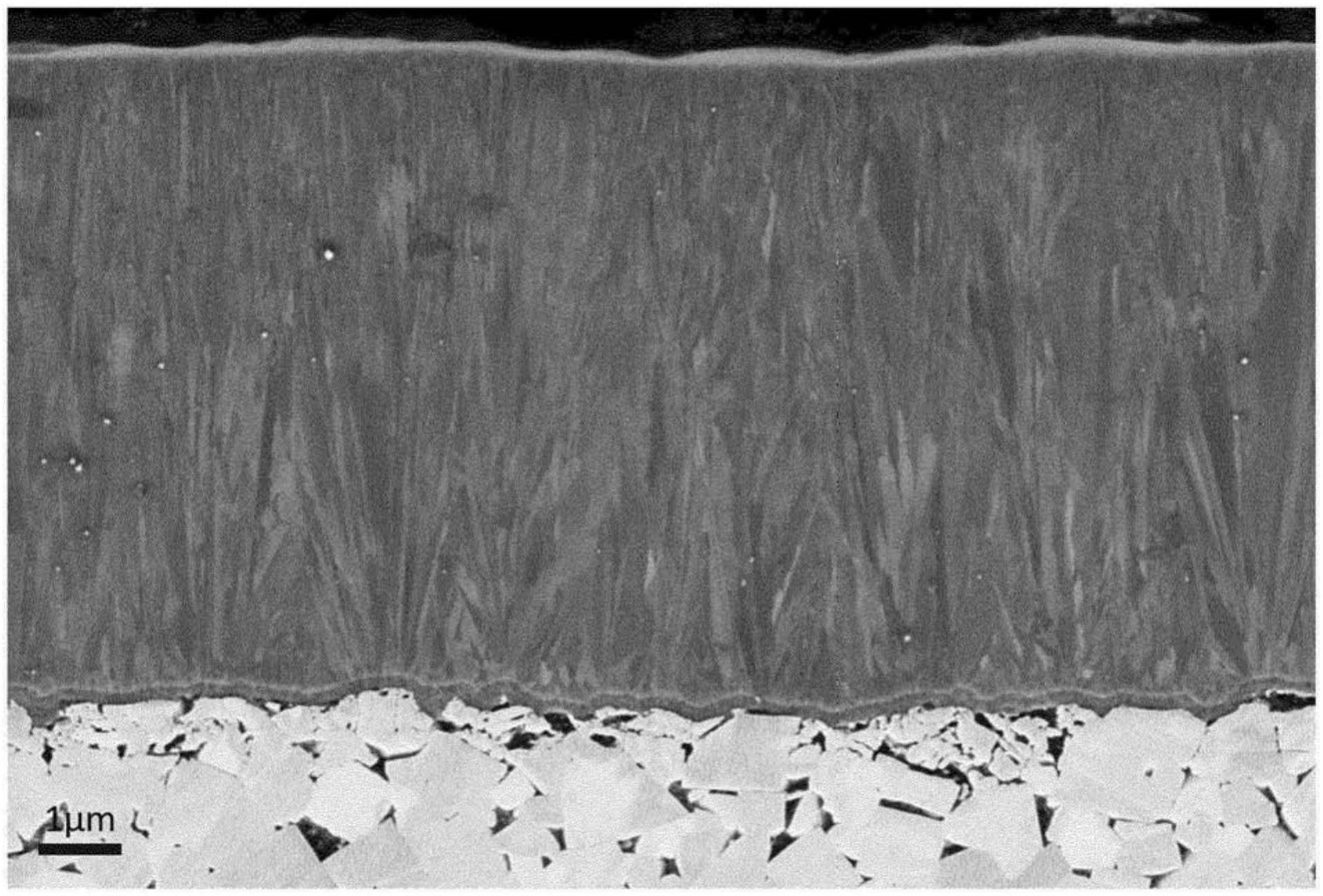
4、本公开内容涉及一种用于金属切削的切削工具,其中所述切削工具包含至少部分地涂覆有3-30μm涂层的基体,所述基体由硬质合金、金属陶瓷或陶瓷制成,所述涂层包含一个以上层,其中至少一个层是厚度为3-25μm的ti(c,n)层,其中所述ti(c,n)层由柱状晶粒构成,其中
5、在通过利用cukα辐射的x射线衍射测量所述ti(c,n)层的平均晶粒尺寸d422时,所述晶粒尺寸d422根据谢乐公式由(422)峰的半峰全宽(fwhm)计算:
6、
7、其中d422是所述ti(c,n)层中ti(c,n)晶粒的平均晶粒尺寸;k是形状因子,这里设置为0.9;λ是cukα1辐射的波长,这里设置为b422是(422)反射的fwhm值;且θ是布拉格角,其中d422≥25nm且≤35nm。
8、令人惊讶地发现,具有非常细晶粒的ti(c,n)层的切削工具在用于金属切削应用(诸如高合金钢的车削)时表现出非常高的耐磨性。认为,结晶度和具有大量晶界的柱状晶粒的组合有助于高耐磨性。
9、在本发明的一个实施方式中,在使用cukα辐射和θ-2θ扫描测量时,所述至少一个ti(c,n)层表现出x射线衍射图案,其中tc(hkl)根据哈里斯(harris)公式定义:
10、
11、其中i(hkl)是所测量的(hkl)反射的强度(积分面积),i0(hkl)是根据icdd的第42-1489号pdf卡的标准强度,n是反射个数,计算中使用的反射为(1 1 1)、(2 0 0)、(2 20)、(3 1 1)、(3 3 1)、(4 2 0)和(4 2 2),其中tc(422)≥3。
12、在本发明的一个实施方式中,所述至少一个ti(c,n)层的厚度为6-25μm并表现出x射线衍射图案,其中tc(422)≥4。
13、在本发明的一个实施方式中,所述至少一个ti(c,n)层的厚度为4.5-25μm,并表现出x射线衍射图案,其中tc(422)最高,tc(311)仅次于最高。在本发明的一个实施方式中,所述ti(c,n)层中的c/(c+n)比值为50%至70%,优选地为55%至65%。该组成的优点在于该ti(c,n)层显示出高的化学稳定性。
14、在本发明的一个实施方式中,所述涂层包含tin最内层。
15、在本发明的一个实施方式中,所述ti(c,n)层是所述涂层的最外层。
16、本发明还涉及上述切削工具在金属切削中的用途。
17、在本发明的一个实施方式中,所述切削工具用于高合金钢、硬化钢、铸铁或不锈钢的金属切削,优选地用于高合金钢的金属切削。
18、在本发明的一个实施方式中,所述切削工具是钻头、铣削刀片或车削刀片,优选地车削刀片。
19、可以对本文所述的涂覆的切削工具进行后处理,诸如喷砂、刷涂或喷丸强化(shotpeening)的任何组合。喷砂后处理可以是例如使用氧化铝粒子的湿式喷砂或干式喷砂。
20、通过结合附图考虑的以下定义和实施例,本发明的又一些其它目的和特征将变得显而易见。
技术特征:
1.一种用于金属切削的切削工具,其中所述切削工具包含至少部分地涂覆有3-30μm涂层的基体,所述基体由硬质合金、金属陶瓷或陶瓷制成,所述涂层包含一个以上层,其中至少一个层是厚度为3-25μm的ti(c,n)层,其中所述ti(c,n)层由柱状晶粒构成,其中
2.根据权利要求1所述的切削工具,其中在使用cukα辐射和θ-2θ扫描进行测量时,所述至少一个厚度为4.5-25μm的ti(c,n)层表现出x射线衍射图案,其中tc(hkl)根据哈里斯公式定义:
3.根据权利要求2所述的切削工具,其中所述至少一个ti(c,n)层的厚度为6-25μm并且tc(422)≥4。
4.根据权利要求2或3所述的切削工具,其中所述至少一个ti(c,n)层表现出x射线衍射图案,其中所述tc(422)最高,tc(311)仅次于最高。
5.根据前述权利要求中任一项所述的切削工具,其中所述ti(c,n)层中的c/(c+n)比值为50%至70%,优选地为55%至65%。
6.根据前述权利要求中任一项所述的切削工具,其中所述涂层包含tin最内层。
7.根据前述权利要求中任一项所述的切削工具,其中所述ti(c,n)层是所述涂层的最外层。
8.根据前述权利要求中任一项所述的切削工具,其中所述切削工具是钻头、铣削刀片或车削刀片,优选是车削刀片。
9.根据前述权利要求中任一项所述的切削工具在金属切削中的用途。
10.根据权利要求9所述的切削工具在高合金钢、硬化钢、铸铁或不锈钢的金属切削中的用途,优选地用于高合金钢的金属切削。
技术总结
本发明涉及一种用于金属切削的切削工具,其中所述切削工具包含至少部分地涂覆有3‑30μm涂层的基体,所述基体由硬质合金、金属陶瓷或陶瓷制成,所述涂层包含一个以上层,其中至少一个层是厚度为3‑25μm的Ti(C,N)层,其中所述Ti(C,N)层由平均晶粒尺寸≥25nm且≤35nm的柱状晶粒构成。
技术研发人员:拉卢卡·莫尔然布伦宁,里纳斯·冯菲安特,扬·恩奎斯特
受保护的技术使用者:山特维克科洛曼特公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!