用于通过增材制造来生产物体的设备和方法与流程
背景技术:
技术实现思路
1、根据第一方面,本公开涉及一种用于通过按层顺序逐层增材制造来生产物体的设备。
2、根据第二方面,本公开涉及一种通过按层顺序逐层增材制造来制造物体的方法。
3、根据本公开的第一方面的设备包括:
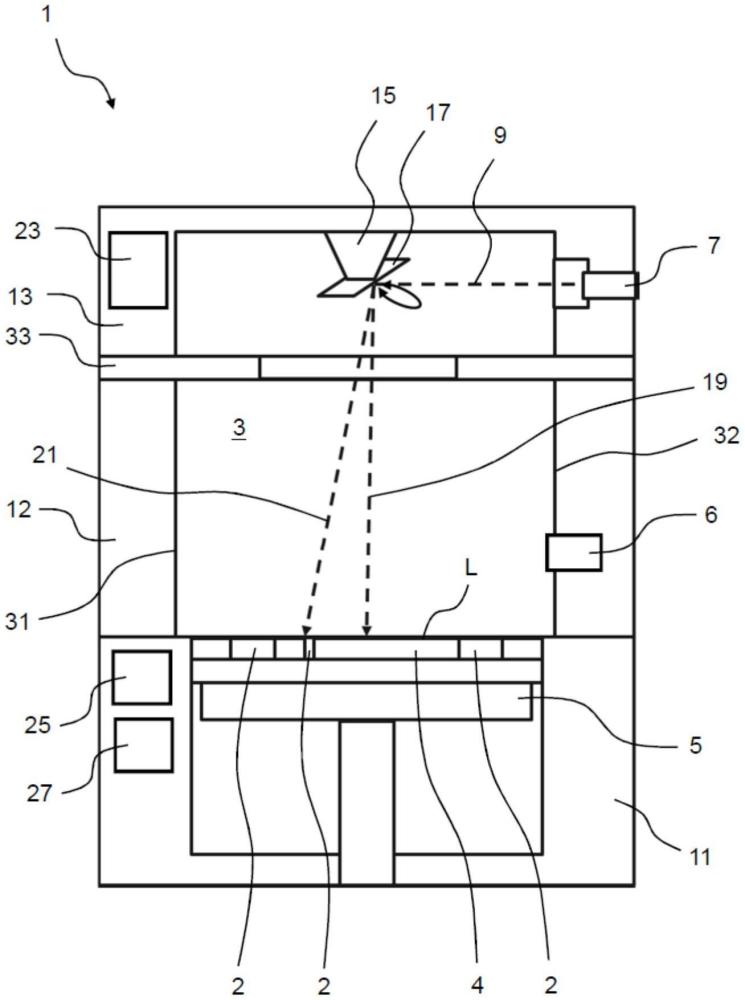
4、-处理室,该处理室用于接收粉末材料的浴(浴液,bath),该粉末材料的浴能够通过暴露于电磁辐射而固化;
5、-支撑件,该支撑件用于相对于所述粉末材料的浴的表面水平定位物体的一部分;
6、-固化装置,该固化装置被布置用于生成用于固化所述粉末材料的浴的层的所选择部分的电磁辐射的束;以及
7、-偏转装置,该偏转装置被布置用于沿着表面水平移动所述电磁辐射的束。
8、3d打印或增材制造是指用于制造三维物体的各种过程中的任何一种,其中材料在计算机控制下结合或固化,以创建三维物体,并且材料被添加在一起,通常是逐层添加。
9、三维物体的制造、特别是金属物体的增材制造中的挑战之一是如何实现相对低的制造成本,同时允许实现相对高的产品质量。
10、目的是提供一种使得实现相对低的制造成本同时使得实现相对高的产品质量的设备和方法。
11、该目的通过根据本公开的设备来实现,其中,该设备包括控制装置,该控制装置被布置用于在所述层的所选择部分的固化期间,考虑用于将热量从所述层的所选择部分的第一部分传导出去的第一部分热阻和用于将热量从所述层的所选择部分的第二部分传导出去的第二部分热阻,控制所述固化装置和所述偏转装置,第二部分热阻高于所述第一部分热阻。
12、本公开至少部分地依赖于以下认识:对于三维物体的制造、特别是在金属物体的增材制造中,可能需要支撑件用于支撑物体的由粉末材料的浴的相对少量的固化材料的层支撑或由先前粉末材料的层的粉末材料支撑的部分。例如,当物体的一部分在具有等于或大于垂直分量的水平分量的方向上延伸时,这可能会发生。这些支撑件通常用于使得能够构建悬垂特征,并且还使得热从物体的悬垂特征传导出去。这些支撑件增加了移除成本,并且是解锁增材制造的全部设计可能性的障碍,例如,在需要物体内部的支撑件但在物体完成后不可能移除的情况下。
13、通过提供具有根据本公开的第一方面的控制装置的设备,在考虑用于传导出去热量的热阻的情况下进行物体的制造。这允许相对良好的热控制,从而避免或至少显著地减少对支撑件的需要。值得注意的是,在没有支撑件的情况下,没有相对良好的热控制,可能发生诸如物体的部分的翘曲、物体在粉末材料的浴的表面水平以上的生长以及材料性质的意外变化的影响。换言之,控制单元被布置用于控制电磁辐射的束的热量流动和扫描的速率,使得避免不期望的变形、微观结构,并且可以实现相对大的悬垂特征。
14、优选地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得所述固化从所述第一部分进行到所述第二部分。通过固化层的所选择部分的第一部分,减小了第一部分热阻。减小第一部分热阻可有利于减小第二部分热阻。减小的第二部分热阻增加了从第二部分传导热量的能力,从而允许相对短的处理时间,同时允许实现相对高的产品质量。换言之,从第一部分前进到第二部分避免或至少减少了热量可能不易被传导出去的部分的固化。
15、在这方面,控制装置被布置用于控制所述偏转装置,使得所述固化使用所述电磁辐射的束的重复(zig-zig)形或者之字(zig-zag)形移动从所述第一部分进行到所述第二部分。在本公开的上下文中,束的重复(zig-zig)形移动应理解为扫描移动,其中,用于每条线扫描的固化过程在同一侧开始,而之字(zig-zag)形移动指的是其中用于后续移动的固化过程在相对侧开始的移动。
16、在根据本公开的设备的实施例中,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得在改变所述电磁辐射的束的移动方向之前,所述电磁辐射的束在所述第一部分中移动第一距离,并且使得在改变所述电磁辐射的束的移动方向之前,所述电磁辐射的束在所述第二部分中移动比所述第一距离更长的第二距离。比第一距离更长的第二距离有利于通过使用相对长的扫描路径来增加用于部分的热输入之间的时间。这有利于实现相对较高的产品质量。
17、在这方面,有利地,所述第二距离超过预定距离。超过预定距离的第二距离有利于在电磁辐射的束的给定移动速度下设置用于所述第二部分的热输入之间的阈值时间段。这有利于实现相对较高的产品质量。
18、优选地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得当改变所述电磁辐射的束的移动方向时,所述电磁辐射的束在所述第一部分中的移动被延迟第一延迟,并且使得当改变所述电磁辐射的束的移动方向时,所述电磁射线的束在所述第二部分中的移动被延迟比所述第一延迟更长的第二延迟。比第一延迟更长的第二延迟有利于通过使用相对长的延迟来增加用于部分的热输入之间的时间。相对长的延迟允许更多的热量从第二部分传导出去。这有利于实现相对较高的产品质量。
19、在这方面,优选地,所述第二延迟超过预定延迟。超过预定延迟的第二延迟有利于设置用于所述第二部分的热输入之间的阈值时间段并且允许热量从第二部分传导出去。这有利于实现相对较高的产品质量。
20、有利地,所述第二延迟取决于所述第二部分热阻,则优选地,所述第二延迟作为所述第二部分热阻的函数而增加。当第二部分热阻相对高时,相对长的延迟允许更多的热量被传导出去。这有利于实现相对较高的产品质量。
21、优选地,在所述第二延迟期间,所述偏转装置在所述层的所选择部分的所述第一部分或另一部分沿着所述表面水平移动所述电磁辐射的束。
22、有利地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得所述电磁辐射的束在所述第一部分中的后续移动围成角度,其中,当所述角度小于预定角度时,所述电磁放射的束在所说第一部分的所述移动被延迟。
23、有利地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得所述电磁辐射的束在所述第一部分中的不同方向上的后续移动围成第一角度,并且使得所述电磁辐射的束在所述第二部分中的不同方向的后续移动围成大于所述第一角度的第二角度。这有利于减少所述第二部分的部分中的热速率输入,从而实现相对高的产品质量。
24、在这方面,优选地,所述第二角度超过另一预定角度。
25、在根据本公开的设备的实施例中,所述第一部分热阻和第二部分热阻基于所述材料浴的热阻和所述物体的所述部分的热阻。本公开至少部分地依赖于以下认识:粉末材料的热阻可以与物体的部分的热阻显著不同,即,粉末材料在被在随后冷却期间固化的电磁辐射的束熔化之后,并且由此形成物体的一部分。在物体的制造期间,物体的一部分或材料浴的局部热阻可能由于粉末材料通过固化装置的局部固化而改变,从而潜在地影响物体的质量。
26、有利地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述固化装置和所述偏转装置,使得用于所述第二部分的所述电磁辐射的束的能量密度低于用于所述第一部分的所述电磁辐射的束的能量密度。这有利于在第二部分中实现小于第一部分中的热速率输入的较低热速率输入,从而有利于实现具有相对高质量的物体。
27、优选地,用于所述第二部分的所述能量密度低于预定能量密度。这有利于在第二部分中实现低于预定阈值的热速率输入,从而实现具有相对高质量的物体。
28、优选地,用于所述第一部分的所述电磁辐射的束的光斑形状、光斑尺寸和/或阴影间距不同于所述第二部分。这有利于在第二部分中实现小于第一部分中的热速率输入的较低热速率输入,从而有利于实现具有相对高质量的物体。
29、优选地,所述电磁辐射的束的阴影间距基本相同,优选地,用于所述第一部分和所述第二部分是相同的。这对于实现允许实现相对低的制造成本同时允许实现相对高的产品质量的方法是有利的。在本公开的上下文中,阴影间距应理解为电磁辐射的束的相邻扫描路径的中心线之间的距离。
30、优选地,所述电磁辐射的束在所述第一部分和所述第二部分中的阴影间距的比率在0.25至1.0的范围内、优选地在0.25至0.75的范围内、更优选地在0.25至0.5的范围内。
31、有利地,所述设备被布置用于实现在所述处理室内沿气流方向的气体流动,并且其中,所述控制装置还被布置用于在所述层的所选择部分的固化期间,考虑所述处理室中所述气体流动的所述气流方向,控制所述固化装置和所述偏转装置,。应注意的是,处理室中沿预定方向的气体流动通常用于例如从层的所选择部分去除烟雾和空气中的颗粒。还应注意的是,已知在物体的制造期间,考虑气体流动的方向,以避免或至少显著降低烟雾干扰电磁辐射的束的风险,这可能导致粉末材料的浴的表面水平处的过程参数的不期望的变化。
32、本公开至少部分地依赖于以下认识:当改变电磁辐射的束的移动方向时,气流方向可能不会快速改变。这可能引起电磁辐射的束穿过烟雾,并由此在第一部分或第二部分中引起相对低的热速率输入。根据本公开的设备优选地被布置用于考虑气流方向并通过控制装置控制固化装置和偏转装置,使得在物体的制造期间,独立于所述电磁辐射的束沿表面水平的移动方向来实现在第一部分和第二部分中的预定热速率输入。这有利于允许相对较短的处理时间,同时实现具有相对高质量的物体。
33、优选地,所述控制装置被布置用于在所述层的所选择部分的固化期间,考虑支撑所述层的所选择部分的所述第一部分和所述第二部分的所述物体的所述部分的多个层,控制所述固化装置和/或所述偏转装置。应注意的是,在所述层的所选择部分的所述第二部分的所述表面水平下方,所述物体的所述部分的相对较低数量的层可导致相对高的第二部分热阻。
34、在这方面,有利地,所述控制装置被布置用于在所述层的所选择部分的固化期间,考虑预定数量的层的阈值,控制所述固化装置和/或所述偏转装置。
35、优选地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得所述电磁辐射的束在所述第二部分中沿着所述表面水平在远离所述第一部分的方向上移动。
36、有利地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述固化装置和所述偏转装置,使得所述层的所选择部分的所述第二部分中的热流低于或等于所选择部分的所述第二部分中的热流。
37、有利地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述固化装置和所述偏转装置,使得所述第二部分的最高温度低于或等于所述第一部分的最高温度。
38、在根据本公开的设备的实施例中,所述设备还包括:
39、-检测布置,该检测布置被布置用于检测所述层的所选择部分的温度;
40、-处理器单元,该处理器单元被布置用于接收所述检测到的温度,并且还被布置用于基于所述检测到的温度计算用于固化所述层的所选择部分的所述固化装置和/或偏转装置的更新的过程设置;
41、其中,所述控制装置还被布置用于接收所述更新的过程设置,并控制所述固化装置和偏转装置,以用于根据所述更新的过程设置固化所述层的所选择部分。
42、根据第二方面,本公开涉及一种使用设备通过按层顺序逐层增材制造来制造物体的方法,该设备包括:
43、-处理室,该处理室用于接收能够通过暴露于电磁辐射而固化的粉末材料的浴;
44、-支撑件,该支撑件用于相对于所述粉末材料的浴的表面水平定位所述物体的一部分;
45、-固化装置,该固化装置被布置用于生成用于固化所述粉末材料的浴的层的所选择部分的电磁辐射的束;
46、-偏转装置,该偏转装置被布置用于沿着所述表面水平移动所述电磁辐射的束;以及
47、-控制装置,该控制装置被布置用于在所述层的所选择部分的固化期间,考虑用于将热量从所述层的所选择部分的第一部分传导出去的第一部分热阻和用于将热量从所述层的所选择部分的第二部分传导出去的第二部分热阻,控制所述固化装置和所述偏转装置,第二部分热阻高于所述第一部分热阻;
48、其中,所述方法包括以下步骤:
49、-通过所述固化装置固化所述粉末材料(4)的所述层的所选择部分;
50、-通过所述偏转装置沿着所述表面水平移动所述电磁辐射的束;以及
51、-通过所述控制装置,考虑用于将热量从所述层的所选择部分的第一部分传导出去的第一部分热阻和用于将热量从所述层的所选择部分的第二部分传导出去的第二部分热阻,控制所述固化装置和所述偏转装置,其中,第二部分热阻高于所述第一部分热阻。
52、根据第二方面的方法的实施例对应于根据本公开的第一方面的设备的实施例。根据第二方面的方法的优点对应于先前提出的根据本公开的第一方面的设备的优点。
53、在这方面,有利地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得所述固化从所述第一部分进行到所述第二部分,其中,在所述控制步骤期间,控制所述偏转装置,使得所述固化从所述第一部分进行到所述第二部分。通过固化层的所选择部分的第一部分,减小了第一部分热阻。减小第一部分热阻可有利于减小第二部分热阻。减小的第二部分热阻增加了从第二部分传导出去热量的能力,从而允许相对短的处理时间,同时允许实现相对高的产品质量。换言之,从第一部分进行到第二部分避免或至少减少了热量可能不易被传导出去的部分的固化。
54、优选地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得在改变所述电磁辐射的束的移动方向之前,所述电磁辐射的束在所述第一部分中移动第一距离,并且使得在改变所述电磁辐射的束的移动方向之前,电磁辐射的束在所述第二部分中移动比所述第一距离长的第二距离,其中,在所述控制步骤期间,控制所述偏转装置,使得在改变所述电磁辐射的束的所述移动方向之前,所述电磁辐射的束在所述第一部分中移动所述第一距离,并且使得所述电磁辐射的束在所述第二部分中移动比所述第一距离长的第二距离。比第一距离长的第二距离有利于通过使用相对长的扫描路径来增加用于部分的热输入之间的时间。这有利于实现相对较高的产品质量。
55、在根据本公开的方法的实施例中,其中,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得当改变所述电磁辐射的束的移动方向时,所述电磁辐射的束在所述第一部分中的移动被延迟第一延迟,并且使得当改变所述电磁辐射的束的移动方向时,所述电磁辐射的束在所述第二部分中的移动被延迟比所述第一延迟更长的第二延迟,其中,在所述控制步骤期间,控制所述偏转装置,使得当改变所述电磁辐射的束的所述移动方向时,所述电磁辐射的束在所述第一部分中的所述移动被延迟所述第一延迟,并且使得当改变所述电磁辐射的束的所述移动方向时,所述电磁辐射的束在所述第二部分中的所述移动被延迟比所述第一延迟更长的所述第二延迟。比第一延迟更长的第二延迟有利于通过使用相对长的延迟来增加用于部分的热输入之间的时间。相对长的延迟允许更多的热量从第二部分被传导出去。这有利于实现相对较高的产品质量。
56、优选地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述偏转装置,使得所述电磁辐射的束在所述第一部分中的不同方向上的后续移动围成第一角度,并且使得所述电磁辐射的束在所述第二部分中的不同方向上的后续移动围成大于所述第一角度的第二角度,其中,在所述控制步骤期间,控制所述偏转装置,使得所述电磁辐射的束在所述第一部分中的不同方向上的后续移动围成所述第一角度,并且使得所述电磁辐射的束在所述第二部分中的不同方向上的后续移动围成大于所述第一角度的所述第二角度。这有利于减少所述第二部分的部分中的热速率输入,从而实现相对高的产品质量。
57、优选地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述固化装置和所述偏转装置,使得用于所述第二部分的所述电磁辐射的束的能量密度低于用于所述第一部分的所述电磁辐射的束的能量密度,其中,在所述控制步骤期间,控制所述偏转装置,使得用于所述第二部分的所述电磁辐射的束的所述能量密度低于用于所述第一部分的所述电磁辐射的束的能量密度。这有利于在第二部分中实现小于第一部分中的热速率输入的较低热速率输入,从而有利于实现具有相对高质量的物体。
58、优选地,所述控制装置还被布置用于在所述层的所选择部分的固化期间控制所述固化装置和所述偏转装置,使得用于所述第二部分和所述第一部分的所述电磁辐射的束的光斑尺寸和/或光斑形状不同,其中,在所述控制步骤期间,控制所述偏转装置,使得用于所述第二部分和所述第一部分的所述光斑尺寸、光斑形状和/或阴影间距不同。这有利于在第二部分中实现小于第一部分中的热速率输入的较低热速率输入,从而有利于实现具有相对高质量的物体。
59、在根据本公开的第二方面的方法的实施例中,其中,所述设备被布置用于在所述处理室内实现气流方向上的气体流动,并且所述控制装置还被布置用于在所述层的所选择部分的固化期间,考虑所述处理室中的气流的方向,控制所述固化装置和所述偏转装置,其中,在所述控制步骤期间,考虑所述处理室中的所述气体流动的所述方向,控制所述固化装置和所述偏转装置,优选地,使得独立于所述电磁辐射的束沿所述表面水平的移动方向来实现在所述第一部分和所述第二部分中的预定热速率输入。
60、优选地,所述方法还包括以下步骤:
61、-通过计算单元在考虑所述第一部分热阻和所述第二部分热阻的情况下计算所述偏转装置的过程设置,其中,所述过程设置包括用于沿着所述表面水平移动所述电磁辐射的束的矢量;以及
62、-通过所述控制装置接收所述过程设置;并且
63、其中,在所述控制步骤期间,所述控制装置根据所述过程设置来控制所述偏转装置。
64、在这方面,有利地,在所述固化、移动和控制步骤之前执行所述计算和接收步骤,其中,在所述固化步骤期间,固化用于生产所述物体的粉末材料的第一选择性层部分。在离线模拟期间提前计算过程设置有利于在开始物体的制造之前实现相对短的停机时间。此外,离线模拟允许评估包括不同过程参数的多个策略,以达到允许实现相对低的制造成本同时允许实现相对高的产品质量的过程设置。
65、在根据本公开的方法的实施例中,所述方法还包括以下步骤:
66、-通过检测布置检测所述层的所选择部分的温度;
67、-通过所述处理器单元接收所述检测到的温度;
68、-通过处理单元基于所述检测到的温度计算所述偏转装置的更新的过程设置,优选地,其中,所述更新的过程设置包括用于沿着所述表面水平移动所述电磁辐射的束的更新的矢量;
69、-通过所述控制装置接收所述更新的过程设置;并且其中,在所述控制步骤期间,所述控制装置根据所述更新的过程设置来控制所述偏转装置。
70、在物体的制造期间,基于检测到的温度计算更新的过程设置有利于避免或至少显著降低制造相对低质量的物体的风险。
71、优选地,在所述固化步骤期间,在固化所述层的所选择部分的所述第二部分之前,固化所述层的所选择部分的所述第一部分。
- 还没有人留言评论。精彩留言会获得点赞!