一种焊丝表面去毛刺设备的制作方法
1.本发明涉及毛刺清理技术领域,具体为一种焊丝表面去毛刺设备。
背景技术:
2.焊丝是作为填充金属或同时作为导电用的金属丝焊接材料,在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时焊丝也是导电电极,应用极广。
3.在焊丝焊接时,其内部会放置药粉,协助焊丝的焊接工序,在生产焊丝过程中,其表面会产生细微毛刺,在常规的焊丝生产后,会采用类似钢丝球类的打磨部件对焊丝表面进行打磨,通过打磨,使焊丝表面趋于光滑,符合使用质量的要求。
4.在现有打磨工序中,通常在防尘箱内进行焊丝的打磨,焊丝在外部传输部件的作用下,从一侧进入,进入后,由于防尘箱内设置有打磨部件,同时打磨部件配合电机使用,对焊丝表面进行去毛刺工序,去毛刺工序结束后,再从防尘箱内的另一侧输出,由此实现焊丝表面的去毛刺工序。
5.但现有防尘箱内缺少自动的毛刺清理设备,导致每次去毛刺工序结束后都要进行内部清理,毛刺废物堆积在防尘箱内的各个角落,且在长时间清理不干净的情况下,防尘箱的内部将会变黑且难于清洁,既不方便使用者从外部观察焊丝的去毛刺情况,同时还要浪费大量人力去进行防尘箱的清理,因此设计具有毛刺废物清理功能的一种焊丝表面去毛刺设备是必要的。
技术实现要素:
6.本发明的目的在于提供一种焊丝表面去毛刺设备,以解决上述背景技术中提出的问题。
7.为了解决上述技术问题,本发明提供如下技术方案:一种焊丝表面去毛刺设备,用于焊丝生产后的表面去毛刺工序,包括机箱、防尘箱、去毛刺组件,所述机箱的内部设置有中央处理器,所述中央处理器内部设置数据处理模块,所述机箱的外表面安装有控制面板,用于保证整个去毛刺以及废物清理工序的正常运行,所述防尘箱主要防止毛刺在去除时的任意飞溅,所述防尘箱的前侧开设有观察口,所述观察口的上端转动连接有挡板,该焊丝表面去毛刺设备还包括底板、毛刺检测组件、第一清洁组件、第二清洁组件、废料箱,所述底板设置于机箱的上表面,用于承载去毛刺组件,所述毛刺检测组件设置于防尘箱的内部右侧,所述毛刺检测组件包括连接板、固定于连接板一侧的圆环、检测块以及压力传感器,用于检测焊丝表面的毛刺去除结果,所述第一清洁组件用于对去毛刺组件进行毛刺清理,所述第一清洁组件包括连杆、底座、旋紧块、碰撞部、壳体,所述连杆用于连接多个底座,所述连杆的中部设置有固定座,所述固定座的下方设置有伸缩部,所述第二清洁组件滑动连接于防尘箱的内壁,所述第二清洁组件包括清洁部,所述第二清洁组件用于定时对挡板进行清洁,保证使用者随时通过挡板对内部的去毛刺过程进行观察,所述废料箱用于清理后的毛刺收
集,所述废料箱设置于机箱的下方,所述废料箱的内部设置有抽吸泵,所述抽吸泵上设置有进风口和出风口,所述进风口处固定连接有通风软管,所述防尘箱的背面设置有滤板。
8.本发明进一步说明,所述观察口的下端与挡板间设置卡接组件。
9.本发明进一步说明,所述去毛刺组件包括竖辊、横辊、第一支板、横向去刺辊、纵向去刺辊,所述竖辊与所述竖辊连接的第一支座,所述横辊与所述横辊连接的第二支座,所述第一支座、第二支座上设置有位置调节机构,所述第一支板固定于底板的上表面,所述横向去刺辊设置于第一支板前侧,所述横向去刺辊的后侧以及纵向去刺辊的下方均设置有驱动部,所述驱动部的输出端分别与横向去刺辊、纵向去刺辊的中部固定连接,所述横向去刺辊、纵向去刺辊的表面设置有打磨部件。
10.本发明进一步说明,所述横向去刺辊、纵向去刺辊均设置有至少四个且交错布局,当焊丝依次从左侧横辊、左侧竖辊、横向去刺辊、纵向去刺辊、右侧竖辊、右侧横辊经过并传送时,驱动部的输出端会带动横向去刺辊、纵向去刺辊旋转,实现对焊丝表面的连续打磨工序。
11.本发明进一步说明,所述连接板螺栓固定于防尘箱的内壁上,所述连接板与圆环的中部均开设有空槽,所述圆环外表面上均匀开设有一组检测槽,所述检测槽的内部与检测块滑动连接,所述压力传感器固定设置于检测槽的中部,且压力传感器的信号检测端与检测块的中部相固定,所述压力传感器与中央处理器通过无线电连接,所述压力传感器将检测到的压力值将转换为电信号传输至中央处理器,所述中央处理器再对接收到的电信号进行转换处理,获取检测到的受压值。
12.本发明进一步说明,所述壳体设置为凹形,所述碰撞部卡接于壳体的内部,所述壳体外表面包覆有磁性部,所述碰撞部包括有挤压块,所述挤压块为橡胶材质,所述碰撞部与底座之间安装有支撑块,起到一定的支撑作用。
13.本发明进一步说明,所述碰撞部还包括压力检测计、空腔、挤压腔、压板,所述压力检测计通过无线电连接中央处理器,所述压力检测计检测出的压力值记为挤压力值,所述空腔开设于碰撞部的内部中间,用于安装压力检测计,所述挤压腔开设于挤压块的内部,所述压板与压力检测计的信号接收端相连接,且位于挤压腔的内部。
14.本发明进一步说明,所述控制面板处设置有清洁按钮一和清洁按钮二,所述清洁按钮一用于第一清洁组件的运行,所述清洁按钮二用于控制第二清洁组件的运行。
15.与现有技术相比,本发明所达到的有益效果是:本发明采用废料箱、抽吸泵、通风软管、滤板,抽吸泵启动,外部气流经通风口、滤板、防尘箱内部、通风软管、废料箱以及出风口流动,将毛刺收集于废料箱的内部,实现了在焊丝表面毛刺清理过程中,对去毛刺组件以及防尘箱内部进行初步的毛刺废物清理,既降低人工清洁成本,又减少了打磨部件上沾染废物后对打磨效果造成影响的可能性;本发明采用毛刺检测组件,当焊丝表面的毛刺未得到充分的打磨处理时,经过空槽的焊丝表面将与检测块间发生摩擦,且压力传感器将对检测块所受到的摩擦力进行检测,并将检测数据经上述方式传输至中央处理器,人工预先可以通过控制面板处输入预设值,预设值为允许最大压力值,中央处理器内部设置数据处理模块,通过受压值与预设值比对判断出焊丝表面的毛刺去除情况,通过毛刺去除情况调整去毛刺设备的运行状况,以达到更佳的毛刺去除效果;
本发明采用第一清洁组件,当纵向去刺辊转动,且壳体位于纵向去刺辊之间时,磁性部对毛刺具有一定的吸附作用,同时又在打磨部件与磁性部的不断接触摩擦过程以及气流作用下,更方便毛刺进入通风软管,实现对毛刺废物的收集;本发明采用压力检测计、碰撞部,通过压力检测计的压力数据大小测试,能够判断出打磨部件的损耗程度,压力检测计也通过无线电连接中央处理器,压力检测计检测出的压力值记为挤压力值,数据处理模块能够对挤压力值数据判断打磨部件的损耗程度,以采取相应的处理措施,以保证焊丝表面的毛刺去除效果;通过设置毛刺检测组件、第一清洁组件不仅能够实现焊丝打磨时的毛刺清理工序,而且能够进行去毛刺组件的打磨性能测试,由此改变去毛刺组件的运行状态,甚至能够进行打磨部件的损耗判断,若是损耗程度高,则将发生预警,以提醒使用者进行打磨部件的更换,以保证焊丝的去毛刺效果。
附图说明
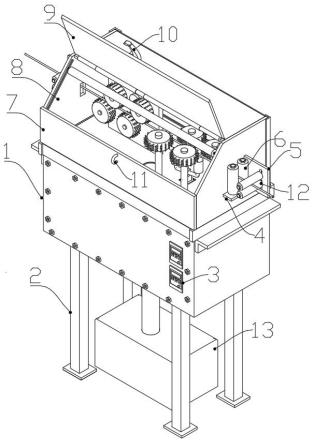
16.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1是本发明的整体结构示意图;图2是本发明的整体后视示意图;图3是图1的内部结构示意图;图4是图2的a区域放大示意图;图5是图2的b区域放大示意图;图6是本发明的毛刺检测组件结构示意图;图7是本发明的第一清洁组件结构示意图;图8是图7的c区域放大示意图;图9是本发明的碰撞部外部示意图;图10是本发明的碰撞部内部示意图;图11是图3的d区域放大示意图;图12是图3的e区域放大示意图;图中:1、机箱;2、支架;3、控制面板;4、第一支座;5、第二支座;6、竖辊;7、防尘箱;8、观察口;9、挡板;10、卡扣;11、锁扣;12、横辊;13、废料箱;14、底板;15、清洁部;16、毛刺检测组件;161、连接板;162、圆环;163、检测槽;164、检测块;165、第一滑块;166、第一滑槽;167、压力传感器;168、空槽;17、第一支板;18、横向去刺辊;19、纵向去刺辊;20、第一清洁组件;201、连杆;202、磁性部;203、底座;204、支撑块;205、旋紧块;206、碰撞部;2061、空腔;2062、挤压块;2063、挤压腔;2064、压板;2065、压力检测计;207、壳体;208、卡槽;209、卡块;21、伸缩部;22、通风口;23、固定框;24、滤板;25、定位轴;26、锁紧件;27、调节槽;28、密封杆;29、固定座;30、第二滑槽;31、第二滑块;32、固定辊;33、第一固定板;34、第二固定板。
具体实施方式
17.以下结合较佳实施例及其附图对本发明技术方案作进一步非限制性的详细说明。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的
实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.请参阅图1-3,为一实施方式中的去毛刺设备的结构示意图,去毛刺设备是用于焊丝生产后的表面去毛刺工序,本实施方式中的一种焊丝表面去毛刺设备,包括机箱1、防尘箱7、去毛刺组件、毛刺检测组件16、第一清洁组件20、第二清洁组件及废料箱13。
19.机箱1主要起对此设备中去毛刺组件、毛刺检测组件16、第一清洁组件20、第二清洁组件的运行工序的控制作用,用于保证整个去毛刺以及废物清理工序的正常运行,机箱1的外表面安装有控制面板3,方便工作人员输入相关数据以及控制设备的启停,机箱1的内部安装有中央处理器,机箱1的下表面固定有一组支架2,一组支架2主要起支撑作用,机箱1的上表面固定有底板14,底板14的上方用于承载去毛刺组件,一组支架2也可设置为伸缩机构,例如,电动伸缩杆、液压或气压元件,使得机箱1能够实现高度的调整。
20.防尘箱7主要防止毛刺在去除时任意飞溅,防尘箱7的前侧开设有观察口8,观察口8的上端转动连接有挡板9。例如,转动连接可以是合页轴承连接、铰链连接、轴承连接等方式。在结束去毛刺工序时,通过打开挡板9使得工作人员能够通过观察口8对内部机构进行更换、安装或是检测,在去毛刺工序运行时,挡板9对观察口8进行闭合,以防打磨后的毛刺飞溅。观察口8的下端与挡板9间设置卡接组件,卡接组件用于实现挡板9与观察口8之间的固定,卡接组件包括卡扣10、锁扣11,卡扣10转动连接于挡板9的下端,锁扣11固定于观察口8下侧的防尘箱7的前侧表面上。
21.去毛刺组件主要起到对焊丝表面的打磨作用,以达到去毛刺的效果,去毛刺组件包括竖辊6、横辊12、第一支板17、横向去刺辊18、纵向去刺辊19,竖辊6与横辊12为十字型设置,主要用于对焊丝的支撑与传输,横向去刺辊18、纵向去刺辊19起到对焊丝四周表面的打磨作用;防尘箱7的左右两侧均固定有第一支座4、第二支座5,分别用于支撑竖辊6、横辊12,请参阅图4,第一支座4、第二支座5的表面分别开设有调节槽27,调节槽27可以为环状,调节槽27的内部设置有定位轴25,定位轴25与调节槽27的连接处设置有锁紧件26,锁紧件26用于固定定位轴25,使之位置不变,例如,锁紧件26可以为锁紧螺母;定位轴25设置有若干,分别与竖辊6、横辊12的内部轴承连接,每个第一支座4上设置的竖辊6有两个,每个第二支座5上设置的横辊12有两个,竖辊6或横辊12间的距离可通过调节槽27进行调试,通过旋松锁紧件26,之后移动定位轴25在调节槽27内的位置实现竖辊6或横辊12的位置调节,可以设定为位置调节机构;横向去刺辊18、纵向去刺辊19均设置有至少四个且交错布局,第一支板17设置于横向去刺辊18的后侧,第一支板17固定于底板14的上表面,横向去刺辊18的后侧以及纵向去刺辊19的下方均设置有驱动部,例如,驱动部可以为若干旋转电机,又或是电机与齿轮或履带等机构组合带动连接的构件转动,驱动部能够给横向去刺辊18、纵向去刺辊19提供转动动力源,其中,驱动部的输出端分别与横向去刺辊18、纵向去刺辊19的中部固定连接,当焊丝依次从左侧横辊12、左侧竖辊6、横向去刺辊18、纵向去刺辊19、右侧竖辊6、右侧横辊12经过并传送时,驱动部的输出端会带动横向去刺辊18、纵向去刺辊19旋转,实现对焊丝表面的连续打磨工序,与横向去刺辊18连接的驱动部固定于第一支板17上,与纵向去刺辊19连接的驱动部固定于底板14的下方;
横向去刺辊18、纵向去刺辊19的表面设置有打磨部件,打磨部件可以是钢丝球、打磨块等构件,在去毛刺工序前,可以通过更换不同径长的横向去刺辊18、纵向去刺辊19又或是更换打磨部件本体,实现对不同径长焊丝的打磨。
22.废料箱13设置于机箱1的下方,废料箱13的内部设置有抽吸泵,抽吸泵上设置有进风口和出风口,进风口处固定连接有通风软管,通风软管的另一端依次贯穿于机箱1、底板14,并与底板14的上表面相固定,出风口设置于废料箱13的内部,废料箱13的表面开设有若干漏孔,漏孔用于出风口能够顺畅出风,同时对废料进行过滤,使其收集于废料箱13的内部,防尘箱7的后表面上开设有通风口22,通风口22的朝外一侧固定有固定框23,固定框23的内部滑动连接有滤板24,当进行打磨时或打磨后的毛刺收集时,抽吸泵启动,外部气流经通风口22、滤板24、防尘箱7内部、通风软管、废料箱13以及出风口流动,并将毛刺收集于废料箱13的内部,实现了在焊丝表面毛刺清理过程中,对去毛刺组件以及防尘箱7内部进行初步的废物清理,既降低人工清洁成本,又减少了打磨部件上沾染废物后对打磨效果造成影响的可能性。
23.请参阅图5,固定框23的一侧上端转动连接有密封杆28,密封杆28的外侧设置有把手,借助把手使得密封杆28转动,并将其卡入固定框23的内部,对滤板24的安装进行固定,同时能够实现对滤板24的简易更换。
24.毛刺检测组件16用于检测焊丝表面的毛刺去除结果,毛刺检测组件16设置于防尘箱7的内部右侧,请参阅图6,毛刺检测组件16包括连接板161、固定于连接板161一侧的圆环162、检测块164以及压力传感器167,具体的,连接板161螺栓固定于防尘箱7的内壁上,连接板161与圆环162的中部均开设有空槽168,空槽168用于焊丝的穿出,圆环162外表面上均匀开设有一组检测槽163,检测槽163的内部用于放置检测块164,检测块164与检测槽163之间设置有滑动部件,滑动部件包括第一滑块165、第一滑槽166,第一滑块165固定于检测块164的两侧,第一滑槽166开设于检测槽163的内壁两侧,第一滑块165与第一滑槽166滑动连接,压力传感器167固定设置于检测槽163的中部,且压力传感器167的信号检测端与检测块164的中部相固定,压力传感器167与中央处理器通过无线电连接,压力传感器167将检测到的压力值将转换为电信号传输至中央处理器,中央处理器再对接收到的电信号进行转换处理,获取检测到的受压值,记为,i取1~n,n为压力传感器167的总个数,i为压力传感器167的标号;当焊丝表面的毛刺未得到充分的打磨处理时,经过空槽168的焊丝表面将与检测块164间发生摩擦,且压力传感器167将对检测块164所受到的摩擦力进行检测,并将检测数据经上述方式传输至中央处理器,人工预先可以通过控制面板3处输入预设值,预设值为允许最大压力值,记为,中央处理器内部设置数据处理模块,通过受压值与预设值比对判断出焊丝表面的毛刺去除情况,通过毛刺去除情况调整去毛刺设备的运行状况,以达到更佳的毛刺去除效果。
25.请参阅图7~10,第一清洁组件20包括连杆201、底座203、旋紧块205、碰撞部206、壳体207,连杆201用于连接多个底座203,连杆201的中部设置有固定座29,固定座29的下方设置有伸缩部21,伸缩部21可以是电动伸缩杆、液压元件或气压元件,固定座29的下方与伸缩部21的输出端螺栓固定;壳体207设置为凹形,碰撞部206卡接于壳体207的内部,旋紧块205固定于壳体207
未与碰撞部206卡接之处,壳体207外表面包覆有磁性部202,当纵向去刺辊19转动,且壳体207位于纵向去刺辊19之间时,磁性部202对毛刺具有一定的吸附作用,同时又在打磨部件与磁性部202的不断接触摩擦过程以及气流作用下,更方便毛刺进入通风软管,实现对毛刺废物的收集;碰撞部206包括有挤压块2062,挤压块2062为橡胶材质;在进行第一清洁组件20安装时,先将碰撞部206卡接入壳体207的内部,随后将旋紧块205与底座203间螺纹固定,实现碰撞部206与壳体207的安装;碰撞部206与底座203之间安装有支撑块204,起到一定的支撑作用,支撑块204的两侧固定有卡块209,卡块209由弹性材质制成,且卡块209高度与旋紧块205的高度相一致,旋紧块205靠近卡块209的一侧开设有卡槽208,卡槽208的径长从外向内依次增大,保证卡块209卡入卡槽208内时的稳定性;控制面板3处设置有清洁按钮一,通过按压清洁按钮一,伸缩部21启动,并将通过固定座29带动第一清洁组件20上移至纵向去刺辊19之间,同时使得纵向去刺辊19运行,在纵向去刺辊19运行时,磁性部202、碰撞部206与打磨部件接触并进行挤压,由此实现打磨部件上的黏附毛刺的清理。
26.碰撞部206还包括空腔2061、挤压腔2063、压板2064、压力检测计2065,空腔2061开设于碰撞部206的内部中间,用于安装压力检测计2065,挤压腔2063开设于挤压块2062的内部,压板2064与压力检测计2065的信号接收端相连接,且压板2064位于挤压腔2063的内部,且与挤压腔2063的内壁有一定间距离,当碰撞部206进行毛刺清理工序时,挤压块2062表面与打磨部件相挤压,预先设置好若打磨部件仍保持良好的打磨性能时,即未发生磨损或是损耗时,打磨部件将与挤压块2062发生挤压且将对压板2064施加向内压力,通过压力检测计2065的压力数据大小测试,能够判断出打磨部件的损耗程度,压力检测计2065也通过无线电连接中央处理器,压力检测计2065检测出的压力值记为挤压力值,j为压力检测计2065的标号,且j取1~m,m为压力检测计2065的个数,数据处理模块能够对挤压力值数据判断打磨部件的损耗程度,以采取相应的处理措施,以保证焊丝表面的毛刺去除效果。
27.第一清洁组件20设置有两组,一组设置在纵向去刺辊19下方,另一组设置于横向去刺辊18的后侧,其壳体207贯穿于第一支板17的内部。
28.第二清洁组件包括清洁部15,清洁部15设置为清洁棉式圆筒,挡板9由透明材质制成,第二清洁组件用于定时对挡板9进行清洁,保证使用者可以随时通过挡板9对内部的去毛刺过程进行观察;请参阅图11~12,第二清洁组件还包括固定辊32,清洁部15轴承连接于固定辊32外表面,固定辊32的两侧端面固定有第一固定板33,固定辊32端部两侧的防尘箱7的内壁开设有相应的第二滑槽30,第二滑槽30的内部滑动连接有第二滑块31,第二滑块31朝向固定辊32的一侧固定有第二固定板34,第二固定板34与第一固定板33间螺栓固定,其中一个第二滑槽30的顶部安装有双向电机,驱动电机的输出端固定有丝杠,丝杠与第二滑槽30内的第二滑块31螺纹连接,另一个第二滑槽30的内部安装有限位杆,并与内部的第二滑块31滑动连接;控制面板3上设置有清洁按钮二,用于控制第二清洁组件的运行,在对挡板9进行飞溅的毛刺清理时,按动清洁按钮二,双向电机的输出端带动丝杠转动,由此带动清洁部15
上下移动,实现对挡板9的清理,同时刷下的毛刺将通过内部气流进入通风软管,实现废料清理。
29.通过设置毛刺检测组件16、第一清洁组件20不仅能够实现焊丝打磨时的毛刺清理工序,而且能够进行去毛刺组件的打磨性能测试,由此改变去毛刺组件的运行状态,甚至能够进行打磨部件的损耗判断,若是损耗程度高,则将发生预警,以提醒使用者进行打磨部件的更换,以保证焊丝的去毛刺效果;具体的去毛刺组件的打磨性能测试步骤如下:s1:先按动清洁按钮一,第一清洁组件20分别运行至横向去刺辊18、纵向去刺辊19之间,去毛刺组件运行,若干个压力检测计2065获取挤压力值,预先在中央处理器中存入理想挤压力值,即当打磨部件未发生损耗时,压力检测计2065能够检测到的挤压力值,在运行一段时间后,转动工序停止,第一清洁组件20恢复至原位置;s2:数据处理模块获取每个压力检测计2065所测得的最大值,记为,一旦出现一个时,则对相应的打磨部件进行更换,若是未出现时,数据处理模块将计算出所有的平均值,记为,当时,定义为打磨部件的损耗程度适中,当时,定义为打磨部件的损耗程度低,当打磨部件的损耗程度适中或损耗程度低时,则会继续去毛刺工序的正常运行,无需更换部件,但在控制面板3处将进行显示,使用者能够根据该结果进行去毛刺组件的运行参数调整,例如驱动部的运行功率调整,也可以进行打磨部件的尺寸更换,以保证打磨部件的打磨性能和焊丝毛刺的去除效果;s3:在确定无需更换部件的条件下,焊丝预先安装完毕,去毛刺组件运行启动,横向去刺辊18、纵向去刺辊19转动并对焊丝表面的毛刺进行去除,毛刺检测组件16对、进行比较,数据处理模块通过与依次单独对比,分别判断横向去刺辊18、纵向去刺辊19的打磨性能,其中设定,打磨部件的打磨性能正常,当时,加大驱动部的运行功率,以提高焊丝表面的去毛刺效果。
30.在本发明的描述中,需要理解的是,术语
“ꢀ
上”、
“ꢀ
下”、
“ꢀ
前”、
“ꢀ
后”、
“ꢀ
左”、
“ꢀ
右”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.最后需要指出的是:以上实施例仅用以说明本发明的技术方案,而非对其限制。尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1