一种基于图像识别的扰流板自动打磨方法与流程
本发明属于汽车扰流板,具体涉及一种基于图像识别的扰流板自动打磨方法。
背景技术:
1、扰流板作为汽车的最外层饰件和保护件,其外观的流线特性和光滑性要求较高。一般汽车扰流板是一次注塑成型产品,需要对注塑浇口进行切割和打磨后方能打包发货。
2、传统打磨操作由人工进行,也有采用机械臂进行自动打磨操作的设施,但该类设施一般是根据经验或通过试验获取自动打磨的转速、时间、运动路径等参数,设置固定打磨流程进行自动打磨,包括双打磨头系统打磨过程中切换打磨头等操作均按固定程序进行,缺少对打磨效果的实时反馈与修正,部分自动打磨过的扰流板经人工检测后还需要人工打磨修整;另一方面,虽然获取打磨参数后,固定参数自动程序打磨的整体效率较高,但获取理想参数的过程却较为复杂且漫长。总体而言,无论是获取打磨参数的试验过程,还是正品打磨的生产过程,都存在因缺少有效的实时反馈,整个过程依然显得费时费力、效率不高、自动化程度不高。
技术实现思路
1、针对以上问题,本发明设计了一种基于图像识别的扰流板自动打磨方法,通过图像传感器、压力传感器、光照度传感器以及机械臂的联合设计与应用,可实现扰流板全自动打磨和程序打磨经验参数的自动获取。
2、本发明设计的一种基于图像识别的扰流板自动打磨方法,其特征在于,利用图像传感器实时获取的扰流板待打磨点位附近区域灰度图像,根据灰度分布进行图像分析,确定待打磨点位打磨参数,根据打磨参数执行打磨操作;包括常规打磨步骤:
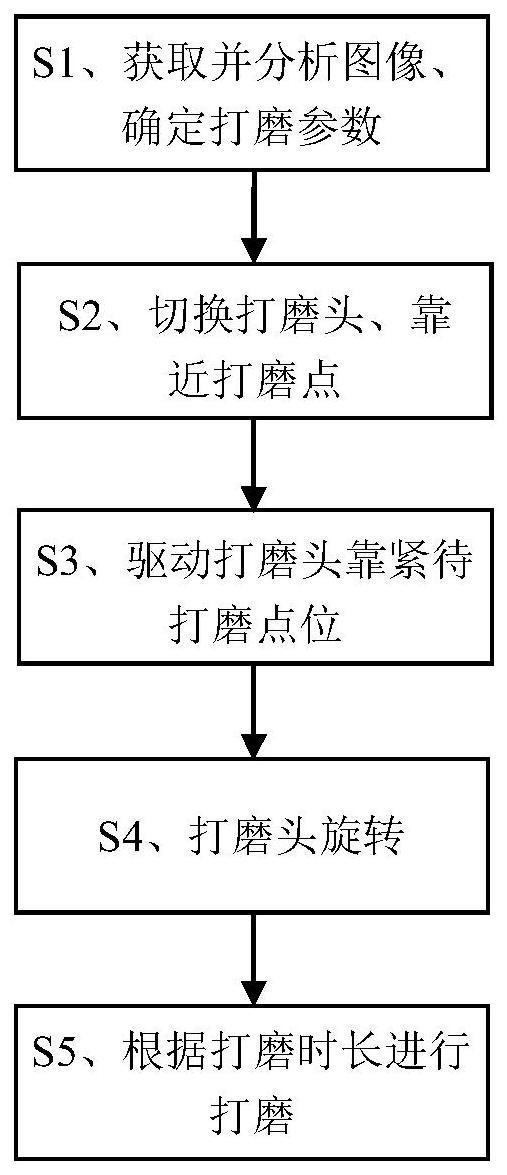
3、s1、获取并分析图像、确定打磨参数:机械臂驱动使摄像头对准待打磨点位,获取待打磨点位图像并分析,确定待打磨点位打磨参数;
4、s2、根据打磨参数切换打磨头、机械臂驱动打磨头靠近待打磨点位,初始待打磨点位坐标根据扰流板类型预设,若为单打磨头,则无需切换操作,直接驱动打磨头靠近待打磨点位;
5、s3、根据压力传感器采样值和预设打磨力的差值驱动打磨头靠紧待打磨点位;
6、s4、发出转速控制命令驱动转速控制装置带动打磨头旋转;
7、s5、根据设定或测算获得的打磨时长进行打磨。
8、所述基于图像识别的扰流板自动打磨方法本发明称之为自适应的全自动打磨方法,与固定参数自动程序打磨相对应;所述待打磨点位一般是机械臂执行打磨操作时驱动打磨头运动的中心目标点,也是图像区域的中心点位,允许有一定的偏差,如±1mm等,误差取决于图像传感器与机械臂的安装误差;事实上打磨操作也是以目标点为中心对局部区域进行打磨,不可能只打磨一个点,因此有时也用待打磨区域表述。
9、关于待打磨点位:无论是新型还是成熟型号扰流板,同一型号扰流板都是同样磨具的自动化生产线产品,需打磨的点位及特征是一致的,其待打磨点位和顺序均是根据扰流板成型后的实际情况事先确定的,即使新型扰流板首次确定的点位并不理想,也可以通过本发明自动打磨流程,针对各点位打磨完成后的图像进行事后分析,添加或删减打磨点,从而将打磨点位和顺序固定下来,这既有利于固定参数自动程序打磨,也有利于自适应的全自动打磨。
10、所述打磨头选择对于单打磨头的打磨系统无需选择,直接应用即可,为阐述方便本发明统一表述为打磨头选择和/或打磨头切换过程。
11、进一步的,所述步骤s3、s4执行先后顺序互换。
12、进一步的,所述自动打磨方法还包括打磨确认;
13、所述打磨确认包括常规打磨完成后,机械臂驱动使摄像头再次对准已打磨点位,重新获取特征图像,并分析确认,满足要求,进入下一待打磨点位拍摄、分析和打磨程序,否则重新计算打磨参数,再次打磨,循环往复,直至满足要求或程序限制退出。
14、进一步的,所述打磨参数包括打磨时长、打磨力、打磨转速、打磨头选择,对于单打磨头系统,所述打磨头选择为固定打磨头,所述获取并分析图像、确定打磨参数包括:
15、s11、统计目标区域内图像灰度分布特性,所述目标区域包括以图像中心点为原点长宽固定的中心区域,可用大小固定的波门确定目标区域,所述待打磨点位一般即为图像中心点或在图像中心点附近;对目标区域内的所有像素点统计其灰度方差,或者分别针对行列相邻像素点先计算其灰度差,再针对该二维行列分布的灰度差统计其方差,在统计方差时一般也会同时统计均值,不同对象的均值代表不同的物理意义;对于扰流板的平直部分以灰度方差为基准,圆弧部分以灰度差值的方差为比较基准;
16、s12、确定打磨参数:包括参数分档与计算相结合的方法,将打磨时长、打磨力、打磨转速三项参数中的任意两项分别设置为若干档,根据待打磨点位特征和既定的原则先确定待打磨点位的分档打磨参数;剩余参数根据打磨能耗与打磨效果相关性,结合图像灰度分析结果和已确定参数进行计算确定;由于打磨头选择、打磨时长、打磨力、打磨转速可以有无数种组合实现待打磨单个点位的最终打磨效果,采用动态寻优是控制领域研究的常规方向,但对于本发明实际工程应用而言,复杂的寻优方案研究并不是紧迫需求,当前更重要的是有一个合理且简便实用的方案,因此根据经验事先分档确定部分参数,再对单个参数进行计算就显得简单实用了。
17、进一步的,所述参数分档与计算相结合的方法包括:
18、s121、确定分档值:对于双打磨头系统首先选择打磨头,将打磨力在最小值与最大值之间定义若干档固定值,将打磨转速在最小值与最大值之间定义若干档固定值,根据待打磨点点位特性、灰度方差或灰度差方差分别确定对应档位选择;
19、s122、计算打磨时长:
20、记第一灰度方差阈值h1和第二灰度方差阈值h2,第一灰度差方差阈值d1和第二灰度差方差阈值d2,实时统计的目标区域像素点灰度方差为h,灰度差方差为d;步骤s121确定的分档打磨力为f、打磨转速为v,则使用细打磨头打磨时,打磨时长
21、t=η1h/fv (公式1)
22、或
23、t=η2d/fv (公式2)
24、其中,η1为细打磨头灰度效率参数,即单位灰度方差下,达到预定打磨效果所需打磨力、打磨转速、打磨时长的乘积;η2为细打磨头灰度差效率参数,即单位灰度差方差下,达到预定打磨效果所需打磨力、打磨转速、打磨时长的乘积,均可以通过简单试验获得该参数经验值,即对某确定灰度方差或灰度差方差的部位固定打磨力和打磨转速,计量实际打磨时间后可获得相应的效率参数,一般至少进行10次以上试验,用最终的统计均值作为经验效率参数使用;
25、使用粗打磨头打磨时,打磨时长
26、t=η3(h-h0)/fv (公式3)
27、或
28、t=η4(d-d0)/fv (公式4)
29、其中,η3为粗打磨头灰度效率参数,即单位灰度方差下,达到预定打磨效果所需打磨力、打磨转速、打磨时长的乘积;η4为粗打磨头灰度差效率参数,即单位灰度差方差下,达到预定打磨效果所需打磨力、打磨转速、打磨时长的乘积;h0为防止过打磨灰度方差阈值,d0为防止过打磨灰度差方差阈值,η3、η4同样可以通过简单试验获得该参数经验值,即对某确定灰度方差或灰度差方差的部位固定打磨力和打磨转速,计量实际打磨时间后可获得相应的效率参数,一般至少进行10次以上试验,用最终的统计均值作为经验效率参数使用;h0取值范围0~10,d0取值范围0~5。
30、进一步的,所述切换打磨头,包括根据步骤s1确定打磨参数中选择的打磨头,控制机械臂旋转,使被选中的打磨头朝向待打磨点位。
31、进一步的,所述根据压力传感器采样值和预设打磨力差值驱动打磨头靠紧待打磨点位,包括当压力传感器采样值小于预设值下限时,机械臂驱动打磨头向待打磨点位方向运动,使打磨头与打磨点位靠的更紧,当压力传感器采样值大于预设值上限时,机械臂驱动打磨头做远离待打磨点位运动,注意该类运动一般都是微小距离运动;所述预设值下限为预设打磨力减去允许误差,所述预设值上限为预设打磨力加上允许误差;所述压力传感器工程中也称之为力馈传感器或力馈系统。
32、进一步的,所述步骤还包括,图像拍摄前首先确认并调整环境光照度满足扰流板拍摄照度要求,当光照度传感器实时测量的光照度低于最低门限值时,系统控制调亮灯源,直至满足光照度要求。
33、由于人工照明一般不会超过照度最大门限,因此当实测光照度高于最高门限值时,表明白天外界阳光过强,系统报警,人工处理,如关闭部分门窗等。
34、光照度确认过程一般为独立自主过程,用于监测灯源亮度变化情况,当亮度变化超过阈值时,系统控制模块发出灯光调节指令,实现灯光亮度调节,确保灯源亮度保持不变,系统开启后自动完成,无需打磨程序关注。
35、另一方面,一种扰流板固定程序打磨参数确定方法,所述固定程序打磨参数确定方法也称为经验打磨参数确定,其特征在于,常规打磨完成后进行打磨确认,记录打磨过程中的所有组合打磨参数;如果单次打磨即满足要求,则单次打磨参数即为该点位固定程序打磨参数;如果是两次及以上打磨,需进行参数优化,所述参数优化方法包括:
36、打磨头切换策略不变,区分不同打磨头,针对所述点位记录的组合打磨参数,打磨时长取最大值tmax、打磨转速取最大值vmax,则打磨力
37、f=(f1*t1*v1+f2*t2*v2+…+fn*tn*vn)/(tmax*vmax);
38、当打磨力计算结果超过门限ft时,以门限值ft为准,此时需适当延长打磨时间,新的打磨时间如下:
39、t=(f1*t1*v1+f2*t2*v2+…+fn*tn*vn)/(ft*vmax);
40、该优化方案的基本思路是多次打磨的有效耗能与单次打磨的有效耗能一致。
41、常规产品打磨,一般根据扰流板类型或结构参数,预先设置机械臂运动顺序,摄像头对准待打磨的点位,计算获取该点位的打磨参数后进行打磨操作;如果需要确认该点位的打磨效果,一般需要驱动机械臂往回运动重新拍摄已打磨点位并进行图像处理分析,根据分析结果,如果不满足再次确定新的打磨参数,重新打磨;确认满足要求后,记下该点位参数,用于后续经验参数确定。
42、进一步的,对多张同型号扰流板进行打磨参数确定,获得多组打磨经验参数,对该经验参数进行统计平均,以统计均值作为该型扰流板最终打磨经验参数。
43、本发明的优点和有益效果在于:本发明所设计的一种基于图像识别的扰流板自动打磨方法,通过增加图像传感器对打磨效果的实时检测确认实现了扰流板打磨过程的全自动化,不再需要人工干预。由于程序打磨更加适合批量生产、流程化作业的需求,本方法可用于新型号扰流板程序打磨参数的获取,能够极大的减轻靠人工经验和实际操作试验获取可信参数的压力,同时大大提高获取参数的效率。毫无疑问,本方法同样可直接用于扰流板的正常打磨过程,相比程序打磨增加了同步检测分析过程,如果发现不足则进行补充打磨,可明显提高人工检测与手动补充打磨效率,对于程序打磨一次成品率不高的情形,本发明作用意义明显。相比程序打磨,本发明方法单件扰流板打磨时间不确定,可能略有变化,但整体效率和成品率明显高于固定参数的程序打磨。
- 还没有人留言评论。精彩留言会获得点赞!