一种钢丝对接焊点打磨装置和打磨方法
本发明涉及一种用于辅助金属加工的设备,特别涉及一种钢丝对接焊点打磨的装置。
背景技术:
1、对于钢厂淘汰下来性能不合格的废旧钢丝,可将其加工处理,运用到类似高速公路防护网等不看重钢丝性能的场合。废旧钢丝长短不一,为了使后续工艺流畅进行,在加工处理前,需要将其头尾焊接,整合成一条具有足够长度的钢丝。钢丝头尾焊接焊点会产生焊瘤,焊瘤的存在会影响后续加工工艺,对焊瘤进行处理是一个十分重要的步骤。
2、如今对焊点的处理方式就是人工手持打磨钳夹紧焊点后,绕钢丝来回摇动打磨钳对焊点进行打磨,去除焊瘤,将焊点打磨至与原钢丝的直径相同。
3、对于所述的处理方式,存在不足之处。首先,人工打磨工作耗时较高,效率低下;其次,人工打磨的质量不确定,不同的工人,打磨的质量会不同,甚至同一工人,打磨两个不同焊点时的质量也会不同;再次,在打磨不同直径钢丝时需要更换与之配套的打磨夹钳;最后,人工打磨时,需要耗费大量人力,增加工作人员的负担。
技术实现思路
1、为了解决所述存在的问题,本发明提出了一种钢丝对接焊点打磨装置。
2、具体技术方案如下:
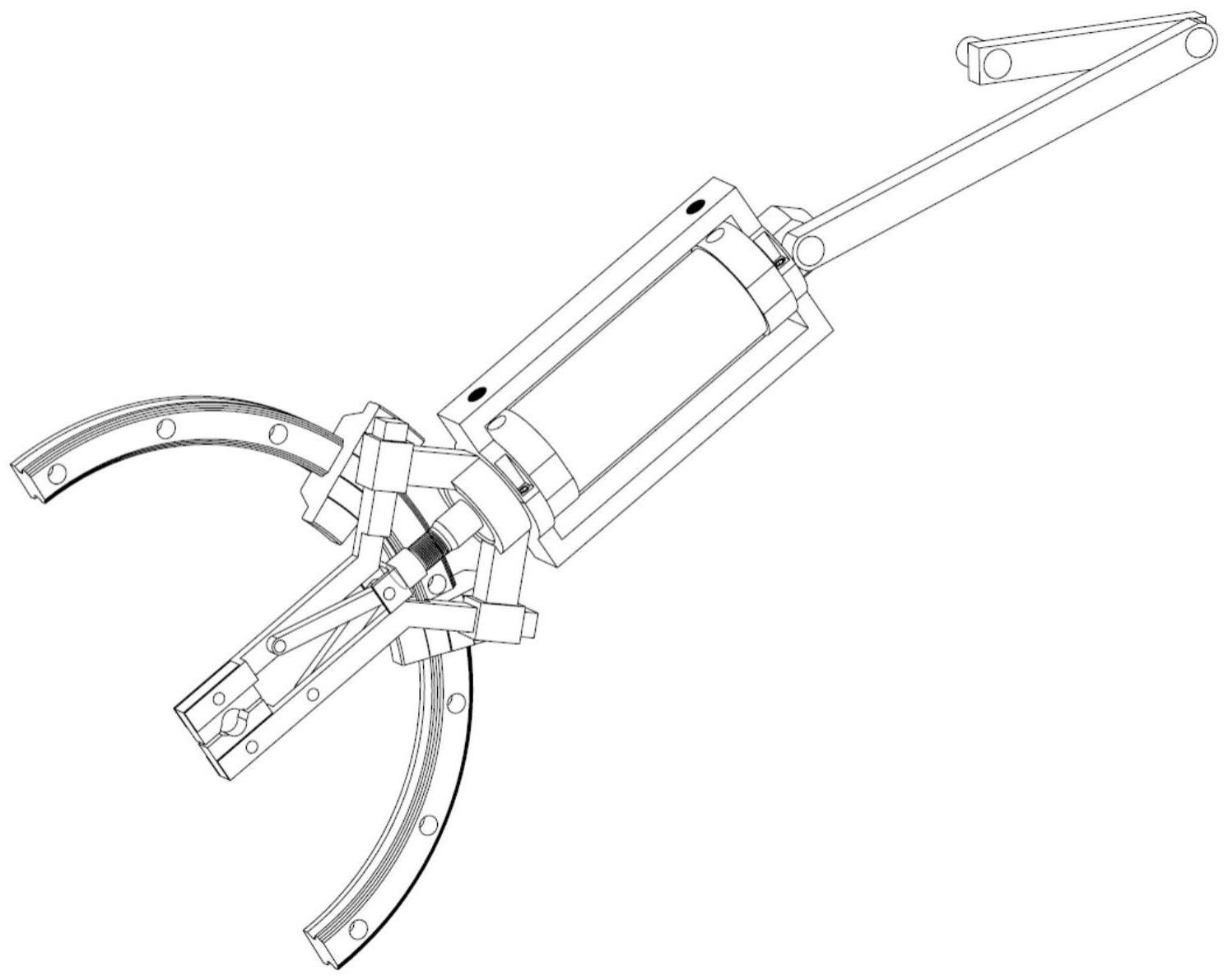
3、一种钢丝对接焊点打磨装置,所述打磨装置包括夹紧机构、摆动机构和滑动机构。
4、进一步地,夹紧机构包括气缸、第一气缸支架和第二气缸支架,所述第一气缸支架上开设有孔,所述孔用于气管穿过,所述第一气缸支架和第二气缸支架通过螺栓连接,所述气缸位于所述第一气缸支架和第二气缸支架之间,所述气缸的输出端固定连接活塞杆,所述活塞杆的端部安装有u型接头,所述第一气缸支架和第二气缸支架靠近u型接头的一侧固定安装有v型支架5,所述v型支架的端部设置有导槽;两个支撑杆的一端铰接在所述u型接头的u型槽内,两个支撑杆的另一端均铰接在夹紧杆的中部,两个夹紧杆均为v型结构,其一端与所述导槽滑动配合,另一端的端部开设有夹块槽,所述夹块通过螺栓固定在所述夹块槽内。
5、进一步地,所述摆动机构包括驱动轴,所述驱动轴与曲柄的一端连接,所述曲柄的另一端连接在摆动连接杆一端,所述摆动连杆的另一端与所述气缸连接。
6、进一步地,所述滑动机构包括圆弧形的滑轨,所述v型支架通过滑块与所述滑轨滑动连接。
7、一种钢丝对接焊点的打磨方法,包括以下步骤:
8、步骤1),首先,在钢丝对焊完成后,向气缸内通气,气缸开始工作,气缸活塞杆向前推进,驱动力通过支撑杆传导,使夹紧杆沿着导槽向下移动,两夹块之间的距离慢慢减小直至夹块将待打磨的钢丝的焊点夹紧。
9、步骤2),在夹紧焊点后,一直对气缸通气保持对焊点的夹紧状态,这时可将夹紧机构和滑块看作一个整体,将其视为一个杆件,于是摆动机构曲柄、摆动机构连杆、圆弧形滑轨和夹紧机构滑块可组成一个沿着圆弧形滑轨滑动的曲柄滑块机构。
10、步骤3),摆动机构驱动轴开始转动,带动摆动机构曲柄转动,驱动力在摆动连接杆的传导下,使整个夹紧机构沿着圆弧形滑轨往复摆动,实现对钢丝焊点的打磨。
11、步骤4),打磨完成后,摆动机构驱动轴停止转动,气缸反向工作,气缸活塞杆开始往后运动,两夹紧杆之间距离逐渐变大,夹块松开钢丝焊点。等待下一组钢丝完成对焊,重复所述步骤,对焊点进行打磨。
12、本发明的有益效果是:
13、1.本发明打磨效率高,通过控制电机的启停来代替人工打磨摇摆动作,可以调整打磨速度,节省时间和人力成本。
14、2.本发明通过自动化程序控制,每一次打磨步骤完全相同,保证打磨质量稳定。
15、3.本发明可以更换不同的夹块,实现对不同直径的钢丝进行打磨。
技术特征:
1.一种钢丝对接焊点打磨装置,其特征在于,所述打磨装置包括夹紧机构、摆动机构和滑动机构。
2.如权利要求(1)所述的一种钢丝对接焊点打磨装置,其特征在于,所述夹紧机构包括气缸(3)、第一气缸支架(1)和第二气缸支架(2),所述第一气缸支架(1)上开设有孔,所述孔用于气管穿过,所述第一气缸支架(1)和第二气缸支架(2)通过螺栓连接,所述气缸(3)位于所述第一气缸支架(1)和第二气缸支架(2)之间,所述气缸的输出端固定连接活塞杆(4),所述活塞杆(4)的端部安装有u型接头(6),所述第一气缸支架(1)和第二气缸支架(2)靠近u型接头(6)的一侧固定安装有v型支架(5),所述v型支架(5)的端部设置有导槽;两个支撑杆(7)的一端铰接在所述u型接头(6)的u型槽内,两个支撑杆(7)的另一端均铰接在夹紧杆(8)的中部,两个夹紧杆(8)均为v型结构,其一端与所述导槽滑动配合,另一端的端部开设有夹块槽,所述夹块(9)通过螺栓固定在所述夹块槽内。
3.如权利要求1所述的一种钢丝对接焊点打磨装置,其特征在于,所述所述摆动机构包括驱动轴(12),所述驱动轴(12)与曲柄(11)的一端连接,所述曲柄的另一端连接在摆动连接杆(13)一端,所述摆动连杆(13)的另一端与所述气缸(3)连接。
4.如权利要求1所述的一种钢丝对接焊点打磨装置,其特征在于,所述所述滑动机构包括圆弧形的滑轨(15),所述v型支架(5)通过滑块(14)与所述滑轨(15)滑动连接。
5.一种钢丝对接焊点的打磨方法,所述打磨方法采用权利要求1-4中任意一项所述的打磨装置,其特征在于,所述方法包括以下步骤:
技术总结
本发明涉及了金属加工设备领域,且公开了一种钢丝对接焊点打磨装置,包括夹紧机构、摆动机构与滑动机构;所述滑动机构圆弧形滑轨固定于机架上,待打磨钢丝置于所述圆弧形滑轨圆心,所述夹紧机构中V形支架与所述滑动机构滑块固定连接,所述夹紧机构的作用即夹紧待打磨钢丝,所述夹紧机构气缸末端与所述摆动机构的摆动连接杆铰接;装置工作时,气缸持续工作,所述夹紧机构夹紧待打磨钢丝焊点,此时可将夹紧机构、摆动机构和滑动机构看作为一个沿圆弧滑轨滑动的曲柄滑块机构,所述摆动机构的驱动轴转动时,带动夹紧机构沿圆弧滑轨滑动,对带打磨钢丝进行打磨。本发明具有打磨效率高,打磨质量稳定和适用于不同直径钢丝的特点。
技术研发人员:王兴东,董浩哲,吴宗武,柯蕃,白浩珂,徐萌翀
受保护的技术使用者:武汉科技大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!