一种LF精炼生产ER70S-6造渣控制氮含量的方法与流程
本发明涉及钢铁冶金,尤其涉及一种lf精炼生产er70s-6造渣控制氮含量的方法。
背景技术:
1、氮作为固溶强化元素,能够提高钢材的强度;作为间隙原子,又会显著降低钢材的塑性、韧性、焊接性能、热应力区韧性,使钢材脆性增加,造成连铸坯开裂同时极易产生拉拔脆断、严重影响生产顺行及焊接质量。然而,er70s-6作为高质量的co2气体保护焊丝就应当具有良好的塑性拉拔性能和优质的焊接性能。因此,在er70s-6的生产过程中氮含量的控制就显得尤为重要。氮的离子半径比氢大。在钢中的扩散系数比氢小两个数量级,对脱氢效果非常好的真空法用于脱氮就很困难。另外,氮不像氧的活性那么大,能与强的脱氧剂如铝、钡、硅等形成夹杂物,通过上浮排除;氮的活性要差得多,与大多数合金元素形成的氮化物在高温下都要分解,无法通过上浮去除。由此可见,钢中氮含量控制是一项较难的工作。
技术实现思路
1、本发明的目的是提供一种利用连铸工序浇注后钢包内剩余热态渣回收处理以控制er70s-6钢种冶炼时lf工序液渣层厚,减少精炼工序钢液裸露及埋弧造渣时从外部空气种吸氮的方法。解决了背景技术中er70s-6钢种冶炼降低钢水氮含量的问题。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种lf精炼生产er70s-6造渣控制氮含量的方法,浇注结束转包后,吊车调运含液渣钢包至出钢准备处,将液渣吊运折入准备出钢使用的钢包内;热渣回收后,为防止热渣凝结在钢包底堵塞钢包水口和底吹原件,打开钢包底吹氩气,保证钢包底吹氩气供应,供应气体流量0.25-0.35nm3/t·min;在次操作结束后,钢包车驶入转炉出钢等待位置,利用钢包加料系统向钢包内加入少量石灰造渣剂,加入量0.4-0.6kg/t钢,利用热渣温度预熔部分石灰造渣剂以调节热渣粘度,防止出钢过程因热渣粘度低导致的渣层覆盖效果差;操作结束后,进行正常出钢、合金化及吊运工作。
4、进一步的,该方法在120t转炉-lf炉外精炼-150×150mm小方坯连铸机浇注生产工艺设备基础上进行实施。
5、进一步的,供应气体流量0.3nm3/t·min。
6、进一步的,石灰造渣剂加入量为0.5kg/t钢。
7、与现有技术相比,本发明的有益技术效果:
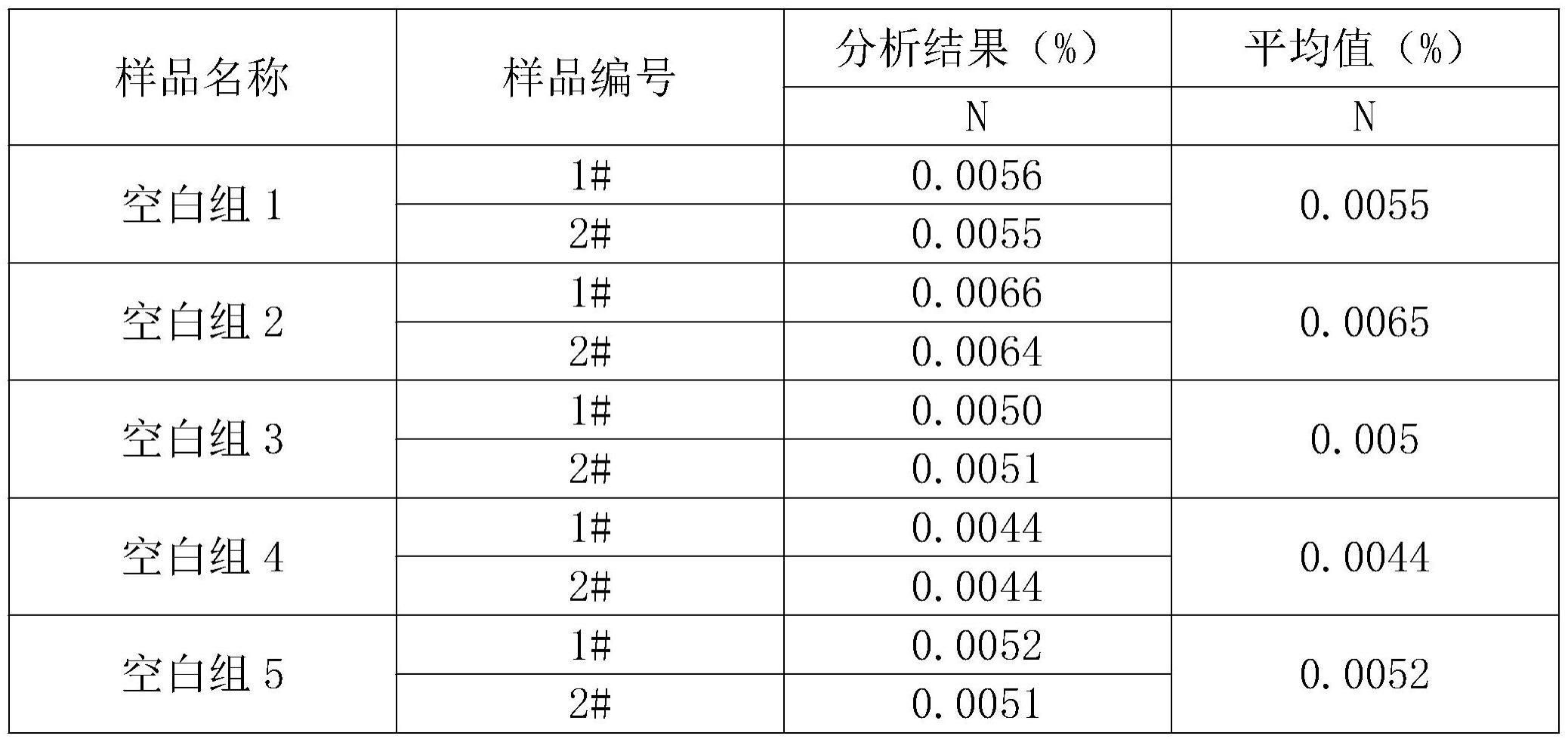
8、在使用本发明技术后,通过热渣回收增加渣层厚度,改善造渣料融化情况,er70s-6钢种氮含量得到稳定控制,应用效果明显。
技术特征:
1.一种lf精炼生产er70s-6造渣控制氮含量的方法,其特征在于,浇注结束转包后,吊车调运含液渣钢包至出钢准备处,将液渣吊运折入准备出钢使用的钢包内;热渣回收后,为防止热渣凝结在钢包底堵塞钢包水口和底吹原件,打开钢包底吹氩气,保证钢包底吹氩气供应,供应气体流量0.25-0.35nm3/t·min;在次操作结束后,钢包车驶入转炉出钢等待位置,利用钢包加料系统向钢包内加入少量石灰造渣剂,加入量0.4-0.6kg/t钢,利用热渣温度预熔部分石灰造渣剂以调节热渣粘度,防止出钢过程因热渣粘度低导致的渣层覆盖效果差;操作结束后,进行正常出钢、合金化及吊运工作。
2.根据权利要求1所述的lf精炼生产er70s-6造渣控制氮含量的方法,其特征在于,该方法在120t转炉-lf炉外精炼-150×150mm小方坯连铸机浇注生产工艺设备基础上进行实施。
3.根据权利要求1所述的lf精炼生产er70s-6造渣控制氮含量的方法,其特征在于,供应气体流量0.3nm3/t·min。
4.根据权利要求1所述的lf精炼生产er70s-6造渣控制氮含量的方法,其特征在于,石灰造渣剂加入量为0.5kg/t钢。
技术总结
本发明公开了一种LF精炼生产ER70S‑6造渣控制氮含量的方法,浇注结束转包后,吊车调运含液渣钢包至出钢准备处,将液渣吊运折入准备出钢使用的钢包内;热渣回收后,为防止热渣凝结在钢包底堵塞钢包水口和底吹原件,打开钢包底吹氩气,保证钢包底吹氩气供应,供应气体流量0.25‑0.35Nm3/t·min;在次操作结束后,钢包车驶入转炉出钢等待位置,利用钢包加料系统向钢包内加入少量石灰造渣剂,加入量0.4‑0.6kg/t钢。本发明的目的是提供一种利用连铸工序浇注后钢包内剩余热态渣回收处理以控制ER70S‑6钢种冶炼时LF工序液渣层厚,减少精炼工序钢液裸露及埋弧造渣时从外部空气种吸氮的方法。
技术研发人员:张胤,麻晓光,张怀军,张顺,崔宏,刁望才,韩春鹏,曹瑞峰
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!