轮毂自动打磨设备和轮毂散热孔去毛刺方法与流程
本发明涉及轮毂打磨,特别涉及轮毂自动打磨设备,以及具有轮毂自动打磨设备的轮毂散热孔去毛刺方法。
背景技术:
1、当前,商用卡巴车轻量化的要求下,铝轮毂替代铁轮毂的应用越来越广泛。而其中的铝轮毂散热孔在钻、铣加工后正、反两面存在毛刺问题,严重影响产品的外观,降低了产品的档次,并且由于两面毛刺锋利,存在造成操作人员受伤的安全隐患。
2、现有技术中,行业内的解决方法是人工使用手动刮刀去除毛刺,一般地,每个轮毂有10个散热孔,人工依次对散热孔去除毛刺的效率极低,并且,由于散热孔是在带角度的曲面上加工而成,人工对散热孔去除毛刺后存在孔边刮削不均匀、一致性极差的问题。而且,由于轮毂内侧空间受限,人工去除毛刺只能去除整圈的大约3/4,存在内侧毛刺不能整体去除的问题。
3、一些相关技术中,在数控机床上对散热孔进行倒角加工,加工中,倒角单孔正反面需要约15秒/孔,同样存在效率低的问题,并且散热孔分布在曲面上,对机加工设备编程、刀具和夹具等的要求较高,加工的成本高。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出轮毂自动打磨设备,所述轮毂自动打磨设备能够自动对轮毂的散热孔进行去毛刺处理,且去毛刺的效率高。
2、本发明还提出具有上述轮毂自动打磨设备的轮毂散热孔去毛刺方法。
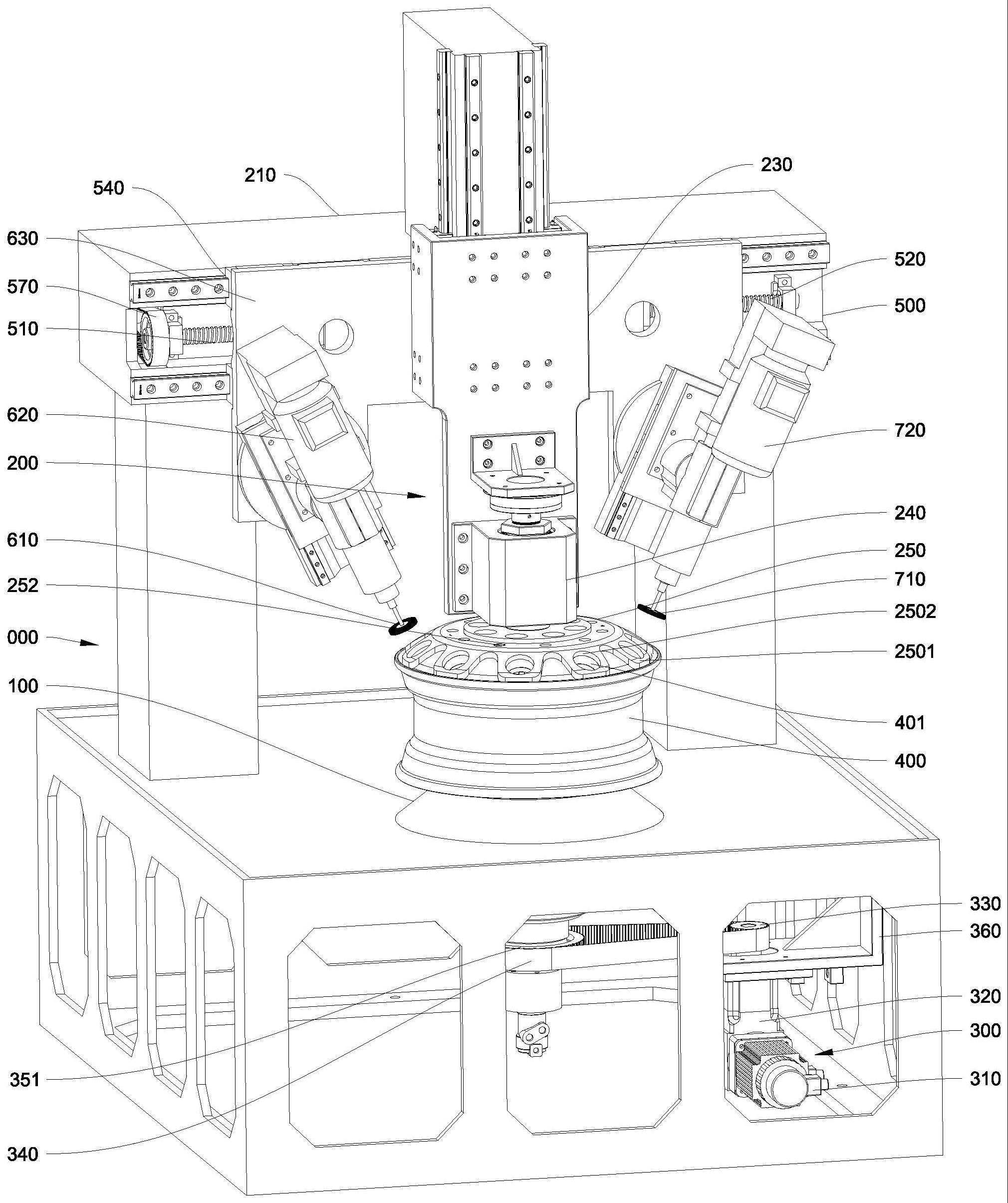
3、根据本发明所述的轮毂自动打磨设备,包括:
4、基座;
5、定位工装,安装于所述基座,所述定位工装包括定位台和第一驱动组件,所述定位台用于定位轮毂,所述第一驱动组件连接并驱动所述定位台等距转动;
6、打磨工装,用于对轮毂的散热孔进行去毛刺处理,所述打磨工装安装于所述基座并位于所述定位台的上方,所述打磨工装包括第一打磨头和第二打磨头,所述第一打磨头和所述第二打磨头对称布置于所述定位台,所述第一打磨头的中心线和所述第二打磨头均与竖直平面倾斜布置,所述第一打磨头的中心线和所述第二打磨头的中心线相交。
7、根据本发明实施例的轮毂自动打磨设备,至少具有如下有益效果:第一打磨头和第二打磨头能够对轮毂相对的两个散热孔进行去毛刺处理,并且,配合定位工装驱使轮毂等距转动,实现轮毂曲面上全部散热孔的自动去毛刺处理,对散热孔去毛刺的效率高。
8、根据本发明所述的轮毂自动打磨设备,所述定位工装还包括滑动座、第二驱动组件和压紧板,所述第二驱动组件安装于所述基座,所述滑动座滑动设置于所述基座,所述压紧板转动设置于所述滑动座,所述第二驱动组件连接并驱动所述滑动座沿竖直方向运动并带动所述压紧板抵压轮毂的外壁,以驱使所述压紧板与所述轮毂共同转动。
9、根据本发明所述的轮毂自动打磨设备,所述压紧板设置有防护曲面,所述防护曲面与轮毂的外壁抵接,所述防护曲面设置有第二避空孔,所述第二避空孔与所述轮毂的散热孔对应设置。
10、根据本发明所述的轮毂自动打磨设备,所述定位台安装有支撑板,所述支撑板设置有支撑曲面,所述支撑曲面与所述轮毂的内壁抵接,所述支撑板设置有第一避空孔,所述第一避空孔与所述轮毂的散热孔对应设置。
11、根据本发明所述的轮毂自动打磨设备,所述支撑板有多个,多个所述支撑板沿所述定位台的周向均匀布置,所述支撑板设置有第一转动孔和第二转动孔,所述第一转动孔与所述定位台通过第一销轴连接,所述定位台连接有拉杆,所述拉杆的一端与所述第二转动孔通过第二销轴连接,另一端与所述定位台相对移动,以撑开或合拢所述支撑板。
12、根据本发明所述的轮毂自动打磨设备,所述定位台内沿竖直方向滑动设置有升降板,所述升降板安装有横杆,所述定位台的侧壁设置有供所述横杆通过的通道槽,所述通道槽沿竖直方向延伸,所述横杆的一端伸出所述通道槽并与所述拉杆背离所述支撑板的一端铰接。
13、根据本发明所述的轮毂自动打磨设备,所述打磨工装包括第三驱动组件,所述第三驱动组件连接并驱使所述第一打磨头和第二打磨头相向运动或背向运动。
14、根据本发明所述的轮毂自动打磨设备,所述第三驱动组件包括依次传动连接的第三驱动电机、第一螺杆、联轴器和第二螺杆,所述第一螺杆的旋向与所述第二螺杆的旋向相反,所述第一打磨头沿所述第一螺杆的中心线方向滑动设置并与所述第一螺杆螺纹连接,所述第二打磨头沿所述第二螺杆的中心线方向滑动设置并与所述第二螺杆螺纹连接。
15、根据本发明所述的轮毂自动打磨设备,所述第一打磨头和所述第二打磨头均为钢丝轮。
16、根据本发明所述的轮毂散热孔去毛刺方法,包括如下步骤:
17、步骤一:把轮毂放置在定位台;
18、步骤二:压紧板下压轮毂的外壁;
19、步骤三:开启第一打磨头和第二打磨头对轮毂两个相对的散热孔进行去毛刺处理;
20、步骤四:定位台等距转动并带动轮毂转动,使下两个相对的散热孔转动至上两个相对的散热孔的去毛刺处理位置;
21、步骤五:开启第一打磨头和第二打磨头对轮毂两个相对的散热孔进行去毛刺处理;
22、重复步骤三至步骤五,对轮毂的全部散热孔进行去毛刺处理。
23、根据本发明所述的轮毂散热孔去毛刺方法,至少具有如下有益效果:轮毂散热孔去毛刺能够全过程自动化机械作业,一次性调校好打磨头后,可连续运行作业,加工节拍5秒/孔,对比人工操作效率提升2倍,极大提升工作效率。对比传统工艺,可以1人监控多机,大幅减少加工人员,有效降低生产成本,产品质量和外观得到保障。
24、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.轮毂自动打磨设备,其特征在于,包括:
2.根据权利要求1所述的轮毂自动打磨设备,其特征在于:所述定位工装还包括滑动座、第二驱动组件和压紧板,所述第二驱动组件安装于所述基座,所述滑动座滑动设置于所述基座,所述压紧板转动设置于所述滑动座,所述第二驱动组件连接并驱动所述滑动座沿竖直方向运动并带动所述压紧板抵压轮毂的外壁,以驱使所述压紧板与所述轮毂共同转动。
3.根据权利要求2所述的轮毂自动打磨设备,其特征在于:所述压紧板设置有防护曲面,所述防护曲面与轮毂的外壁抵接,所述防护曲面设置有第二避空孔,所述第二避空孔与所述轮毂的散热孔对应设置。
4.根据权利要求1至3任一项所述的轮毂自动打磨设备,其特征在于:所述定位台安装有支撑板,所述支撑板设置有支撑曲面,所述支撑曲面与所述轮毂的内壁抵接,所述支撑板设置有第一避空孔,所述第一避空孔与所述轮毂的散热孔对应设置。
5.根据权利要求4所述的轮毂自动打磨设备,其特征在于:所述支撑板有多个,多个所述支撑板沿所述定位台的周向均匀布置,所述支撑板设置有第一转动孔和第二转动孔,所述第一转动孔与所述定位台通过第一销轴连接,所述定位台连接有拉杆,所述拉杆的一端与所述第二转动孔通过第二销轴连接,另一端与所述定位台相对移动,以撑开或合拢所述支撑板。
6.根据权利要求5所述的轮毂自动打磨设备,其特征在于:所述定位台内沿竖直方向滑动设置有升降板,所述升降板安装有横杆,所述定位台的侧壁设置有供所述横杆通过的通道槽,所述通道槽沿竖直方向延伸,所述横杆的一端伸出所述通道槽并与所述拉杆背离所述支撑板的一端铰接。
7.根据权利要求1所述的轮毂自动打磨设备,其特征在于:所述打磨工装包括第三驱动组件,所述第三驱动组件连接并驱使所述第一打磨头和第二打磨头相向运动或背向运动。
8.根据权利要求7所述的轮毂自动打磨设备,其特征在于:所述第三驱动组件包括依次传动连接的第三驱动电机、第一螺杆、联轴器和第二螺杆,所述第一螺杆的旋向与所述第二螺杆的旋向相反,所述第一打磨头沿所述第一螺杆的中心线方向滑动设置并与所述第一螺杆螺纹连接,所述第二打磨头沿所述第二螺杆的中心线方向滑动设置并与所述第二螺杆螺纹连接。
9.根据权利要求1所述的轮毂自动打磨设备,其特征在于:所述第一打磨头和所述第二打磨头均为钢丝轮。
10.轮毂散热孔去毛刺方法,其特征在于,包括如下步骤:
技术总结
本发明公开了轮毂自动打磨设备和轮毂散热孔去毛刺方法,其中轮毂自动打磨设备,包括:基座;定位工装,包括定位台和第一驱动组件,定位台用于定位轮毂,第一驱动组件连接并驱动定位台等距转动;打磨工装,用于对轮毂的散热孔进行去毛刺处理,打磨工装安装于基座并位于定位台的上方,打磨工装包括第一打磨头和第二打磨头,第一打磨头和第二打磨头对称布置于定位台,第一打磨头的中心线和第二打磨头均与竖直平面倾斜布置,第一打磨头的中心线和第二打磨头的中心线相交。第一打磨头和第二打磨头能够对轮毂相对的两个散热孔进行去毛刺处理,并且,配合定位工装驱使轮毂等距转动,实现轮毂曲面上全部散热孔的自动去毛刺处理,去毛刺的效率高。
技术研发人员:张文汉
受保护的技术使用者:张文汉
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!