一种用于金属注塑成型的喂料、喂料的制备方法和金属制品与流程
本发明涉及金属注射成型技术,尤其是一种用于金属注塑成型的喂料、喂料的制备方法和金属制品。
背景技术:
1、近年来,智能穿戴设备发展迅速,更新换代很快,尤其是进入5g时代,电子设备越来越受到人们的喜爱。基于我们众多成功的案例,我们的客户不仅要求我们对产品的功能进行创新,也对外观提出更高的要求。
2、金属注射成型(metal injection molding,mim)是一种将金属粉末与其粘结剂的混合料注塑于模型中,然后通过脱脂烧结排除粘结剂,得到复杂形状和高精度的产品,其具有与锻件接近的物理、化学与机械性能。该工艺技术具有大批量生产小型、精密、三维形状复杂以及具有特殊性能要求的金属零部件。
3、金属制品的开发对性能上做了要求,一是需要硬度值在200hv以上防止变形,二是外观高抛光等级需达到a1级,目前市面上可用于mim技术上的材料均无法满足要求要求。这是因为,硬度和外观是相互关联的,硬度越高的产品,由于抛光难度大,外观难以达到a1级。
4、例如,金属注塑成形最常使用的材料是sus 316l,其密度高(7.9g/cm3),断裂韧性高,具有优异的抛光性能,但其缺点在于硬度低,通常硬度在100hv-160hv;
5、而co-cr-mo合金(f75)材料在金属注射成形技术中同样广泛使用,其优点在于硬度高,可达到硬度值250hv-320hv,其它性能与sus 316l相仿,但其因为致密层的原因,导致材料烧结后抛光达不到a1等级(标准:ra<0.016μm)的效果。
6、专利申请cn111299590a公开了一种mim 316l不锈钢高光表壳制备方法,包括以下步骤,s1:混料:混料是金属注射成型产品制备的核心头段工艺,是将金属粉末与成型剂按照一定比例在一定温度条件下,再混炼制粒一体机中进行一定时间温度的旋转混合,熔化后经螺杆挤出刀片切割成粒,获取一颗颗注射成型颗粒喂料的过程,整个混料过程随着温度的不断上升,成型剂逐渐由固态变成玻璃态→高弹态→到最后的粘流态,加热熔化后的粘流态成型剂伴随着混合机的持续旋转,粘流态的成型剂与金属粉末,两者互相掺合在一起,放大后的状态为每一个单体颗粒粉末表面,都有均匀涂覆粘流态的成型剂;
7、s2:成型:喂料经过注射机炮筒的加温熔化后,在内部注射螺杆高压高速的推进下,充入产品模具型腔的过程,因注射材料流道,射咀、热机咀以及进胶口的通道较小,摩擦剪切下,喂料极易分解产生大量气体与碳化物,产品型腔排气槽以无法满足大量气体排出,型腔压力越来越高,喂料很难在型腔内均匀充填,最后导致产品出现密度不均匀、密度偏低、产品内部碳化物较多等缺陷,严重影响产品烧结后密度,本发明方法为,注射通道在现有模流分析后实际的标准的情况下,进行加大,所有流道最小截面积,加大1.5倍,流道加大后有利于喂料的流通,因有着较大的通道,喂料不易在注射的高温高速时分解,可以轻松制得高密度、均匀性胚体;
8、s3:脱脂:将成型好的表壳产品,置于氧化铝陶瓷板上,装入催化脱脂炉内,脱脂工艺参数为:脱脂温度110℃,氮气流量5l/min,进硝酸量2g/min,催化时间4小时,设备程序运行完成后,取出表壳产品,产品重量损失≥7.8%即为合格,现有生产工艺脱脂率为≥7.2%,因产品在烧结前,脱脂率偏低,烧结过程中,产品容易产生成型剂排除不彻底,产品外表面液相结合后,内部高分子无法排出,导致被困内部,继续高温烧结后,内部无法排出的高分子成型剂,被碳化,产品抛光后内部形成很多砂眼,孔洞;
9、s4:烧结:脱脂合格后的表壳产品转入,粉末冶金mim烧结炉内,进行烧结,烧结程序运行完成后,取出表壳产品,用密度计测量产品胚密度,烧结后表壳产品密度≥7.95g/cm3即为合格,实测产品密度值为7.97g/cm3;
10、s5:后加工:表壳产品后加工处理方法,先用麻线轮加抛光腊进行开粗,开粗后产品进行超声波清洗,清洗烘干后,取出用布轮加精光腊,进行抛光至高光效果。
11、上述方法使用的是常规的316l材料进行抛光制备不锈钢高光表壳,硬度只能够达到100hv-120hv,难以获得硬度更高的材料。
技术实现思路
1、本发明的目的是为了克服现有的金属注塑喂料难以满足产品硬度的外观的要求,提供一种用于金属注塑成型的喂料,发明人通过不断摸索,借鉴行业中现在所使用的喂料的优点和缺点,寻找一种能够融合不同材料优势的新喂料,终于获得了一种密度大,强度高,断裂韧性高,硬度可达到210hv-240hv,同时具有优异的抛光性能的喂料。基于此,发明人使用新的喂料,通过mim成型工艺,使其形成致密性的抛光层,且硬度可以达到210hv,从而满足生胚脱脂烧结及相关后制程加工的尺寸精度要求,克服了市面上现有mim喂料,无法同时满足高度可抛光性和硬度高要求的问题。
2、本发明中,喂料中影响性能的关键组分是fe/ni元素,如果fe/ni较少或者没有,就会导致产品的硬度值低于210hv,以及其抛光后的ra值>0.016μm,达不到a1等级。
3、本发明中,喂料的制备过程中,需要注意控制密炼时间50分钟和温度195℃,密炼时间过短,则密炼不均匀,密炼时间过长,则导致内部助剂分子溶解;密炼温度过低,助剂不融化,密炼温度过高,助剂裂解。
4、具体方案如下:
5、一种用于金属注塑成型的喂料的制备方法,包括以下步骤:
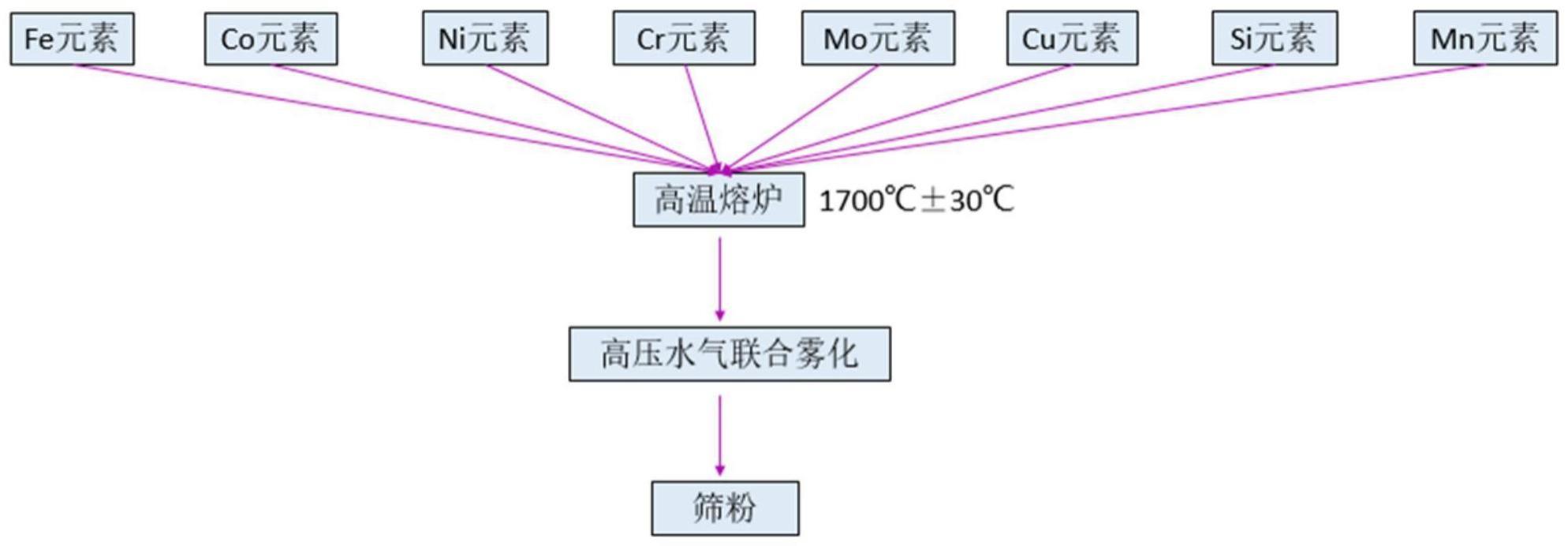
6、s1,按照重量份获得以下组分:fe元素40份~50份,ni元素2份~8份,cr元素20份~25份,co元素20份~25份,mo元素2-8份,cu元素2-8份,si元素0.1-3份,mn元素1-3份,混合后加热使材料融化,然后采用高压水气联合雾化法,得到混合粉末;
7、s2,按照重量份获得以下组分:硬脂酸1份~5份,光热稳定剂2份~10份,高分子聚合蜡2份~10份,高密度聚乙烯3份~15份,聚乙烯-乙酸酯1份~5份,巴西棕榈蜡1份~6份,及聚甲醛65份~90份,混合后得到成型剂,
8、s3,在真空条件下将s1中得到的所述混合粉末预热,然后将s2中得到的所述成型剂加入已达到预定温度的所述混合粉末中,然后在混炼机中混合,将混炼后物料送入造粒机,塑化后挤出,并进行造粒,制得用于金属注塑成型的喂料。
9、进一步的,s1中按照重量份获得以下组分:fe元素43份~47份,ni元素4份~5份,cr元素20份~23份,co元素20份~23份,mo元素2-4份,cu元素3-5份,si元素1-2份和mn元素1-3份;
10、优选地,s1中按照重量份获得以下组分:fe元素44份~46份,ni元素4份~5份,cr元素21份~23份,co元素21份~23份,mo元素3-4份,cu元素4-5份,si元素1-2份和mn元素2-3份;
11、更优选地,s1中按照重量份获得以下组分:fe元素45份,ni元素4份,cr元素23份,co元素22份,mo元素4份,cu元素4份,si元素2份和mn元素3份。
12、进一步的,s1中获得的组分为粉末,优选满足以下(1)~(3)中至少一项的粉末:
13、(1)d10在1μm~3μm;
14、(2)d50在7μm~10μm;
15、(3)d90在18μm~22μm。
16、进一步的,s1中混合后加热到1600-1800℃,优选为1650-1750℃,更优选为1670-1730℃,使材料融化。
17、进一步的,s2中按照重量份获得以下组分:硬脂酸1份~3份,光热稳定剂2份~7份,高分子聚合蜡2份~8份,高密度聚乙烯4份~12份,聚乙烯-乙酸酯1份~4份,巴西棕榈蜡1份~5份,及聚甲醛68份~88份;
18、优选地,s2中按照重量份获得以下组分:硬脂酸1份~2.5份,光热稳定剂3份~6份,高分子聚合蜡3份~7份,高密度聚乙烯5份~10份,聚乙烯-乙酸酯1.5份~3份,巴西棕榈蜡2份~4份,及聚甲醛70份~85份;
19、更优选地,s2中按照重量份获得以下组分:硬脂酸2份,光热稳定剂4份,高分子聚合蜡5份,高密度聚乙烯5份~10份,聚乙烯-乙酸酯1.5份~3份,巴西棕榈蜡2份~4份,及聚甲醛70份~85份;
20、进一步的,s3中所述预热是指加热到120±10℃,真空度10-500pa;
21、优选地,所述混炼机的转速为15-35r/min,搅拌时间为40-70min,混炼后物料预结成泥团状;
22、优选地,所述造粒机的压力为5mpa-6mpa,温度为180℃-190℃
23、优选地,所述造粒将获得粒径分布为以下喂料:
24、(1)d10在1μm~3μm;
25、(2)d50在7μm~10μm;
26、(3)d90在18μm~22μm。
27、本发明还保护所述用于金属注塑成型的喂料的制备方法制备得到的喂料。
28、本发明还保护一种金属制品,采用包含所述喂料,经过注塑成型得到生胚后,进行脱脂烧结、抛光处理后得到。
29、进一步的,所述金属制品的制备方法包括:
30、注塑成型:将所述喂料在100-150℃下进行注射成型得到生坯;
31、脱脂烧结:将所述生胚放入脱脂炉中,优选为草酸脱脂炉,草酸进酸量:0.010~0.050ml/min,脱脂温度为120~125℃,脱脂时间为8-24h,所述生胚完全浸入脱脂溶液中;脱脂结束后进行烧结,使用真空金属炉,在温度为1340-1350℃下保温烧结90-120min,烧结过程中保持压力0.5-4mpa,烧结过程中优选使用刚玉莫来石材质承烧板摆放样品;
32、打磨抛光:对烧结后的样品进行打磨,优选使用纤维轮/紫蜡+麻轮/紫蜡+线轮/大白蜡+线轮/青蜡的工艺路线,得到金属制品。
33、进一步的,所述金属制品外观等级达到a1等级,硬度为210-240hv。
34、有益效果:
35、本发明中,用于金属注塑成型的喂料具有高流动性特点,其可以满足mim注塑的要求,利于料的流动及融合,容易进行成型。
36、再则,本发明的喂料,在生胚脱脂烧结中保形性较好,从而满足生胚脱脂烧结中对产品的支撑,防止出现裂纹不良现象。
37、进一步的,本发明的喂料,具有高抛光高硬度特点,从而在相关后制程加工时,不容易产生变形从而满足加工尺寸的精度要求。
38、总之,本发明克服市面上现有mim材料无法同时满足可抛光硬度高的问题,获得的金属制品具有外观和硬度的综合优势。
- 还没有人留言评论。精彩留言会获得点赞!