一种带钢热处理电加热设备的制作方法
本技术涉及带钢加工设备领域,尤其是涉及一种带钢热处理电加热设备。
背景技术:
1、带钢是各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板。带钢又称钢带,是宽度在1300mm以内,长度根据每卷的大小略有不同。钢带在生产过程中需要进行热处理,通常热处理为正火、淬火以及回火几个步骤,需要在不同温度的热处理炉内进行连续处理。
2、相关技术中公开号为cn112553450a的中国专利,提出了一种冷轧钢带加工用的热处理装置,包括装置主体,装置主体的内部设置有加热筒,加热筒的两侧均设置有加热板,加热板远离加热筒的侧面固定安装有安装板,安装板的下端面固定安装有移动板,装置主体的内部下端的位置开设有通槽,装置主体下端面靠近边沿的位置均固定安装有侧板,两个侧板之间纵向滑动安装有升降板;加热筒的下端面固定安装有蜗杆,移动板与蜗杆的下端均贯穿通槽位于活动槽,活动槽的内部转动安装有螺杆,能够通过一个驱动装置带动加热筒转动与加热板移动,能够提高该装置的加热效率,且便于使用者对该装置进行移动,提高该装置的使用性能。
3、对于上述中的相关技术,目前在带钢生产中主要以流水线式生产为主,在布置厂房设备时,通常会将淬火炉与回火炉相接,以使带钢成型后连续进行高温淬火和中温回火热处理,而带钢自淬火炉中输出后直接进入回火炉中,在气流带动的影响下,回火炉的入口处温度势必会收到影响,进而影响带钢在回火炉中的回火热处理效果。
技术实现思路
1、为了改善热处理炉入口侧温度会受到上一工序中余温的影响的问题,本技术提供一种带钢热处理电加热设备。
2、本技术提供的一种带钢热处理电加热设备采用如下的技术方案:
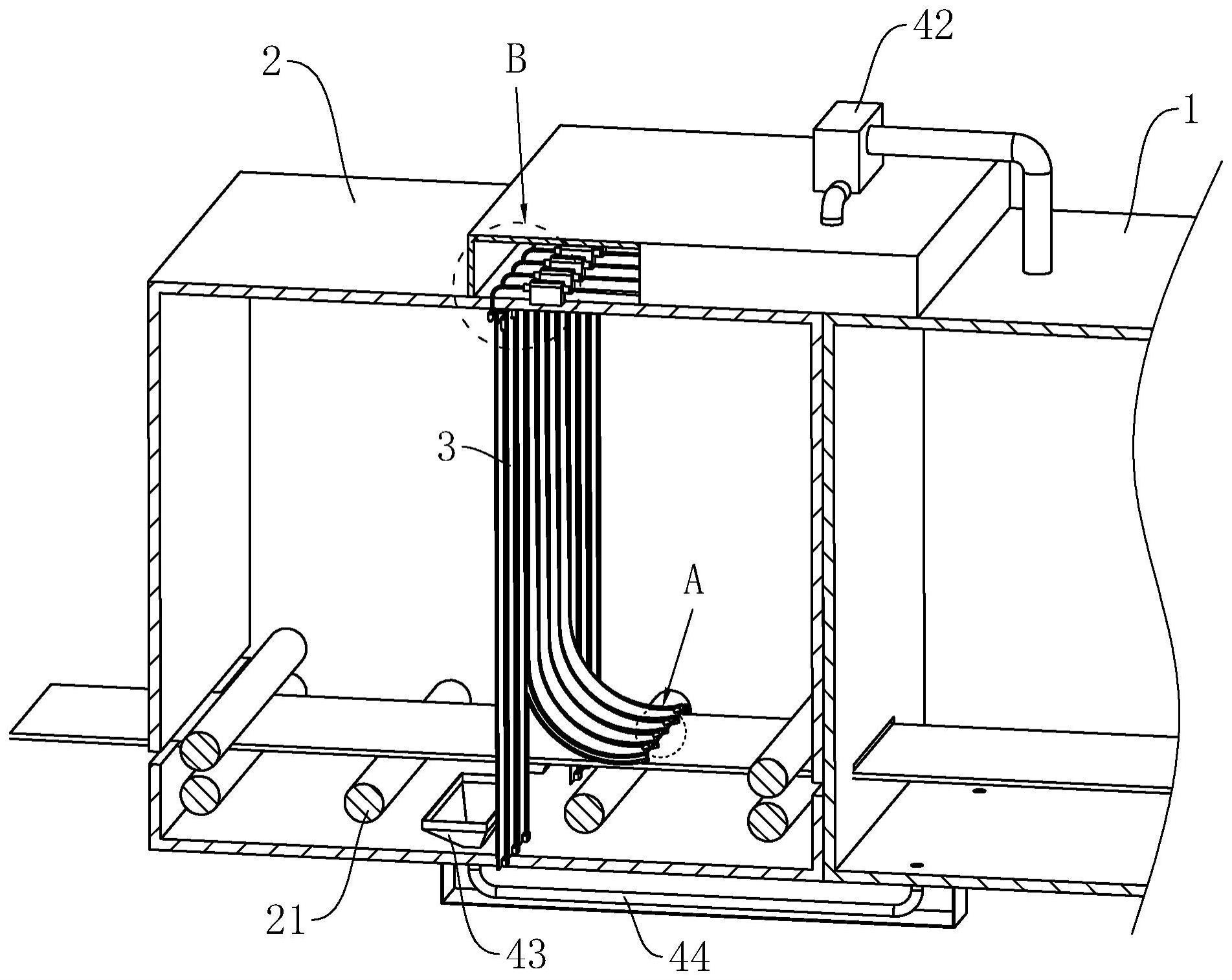
3、一种带钢热处理电加热设备,包括电加热炉,所述电加热炉入口端安装有隔离仓,所述隔离仓中设置有多个承托辊,所述隔离仓内吊装有覆盖所述隔离仓横截面的隔热帘;
4、所述隔离仓中设置有喷气机构,所述喷气机构喷出的风幕覆盖所述隔热帘与所述承托辊上带钢抵接部的缝隙。
5、通过采用上述技术方案,当带钢自上一工序中传入电加热炉中时,先行穿入隔离仓中,并在多个承托辊上穿行,隔热帘可对隔离仓中的气流进行一定程度的隔绝,以改善带钢在运动时带动气流涌动而影响电加热炉入口端温度的现象;同时,由于隔热帘搭接在带钢上时,隔热帘与带钢边缘对应的部位会发生翘折,致使该部位会出现空隙,影响隔热帘的隔绝性能,而设置喷气机构喷出的风幕对该部分的空隙进行遮挡,可以降低气流对隔热帘两侧温度的影响,从而确保隔离仓的有效隔热效果,能显著降低上一工序中余热对电加热炉中温度的影响,有效保障了回火热处理效果,合理地控制了热处理过程中的能耗,有助于实现节能生产。
6、可选的,所述隔热帘包括多个竖向设置的隔热片以及用于连接相邻两个所述隔热片的柔性条;所述喷气机构包括多个沿多个所述隔热片排布方向设置的喷气嘴,一个所述喷气嘴喷出的风幕至少对应一个所述柔性条的底端。
7、通过采用上述技术方案,多个隔热片两两之间通过柔性条连接,使得隔热帘在带钢边缘处的翘折角度更小,也即降低隔热帘在带钢边缘处的缝隙,减少气流影响,提高隔热帘的隔热效果;并且由于隔热帘在带钢边缘处翘折时,主要是柔性条部位发生翘折,因此设置多个喷气嘴,并使得喷气嘴对应柔性条设置,可以更加精准地形成风幕对隔热帘露出缝隙的二次隔离防护效果,也可以进一步降低喷气机构的能耗。
8、可选的,靠近所述隔离仓边侧的所述柔性条宽度大于位于所述隔离仓中部的所述柔性条宽度。
9、通过采用上述技术方案,当带钢的宽度发生变化时,带钢边缘对应的相邻两个隔热片一个下端发生翘折、一个呈直挺状,将该处的柔性条宽度调大,可以在确保对相邻两个隔热片进行稳定连接的同时,降低该两个不同状态的隔热片下端之间的缝隙,以尽可能确保隔热帘的隔热效果。
10、可选的,所述喷气机构还包括风机,所述风机的进风管伸入至所述电加热炉中、出风管与所述喷气嘴连接;所述喷气嘴设在所述隔热帘远离所述电加热炉的一侧。
11、通过采用上述技术方案,将电加热炉中的热空气通过喷气机构喷出并在隔热帘背离电加热炉的一侧形成风幕,一方面可以有效隔绝带钢在传输时带动气流对隔热帘靠近电加热炉一侧的环境温度的影响;另一方面,该风幕在持续吹拂的过程中可以与带钢进行热交换,实现对带钢进入电加热炉前的预处理,使得进入电加热炉中的带钢的温度尽可能一致,可以合理降低电加热炉的控温耗能,还能促进带钢在进行回火热处理时的性能一致性。
12、可选的,所述隔离仓内设置有用于监测并判断相邻两所述隔热片一为直挺、一为下端翘折状态的监测机构,以及用于控制该相邻两所述隔热片之间的所述柔性条对应的所述喷气嘴喷气的控制机构,所述监测机构与所述控制机构控制连接。
13、通过采用上述技术方案,监测机构通过对隔热片下端状态的监测识别出带钢边缘对应的相邻两隔热片以及带钢边缘部位出现的隔离缝隙,再通过控制机构对该相邻两隔热片之间的喷气嘴喷气以对该隔离缝隙部进行风幕隔离,实现了喷气机构对隔热帘隔热缝隙处的精准二次隔离,进一步控制喷气机构的能耗,降低隔离仓中长时间的气流涌动现象;且即使带钢宽度发生变化,喷气机构也能自动适配,提高了本技术的电加热设备对不同型号的带钢的自适应效果。
14、可选的,所述监测机构包括固接在所述隔热片底端的拉索和固接在所述拉索顶端的控制块,所述隔离仓上部固接有多个分别套设于多个所述控制块周侧的控制座,所述控制座上设置有与所述控制块呈相对设置的压力传感器,所述控制座上还设置有用于驱使所述控制块靠近/远离所述压力传感器的复位件。
15、通过采用上述技术方案,当隔热片下端呈直挺状态时,其下端通过拉索拉动控制块抵贴或者远离压力传感器,使得压力传感器发出或者不发出电信号;反之,当隔热片下端被带钢顶起翘折时,控制块在复位件的作用下远离或者抵贴压力传感器,使得压力传感器不发出或者发出电信号;这样通过对相邻的两个压力传感器发出的电信号进行对比,就可以识别出带钢边缘处对应的相邻两个隔热片,且识别机构简单、识别精度高。
16、可选的,所述控制机构用于接收多个所述压力传感器电信号并寻找输出电信号不同的一组相邻两个所述压力传感器,而后控制该相邻两所述压力传感器之间的所述柔性条对应的所述喷气嘴喷气。
17、通过采用上述技术方案,控制机构通过对多个压力传感器的电信号分析可以精准识别出带钢边缘部位,进而控制该部位对应的喷气嘴工作,实现对隔热帘隔离缝隙的精准二次风幕隔离。
18、可选的,所述控制机构控制所述喷气嘴喷气时还同步控制该所述喷气嘴两侧的至少两个所述喷气嘴喷气。
19、通过采用上述技术方案,控制机构控制隔热帘隔离缝隙处的至少三个喷气嘴喷出风幕,增大了风幕的横向作用面积,尽可能确保了风幕对隔热帘隔离缝隙的全面隔离效果。
20、可选的,所述隔热片下端安装有配重块。
21、通过采用上述技术方案,配重块的设置确保了隔热片在下垂时的直挺度,使得监测机构的监测效果更加灵敏。
22、可选的,所述隔离仓底部于所述承托辊轴向两端均设置有回风嘴,所述回风嘴下端连接有自由端延伸至所述电加热炉中的导风管。
23、通过采用上述技术方案,回风嘴可对风幕进行有效回收,能有效改善隔离仓中喷气机构在持续工作时导致的仓内气流涌动的现象。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.设置的隔热帘可以对隔离仓中的气流进行一定程度的隔绝,以改善带钢在运动时带动气流涌动而影响电加热炉入口端温度的现象;并且喷气机构还可以对隔热帘的隔热缝隙进行二次隔离防护,确保了隔离仓的有效隔热效果,能显著降低上一工序中余热对电加热炉中温度的影响,有效保障了回火热处理效果;
26、2.多个隔热片两两之间通过柔性条连接,使得隔热帘在带钢边缘处的翘折角度更小,且将边缘处的柔性条宽大调大,可以在确保柔性条对相邻两个隔热片进行稳定连接的同时,降低该两个不同状态的隔热片下端之间的缝隙,减少气流影响,提高隔热帘的隔热效果;
27、3.带钢边缘部对应的两个隔热片一个下端呈直挺状态、一个下端呈翘折状态,可以通过监测机构监测出来并经由控制机构识别以及控制对应的喷气嘴工作,一方面使得本技术能自动精准识别不同宽度带钢的边缘部分,并控制对应的喷气嘴工作喷出风幕以对隔热帘的隔离缝隙进行二次隔离防护;另一方面,控制机构可以对多个喷气嘴的工作状态进行精准控制,以降低能耗和隔离仓中的气流涌动对隔热帘的隔热效果的影响。
- 还没有人留言评论。精彩留言会获得点赞!