一种自动定位水磨机及使用方法与流程
本发明涉及加工设备,特别是涉及一种自动定位水磨机及使用方法。
背景技术:
1、在鱼竿加工过程中,需打磨鱼竿表面,以便喷涂油漆,当前技术中是使用人工用手拿住鱼竿往设备砂带上根据目测工作,一人一机使用,生产出的产品打磨表面不均匀,尺寸不固定,存在打磨效率低,打磨质量差的问题。
技术实现思路
1、本发明针对现有鱼竿打磨加工,存在打磨效率低,打磨质量差的技术问题,提供一种自动定位水磨机及使用方法,包括上料框架、装料平台、上料传动组件、多级筛料组件、引导接料组件和推拉气缸,在整个料竿的加工过程中实现了全自动的加工方式,提高了加工的精度和工作的效率,解放了大量的人力劳动。
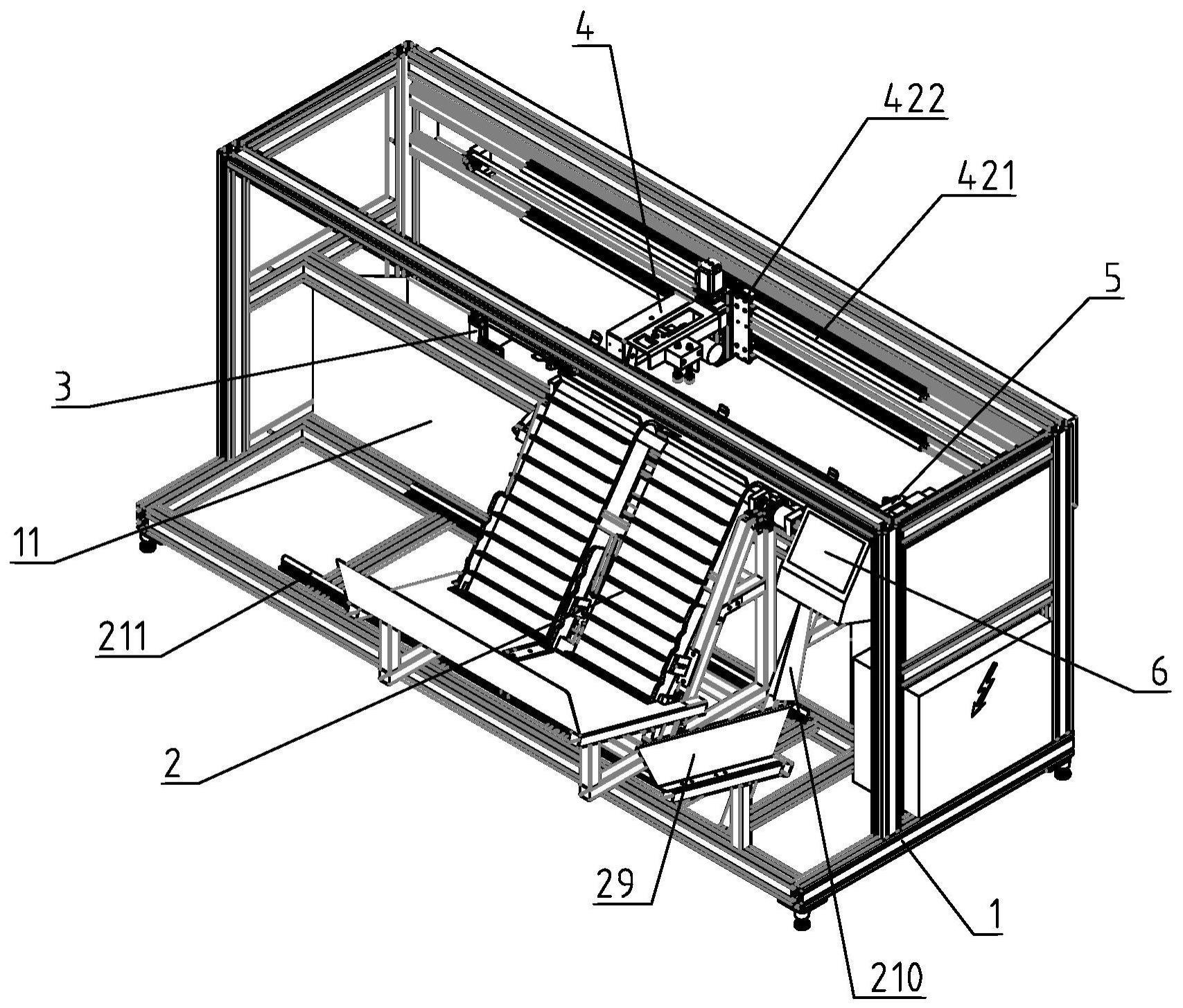
2、为此,本发明的技术方案是,一种自动定位水磨机,其包括机架、上料机构、托举机构、打磨机构、动力旋转机构和操作台,上料机构安装于机架的前端,用于竿料的筛选和自动上料,托举机构安装于上料机构的后方,用于竿料的接料和托举,打磨机构安装于机架的后端,用于竿料表面的打磨处理,操作台安装于机架上,用于自动定位水磨机的开启和控制。
3、优选地,上料机构包括上料框架、装料平台、上料传动组件、多级筛料组件、引导接料组件和推拉气缸,上料框架的前端设有装料平台,装料平台与水平面之间设有夹角,装料平台的中部设有上料气缸;引导接料组件包括接料转轴,接料转轴通过轴承和轴承座安装于上料框架上,接料转轴设有间隔的接料连接板,接料连接板上固定设有接料滑板,接料滑板的末端设有接料弯折部;推拉气缸的一端与上料框架固定连接,推拉气缸的另一端通过推拉连接板与接料滑板连接。
4、优选地,接料滑板的一侧设有接料传感器,上料机构的顶部设有上料传感器;上料框架的一侧设有上料侧板和齐杆侧板,上料框架的下方设有上料滑轨和上料滑块,上料滑轨与上料滑块滑动连接,上料滑轨与机架固定连接。
5、优选地,托举机构包括托举支架,托举支架固定安装在机架上,托举支架的一个端面设有托举气缸,托举气缸的活塞杆上安装有托轮固定板,托轮固定板上固定设有两个托轮,托轮通过旋转轴与托轮固定板旋转连接,托举支架的另一个端面设有卸料板,卸料板的顶端设有卸料斜面。
6、优选地,打磨机构包括滑台安装板,滑台安装板的后端面设有横向位移传动组件,滑台安装板的前端面设有滑台组件,滑台组件包括滚珠滑台,滚珠滑台与滑台安装板固定连接,滚珠滑台上设有上连接板和下连接板,上连接板和下连接板之间设有纵向滑轨,纵向滑轨与滚珠滑台固定连接,上连接板和下连接板中部设有丝杠,丝杠通过轴承与上连接板和下连接板旋转连接,丝杠上安装有丝杠滑块,滑台安装板的上端设有升降电机,升降电机通过电机安装板与滑台安装板固定连接,升降电机的输出端与丝杠连接,升降电机通过丝杠驱动丝杠滑块上下运动。
7、优选地,丝杠滑块上固定设有打磨支撑架,打磨支撑架上设有打磨电机和从动轮,打磨电机的输出端设有主动轮,主动轮与从动轮通过砂带连接,从动轮通过涨紧板与打磨支撑架连接,砂带的内部设有砂带角度调节轮,砂带角度调节轮通过砂带角度调节杆与打磨支撑架固定连接。
8、优选地,打磨支撑架上还设有压杆连接板,压杆连接板上安装有压杆气缸,压杆气缸的活塞杆上安装有托轮固定板,托轮固定板上固定设有两个托轮,托轮通过旋转轴与托轮固定板旋转连接。
9、优选地,动力旋转机构包括旋转底座,旋转底座通过底座滑块、底座滑轨与机架滑动连接,旋转底座的下端设有旋转电机,旋转底座的上端设有旋转轴座,旋转轴座的中部设有旋转主轴,旋转主轴与旋转电机通过皮带传动连接,旋转主轴的前端设有抓手气缸,抓手气缸上安装有抓手,旋转主轴的后端设有气动滑环,气动滑环通过滑环固定板与旋转轴座连接。
10、优选地,打磨机构和动力旋转机构的数量分别为两个,两个打磨机构上下排列,两个动力旋转机构左右分布。
11、一种自动定位水磨机及使用方法,采用上述的自动定位水磨机,具体步骤如下:
12、s1.对自动定位水磨机进行初始化设置,操作台中设置料竿的长度,设置料竿的直径,设置打磨的位置,设置打磨的时间,设置打磨砂带的角度;根据料竿的长度调整上料机构的初始位置,根据料竿的长度调整托举机构的初始位置,根据料竿的直径调整筛料板在筛料固定板上的安装高度;
13、s2.打开启动开关,上料机构开始工作,在上料传动组件的传动运转下,输料板开始上升并将料竿从装料平台中带走,若一个输料板带走多根料竿,在经过筛料板的筛选后,把输料板上多余的料竿筛落下去,每个输料板只留下一根鱼竿料竿;
14、s3.在料竿的上料过程中,上料气缸将装料平台上的料竿顶起,以辅助上料;在料竿的上料过程中,料竿的一端先经过上料侧板初步对齐,后经过齐杆侧板在提升过程中对齐;
15、s4.当上料传感器检测料竿上料到位并将信号传递给操作台,操作台通过指令控制上料传动组件停止转动;
16、s5.此时,推拉气缸控制引导接料组件处于抬起状态,料竿沿着接料滑板滑落至接料滑板的末端的接料弯折部;
17、s6.当接料传感器检测接料滑板上有料竿时,推拉气缸控制引导接料组件向下旋转放下,料竿被放入托举机构的托轮上;
18、s7.压杆气缸驱动托轮压住料竿;
19、s8.操作台通过动力旋转机构的驱动丝杠组件控制动力旋转机构的进给,动力旋转机构抓取料竿,并驱动料竿旋转;
20、s9.打磨机构的升降电机驱动打磨支撑架下降,打磨支撑架下降至砂带与料竿压紧时,压杆气缸上升,打磨电机开始工作;操作台控制打磨机构依次完成多个位置的打磨;
21、s10.打磨完成后托举气缸下降,料竿落到卸料板的卸料斜面上,料竿沿着卸料斜面落入回收盒;
22、s11.推拉气缸控制引导接料组件向上旋转抬起,等待下一个料竿的上料,如此循环进行。
23、本发明的有益效果是,操作台能够对自动定位水磨机进行初始化设置,包括料竿长度设置,打磨位置设置,打磨时间设置,打磨砂带的角度设置。以适应不同长度、不同锥度料竿的自动定位打磨加工。
24、将料竿放置到上料机构的装料平台上,料竿在重力的作用下滑向上料传动组件,料竿还可以通过上料气缸的抬升辅助上料,上料传动组件运转后带动料竿上升,上升过程中通过多级筛料组件推出多余的料竿;料竿经过引导接料组件滑落至接料滑板上,推拉气缸回收,引导接料组件向下旋转,料竿落入托举机构的两个托轮的中间位置,压杆气缸驱动两个托轮压住料竿;操作台通过动力旋转机构的驱动丝杠组件控制动力旋转机构的进给,动力旋转机构抓取料竿,并驱动料竿旋转;打磨机构的升降电机驱动打磨支撑架下降,打磨支撑架下降至砂带与料竿压紧时,压杆气缸上升,打磨电机开始工作,操作台控制打磨机构依次完成多个位置的打磨;打磨完成后托举气缸下降,料竿落到卸料板的卸料斜面上,料竿沿着卸料斜面落入回收盒;推拉气缸升起,引导接料组件向上旋转,等待下一个料竿的上料。
25、在整个料竿的加工过程中实现了全自动的加工方式,并且能够针对不同长度的料竿调整自上料机构的工作初始位置,通过操作台控制打磨机构的自动定位和自动打磨,进而提高了加工的精度和加工的效率,解放了大量的人力劳动。
- 还没有人留言评论。精彩留言会获得点赞!