一种快速脱模的汽车铝合金支架压铸装置的制作方法
本发明涉及汽车配件,具体是涉及一种快速脱模的汽车铝合金支架压铸装置。
背景技术:
1、汽车铝合金支架是汽车采用的配件,因此汽车铝合金支架通过专门的压铸设备来进行生产,现有的压铸设备中的汽车铝合金支架在压铸成型后会卡在模具中,使得生产人员难以将压铸成型的产品取下来,从而导致工作效率低下。
2、中国专利cn213496405u所公开的一种汽车支架压铸模具钢,包括第一压铸模具本体、底座、振动装置、第二压铸模具本体,所述第一压铸模具本体底部安装有底座,所述底座顶部固定连接滚轮基座,所述滚轮基座顶部外表面套接滚轮,所述滚轮顶部设有滑动板,所述滑动板一侧固定连接第一滑动轴,所述第一滑动轴外表面套接第一滑动套环,所述第一滑动轴一端固定连接第一弹簧基座,所述第一弹簧基座一侧内壁安装有第一伸缩杆,所述第一伸缩杆外表面套接第一弹簧,本实用新型结构简单,具有防止钢水的注入不均匀表面会形成堆积,不平整的表面会导致成型后,产品表面会有突起的优点,提高最终产品的质量。
3、上述中的现有技术方案存在以下缺陷:该压铸模具中的汽车支架在压铸成型后会卡在模具中,无法使得成型的压铸件与模具之间快速脱离,这样会导致下料不便,从而导致工作效率低,由于汽车支架是以金属液体的形式注入模具中进行压铸,使得该模具在压铸过程中其温度非常高,因为没有专门的冷却装置,从而使得模具中的压铸件成型的速度会降低,从而影响生产效率。
技术实现思路
1、针对现技术所存在的问题,提供一种快速脱模的汽车铝合金支架压铸装置,本申请通过脱离机构的设置,进而将成型的压铸件从压铸模具中快速脱离下来,进而便于操作人员将成型的压铸件取下来,通过冷却机构的设置,进而能够对压铸模具中的压铸件进行冷却,进而提高压铸件的成型速度,该装置不仅实现了压铸件的快速脱离,也提高了压铸件的成型速度。
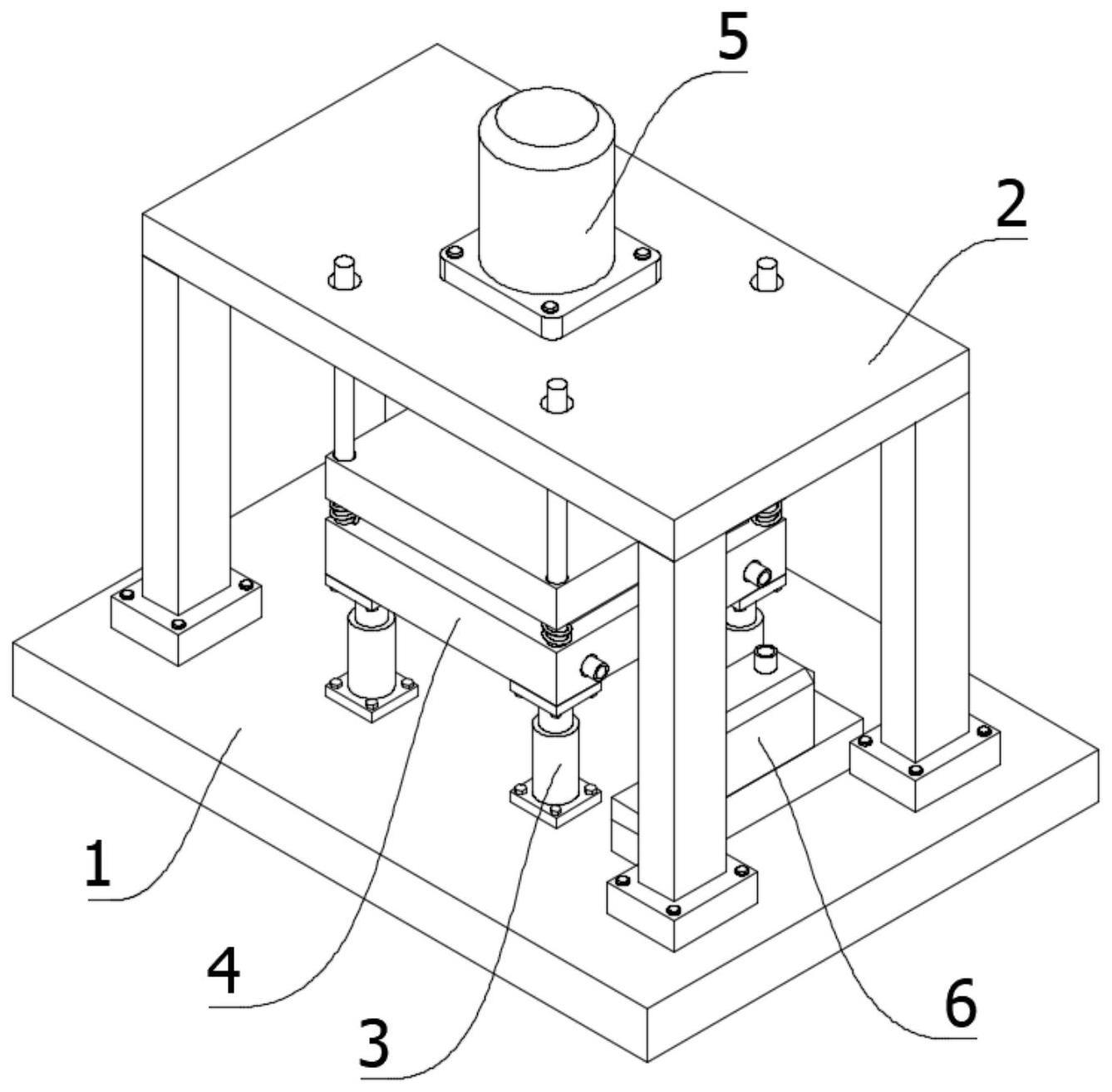
2、为解决现有技术问题,本发明提供一种快速脱模的汽车铝合金支架压铸装置,包括有底板和设置在底板上的安装架,所述底板的上方设置有压铸模具,压铸模具的底部四个边角均设置有一个缓冲机构,所述压铸模具的底部设置有脱离机构,缓冲机构的底部固定在底板上,所述安装架上设置有驱动机构,所述驱动机构的工作端设与压铸模具呈联动设置,所述压铸模具上设置有冷却机构。
3、优选的,所述压铸模具包括有上成型模块和下成型模块,所述上成型模块的顶部与驱动机构的工作端固定连接,所述下成型模块的底部与缓冲机构的缓冲端活动连接,所述下成型模块通过多个缓冲机构固定在底板上,下成型模块位于上成型模块的正下方,所述上成型模块的底部开设有安装槽,所述安装槽内开设有成型凸块,所述下成型模块靠近上成型模块的一端开设有与成型凸块嵌合的成型槽。
4、优选的,所述下成型模块的成型槽中开设有贯穿下成型模块底部的通孔,所述脱离机构包括有固定架、升降件和顶柱,所述固定架设置在下成型模块的底部,所述升降件安装在固定架上,升降件的输出端向上设置,所述顶柱的一端能够上下移动的插设在下成型模块所开设的通孔中,顶柱的另一端与升降件的升降端固定连接。
5、优选的,所述升降件包括有升降气缸和升降板,所述升降气缸设置在固定架上,升降气缸的输出端向上设置,所述升降板设置在升降气缸的上方,升降板的底部中间处与升降气缸的输出端固定连接,升降板的顶部与顶柱的底部固定连接。
6、优选的,所述驱动机构包括有下压组件和引导组件,所述下压组件设置在安装架上,下压组件的输出端向下设置,所述下压组件的输出端与上成型模块的顶部固定连接,所述引导组件具有多个分别设置在下成型模块的顶部四个边角处,引导组件的一端与下成型模块的顶部抵接,引导组件的另一端向上设置穿过上成型模块与安装架连接。
7、优选的,所述下压组件包括有下压气缸、下压杆和连接板,下压气缸设置在安装架上,下压气缸的输出端向下设置,所述下压杆呈竖直状设置在下压气缸的输出端,所述连接板设置在上成型模块与下杆之间,连接板的底部与上成型模块固定连接,连接板的顶部与下压杆远离下压气缸的一端固定连接。
8、优选的,所述下成型模块的顶部四个边角处均开设有安装孔,所述上成型模块上开设有与下成型模块所开设的安装孔对应的引导孔,所述引导组件包括有引导杆和抵接弹簧,所述引导杆呈竖的一端插设在下成型模块所开设的安装孔中,引导杆的另一端向上穿过与上成型模块中对应的引导孔向上延伸,所述抵接弹簧套设在引导杆的外部,抵接弹簧位于上成型模块与下成型模块之间。
9、优选的,所述下成型模块的侧面开设有两个冷却通道,其两个冷却通道均与冷却机构呈连接设置。
10、优选的,所述冷却机构包括有蓄水箱、冷却循环机和循环水管,所述蓄水箱设置在底板上,所述冷却循环机安装在蓄水箱上,冷却循环机的输入与蓄水箱呈连通设置,所述循环水管设置在下成型模块所开设的冷却通道中,循环水管的进水口与冷却循环机的输出端连接,循环水管的出水口与蓄水箱连接。
11、优选的,所述缓冲机构包括有安装板、套管、插杆、抵接板和缓冲弹簧,所述安装板设置在底板上,所述插杆活动插设在套管中,所述抵接板呈水平状设置在压铸模具的底部,抵接板远离压铸模具的一侧与插杆的一端固定连接,所述缓冲弹簧设置在套管内,缓冲弹簧的一端与插杆远离抵接板的一端抵接,缓冲弹簧的另一端与套管的底部抵接。
12、本发明相比较于现有技术的有益效果是:本申请通过脱离机构的设置,进而将成型的压铸件从压铸模具中快速脱离下来,进而便于操作人员将成型的压铸件取下来,通过冷却机构的设置,进而能够对压铸模具中的压铸件进行冷却,进而提高压铸件的成型速度,该装置不仅实现了压铸件的快速脱离,也提高了压铸件的成型速度。
技术特征:
1.一种快速脱模的汽车铝合金支架压铸装置,其特征在于,包括有底板(1)和设置在底板(1)上的安装架(2),所述底板(1)的上方设置有压铸模具(4),压铸模具(4)的底部四个边角均设置有一个缓冲机构(3),所述压铸模具(4)的底部设置有脱离机构(7),缓冲机构(3)的底部固定在底板(1)上,所述安装架(2)上设置有驱动机构(5),所述驱动机构(5)的工作端设与压铸模具(4)呈联动设置,所述压铸模具(4)上设置有冷却机构(6)。
2.根据权利要求2所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述压铸模具(4)包括有上成型模块(41)和下成型模块(42),所述上成型模块(41)的顶部与驱动机构(5)的工作端固定连接,所述下成型模块(42)的底部与缓冲机构(3)的缓冲端活动连接,所述下成型模块(42)通过多个缓冲机构(3)固定在底板(1)上,下成型模块(42)位于上成型模块(41)的正下方,所述上成型模块(41)的底部开设有安装槽(412),所述安装槽(412)内开设有成型凸块(413),所述下成型模块(42)靠近上成型模块(41)的一端开设有与成型凸块(413)嵌合的成型槽(423)。
3.根据权利要求1或2所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述下成型模块(42)的成型槽(423)中开设有贯穿下成型模块(42)底部的通孔(424),所述脱离机构(7)包括有固定架(71)、升降件(72)和顶柱(73),所述固定架(71)设置在下成型模块(42)的底部,所述升降件(72)安装在固定架(71)上,升降件(72)的输出端向上设置,所述顶柱(73)的一端能够上下移动的插设在下成型模块(42)所开设的通孔(424)中,顶柱(73)的另一端与升降件(72)的升降端固定连接。
4.根据权利要求3所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述升降件(72)包括有升降气缸(721)和升降板(722),所述升降气缸(721)设置在固定架(71)上,升降气缸(721)的输出端向上设置,所述升降板(722)设置在升降气缸(721)的上方,升降板(722)的底部中间处与升降气缸(721)的输出端固定连接,升降板(722)的顶部与顶柱(73)的底部固定连接。
5.根据权利要求1或2所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述驱动机构(5)包括有下压组件(51)和引导组件(52),所述下压组件(51)设置在安装架(2)上,下压组件(51)的输出端向下设置,所述下压组件(51)的输出端与上成型模块(41)的顶部固定连接,所述引导组件(52)具有多个分别设置在下成型模块(42)的顶部四个边角处,引导组件(52)的一端与下成型模块(42)的顶部抵接,引导组件(52)的另一端向上设置穿过上成型模块(41)与安装架(2)连接。
6.根据权利要求5所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述下压组件(51)包括有下压气缸(511)、下压杆(512)和连接板(513),下压气缸(511)设置在安装架(2)上,下压气缸(511)的输出端向下设置,所述下压杆(512)呈竖直状设置在下压气缸(511)的输出端,所述连接板(513)设置在上成型模块(41)与下杆之间,连接板(513)的底部与上成型模块(41)固定连接,连接板(513)的顶部与下压杆(512)远离下压气缸(511)的一端固定连接。
7.根据权利要求5所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述下成型模块(42)的顶部四个边角处均开设有安装孔(421),所述上成型模块(41)上开设有与下成型模块(42)所开设的安装孔(421)对应的引导孔(411),所述引导组件(52)包括有引导杆(521)和抵接弹簧(522),所述引导杆(521)呈竖的一端插设在下成型模块(42)所开设的安装孔(421)中,引导杆(521)的另一端向上穿过与上成型模块(41)中对应的引导孔(411)向上延伸,所述抵接弹簧(522)套设在引导杆(521)的外部,抵接弹簧(522)位于上成型模块(41)与下成型模块(42)之间。
8.根据权利要求2所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述下成型模块(42)的侧面开设有两个冷却通道(422),其两个冷却通道(422)均与冷却机构(6)呈连接设置。
9.根据权利要求1或8所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述冷却机构(6)包括有蓄水箱(61)、冷却循环机(62)和循环水管(63),所述蓄水箱(61)设置在底板(1)上,所述冷却循环机(62)安装在蓄水箱(61)上,冷却循环机(62)的输入端与蓄水箱(61)呈连通设置,所述循环水管(63)设置在下成型模块(42)所开设的冷却通道(422)中,循环水管(63)的进水口(631)与冷却循环机(62)的输出端连接,循环水管(63)的出水口(632)与蓄水箱(61)连接。
10.根据权利要求1所述的一种快速脱模的汽车铝合金支架压铸装置,其特征在于,所述缓冲机构(3)包括有安装板(31)、套管(32)、插杆(33)、抵接板(34)和缓冲弹簧(35),所述安装板(31)设置在底板(1)上,所述插杆(33)活动插设在套管(32)中,所述抵接板(34)呈水平状设置在压铸模具(4)的底部,抵接板(34)远离压铸模具(4)的一侧与插杆(33)的一端固定连接,所述缓冲弹簧(35)设置在套管(32)内,缓冲弹簧(35)的一端与插杆(33)远离抵接板(34)的一端抵接,缓冲弹簧(35)的另一端与套管(32)的底部抵接。
技术总结
本发明涉及汽车配件技术领域,具体是涉及一种快速脱模的汽车铝合金支架压铸装置,包括有底板和设置在底板上的安装架,所述底板的上方设置有压铸模具,压铸模具的底部四个边角均设置有一个缓冲机构,所述压铸模具的底部设置有脱离机构,缓冲机构的底部固定在底板上,所述安装架上设置有驱动机构,所述驱动机构的工作端设与压铸模具呈联动设置,所述压铸模具上设置有冷却机构,本申请通过脱离机构的设置,进而将成型的压铸件从压铸模具中快速脱离下来,进而便于操作人员将成型的压铸件取下来,通过冷却机构的设置,进而能够对压铸模具中的压铸件进行冷却,进而提高压铸件的成型速度,该装置不仅实现了压铸件的快速脱离,也提高了压铸件的成型速度。
技术研发人员:华吉,华青青,华胜,华博文
受保护的技术使用者:宁波吉胜铸业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!