免热处理压铸铝合金及其制备方法和应用与流程
本公开涉及压铸铝合金,具体地,涉及一种免热处理压铸铝合金及其制备方法和应用。
背景技术:
1、铝合金以密度小、导热及流动性能好等优点而广泛应用在电机的压铸壳体中。当前工业应用最多的压铸铝合金材料为al-si-cu系合金,具有优异的铸造性能和良好的力学性能。对于大功率电机,平衡盘承受较大的拉应力,其中某些局部位置的应力甚至超过300mpa,同时伸长率要求≥1%,如果使用常规的材料,势必需要加大壁厚,否则无法满足新能源汽车电机平衡盘、旋变端盖等强度要求较高铸件的使用要求。alsi10mnmg、almg5si2等高性能铝合金材料,通过控制合金元素含量及热处理工艺可以获得优异的力学性能。但此类合金需要高纯的新料来制备、成本高,且对于大型复杂压铸件而言,如果经过热处理,其中淬火工序使得工件壁厚不均的部位产生局部变形,需要精整工序,既费时又费力。目前,相关技术中的压铸铝合金材料均存在强度低、轻量化效果差等不足。
技术实现思路
1、本公开的目的是提供一种免热处理压铸铝合金及其制备方法和应用,以提升压铸铝合金强度。
2、为了实现上述目的,本公开第一方面,提供一种免热处理压铸铝合金,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:10.0~12.0重量%的si,0.9~1.5重量%的mg,2.5~3.5重量%的cu,0.4~0.8重量%的mn,0.9~1.5重量%的zn,0.1~0.2重量%的ti,0.03~0.06重量%的sr,小于或等于0.18重量%的fe,小于或等于0.15重量%的稀土元素,小于或等于0.1重量%的其他杂质元素和余量的al,其中,所述稀土元素为sm和/或y。
3、可选地,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:10.0~12.0重量%的si,1.0~1.4重量%的mg,3.0~3.3重量%的cu,0.03~0.06重量%的y,0.03~0.06重量%的sm,0.4~0.55重量%的mn,0.9~1.5重量%的zn,0.1~0.2重量%的ti,0.03~0.06重量%的sr,0.12~0.16重量%的fe,小于或等于0.05重量%的其他杂质元素和余量的al。
4、可选地,sm与y的重量比为(0.8~1.2):1,mg与cu的重量比为(0.32~0.45):1。
5、可选地,所述压铸铝合金的屈服强度为240~280mpa,极限抗拉强度为330~380mpa,延伸率为1~4%。
6、本公开第二方面,提供一种适用于本公开第一方面所述的免热处理压铸铝合金的制备方法,包括:
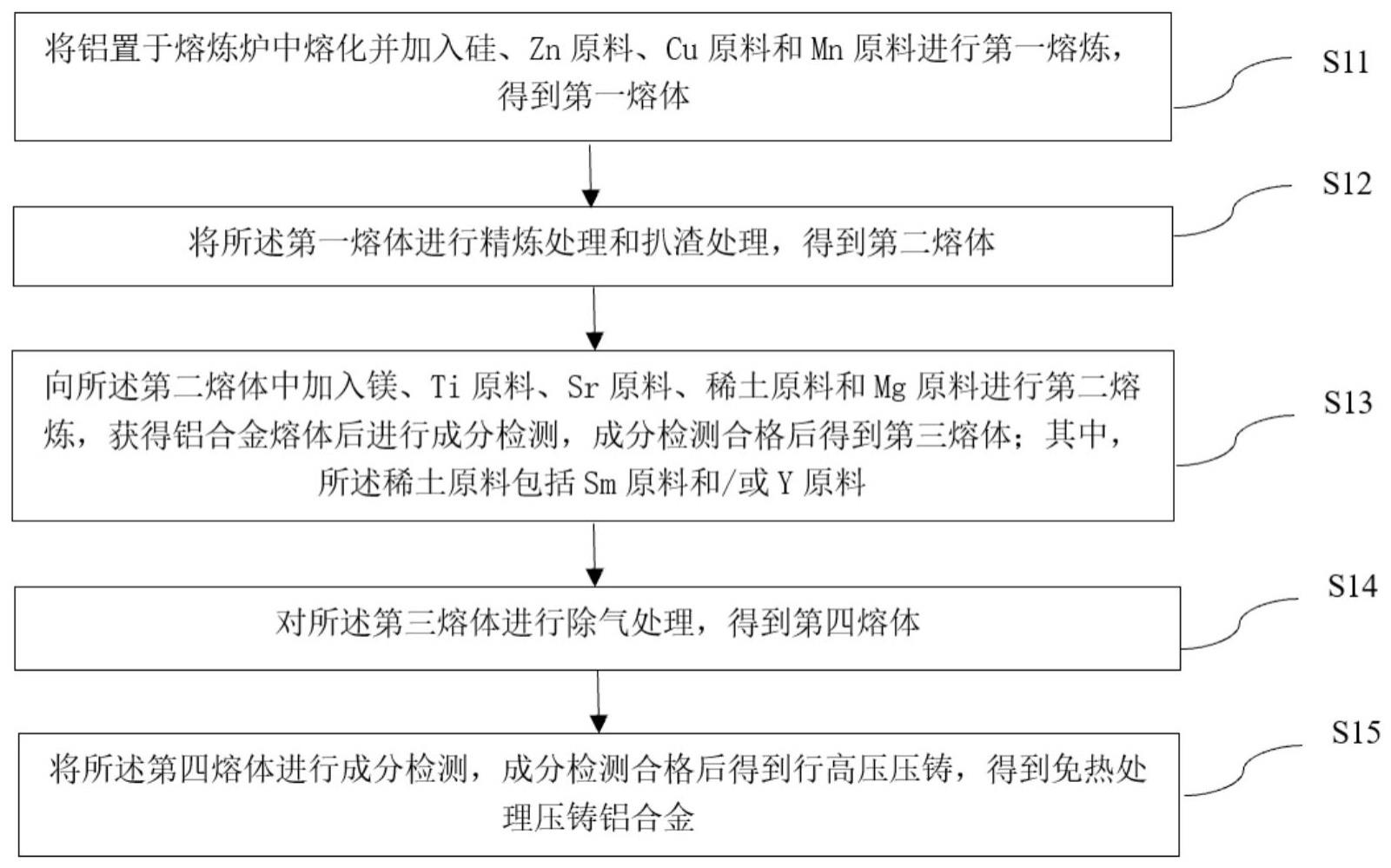
7、将铝置于熔炼炉中熔化并加入硅、zn原料、cu原料和mn原料进行第一熔炼,得到第一熔体;
8、将所述第一熔体进行精炼处理和扒渣处理,得到第二熔体;
9、向所述第二熔体中加入镁、ti原料、sr原料、稀土原料和mg原料进行第二熔炼,获得铝合金熔体后进行成分检测,成分检测合格后得到第三熔体;其中,所述稀土原料包括sm原料和/或y原料;
10、对所述第三熔体进行除气处理,得到第四熔体;
11、将所述第四熔体进行成分检测,成分检测合格后得到行高压压铸,得到免热处理压铸铝合金。
12、可选地,所述zn原料为al-zn系合金;所述cu原料为al-cu系合金;所述mn原料为al-mn系合金;所述ti原料为al-ti系合金;所述sr原料为al-sr系合金;所述sm原料为al-sm系合金;所述mg原料为纯镁锭和/或mg-y系合金,所述y原料为mg-y系合金。
13、可选地,所述al-zn系合金为al-10zn中间合金;所述al-cu系合金为al-50cu中间合金;所述al-mn系合金为al-20mn中间合金;所述al-ti系合金为al-5ti中间合金;所述al-sr系合金为al-5sr中间合金;所述al-sm系合金为al-20sm中间合金;所述mg-y系合金为mg-30y中间合金。
14、可选地,所述第一熔炼的温度为770~790℃;
15、所述第二熔炼的温度为750~760℃。
16、可选地,所述精炼处理包括:向所述第一熔体中通入带有精炼剂粉末的惰性气体气氛或氮气进行第一精炼,间隔50~60min后,再次通入所述带有精炼剂粉末的惰性气体气氛或氮气进行第二精炼;所述第一精炼和所述第二精炼的温度各自为750~760℃;所述惰性气体为氩气;
17、所述除气处理的条件包括:温度为750~760℃,时间为10~15min。
18、可选地,所述高压压铸的条件包括:压铸温度为690~700℃,压力为35~40mpa,高速位置为220~230mm,压射时间为6~8s,冷却时间为8~10s,压铸模具的厚度为3~7mm。
19、本公开第三方面,提供一种汽车车身结构件,包括压铸铝合金,所述压铸铝合金为本公开第一方面所述的免热处理压铸铝合金。
20、通过上述技术方案,本公开提供的免热处理压铸铝合金极限抗拉强度、屈服强度较现有汽车结构件合金有显著提升,适合于生产新能源电动汽车的高强度轻量化电机结构件。
21、本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种免热处理压铸铝合金,其特征在于,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:
2.根据权利要求1所述的压铸铝合金,其中,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:
3.根据权利要求1或2所述的压铸铝合金,其中,sm与y的重量比为(0.8~1.2):1,mg与cu的重量比为(0.32~0.45):1。
4.根据权利要求1所述的压铸铝合金,其中,所述压铸铝合金的屈服强度为240~280mpa,极限抗拉强度为330~380mpa,延伸率为1~4%。
5.一种适用于权利要求1~4任意一项所述的免热处理压铸铝合金的制备方法,其特征在于,包括:
6.根据权利要求5所述的制备方法,其中,所述zn原料为al-zn系合金;所述cu原料为al-cu系合金;所述mn原料为al-mn系合金;所述ti原料为al-ti系合金;所述sr原料为al-sr系合金;所述sm原料为al-sm系合金;所述mg原料为纯镁锭和/或mg-y系合金,所述y原料为mg-y系合金。
7.根据权利要求6所述的制备方法,其中,所述al-zn系合金为al-10zn中间合金;所述al-cu系合金为al-50cu中间合金;所述al-mn系合金为al-20mn中间合金;所述al-ti系合金为al-5ti中间合金;所述al-sr系合金为al-5sr中间合金;所述al-sm系合金为al-20sm中间合金;所述mg-y系合金为mg-30y中间合金。
8.根据权利要求5所述的制备方法,其中,所述第一熔炼的温度为770~790℃;
9.根据权利要求5所述的制备方法,其中,所述精炼处理包括:向所述第一熔体中通入带有精炼剂粉末的惰性气体气氛或氮气进行第一精炼,间隔50~60min后,再次通入所述带有精炼剂粉末的惰性气体气氛或氮气进行第二精炼;所述第一精炼和所述第二精炼的温度各自为750~760℃;所述惰性气体为氩气;
10.根据权利要求5所述的制备方法,其中,所述高压压铸的条件包括:压铸温度为690~700℃,压力为35~40mpa,高速位置为220~230mm,压射时间为6~8s,冷却时间为8~10s,压铸模具的厚度为3~7mm。
11.一种汽车车身结构件,其特征在于,包括权利要求1~4任意一项所述的免热处理压铸铝合金。
技术总结
本公开涉及一种免热处理压铸铝合金及其制备方法和应用,以所述压铸铝合金总重量为基准,所述压铸铝合金中包括:10.0~12.0重量%的Si,0.9~1.5重量%的Mg,2.5~3.5重量%的Cu,0.4~0.8重量%的Mn,0.9~1.5重量%的Zn,0.1~0.2重量%的Ti,0.03~0.06重量%的Sr,小于或等于0.18重量%的Fe,小于或等于0.15重量%的稀土元素,小于或等于0.1重量%的其他杂质元素和余量的Al,其中,所述稀土元素为Sm和/或Y。本公开提供的免热处理压铸铝合金极限抗拉强度、屈服强度较现有汽车结构件合金有显著提升,适合于生产新能源电动汽车的高强度轻量化电机结构件。
技术研发人员:张兴孟,陈孝督,程天杰,龚俊川,吴新星
受保护的技术使用者:小米汽车科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!