球阀球体工作面的加工打磨方法与流程
本发明属于球阀加工,具体涉及一种球阀球体工作面的加工打磨方法。
背景技术:
1、球阀,启闭件(球体)由阀杆带动,并绕球阀轴线作旋转运动的阀门。亦可用于流体的调节与控制,特别适用于含纤维、微小固体颗料等的介质。而多通球阀在管道上不仅可灵活控制介质的合流、分流、及流向的切换,同时也可关闭任一通道而使另外两个通道相连。本类阀门在管道中一般应当水平安装。球阀按照驱动方式分为:气动球阀,电动球阀,手动球阀。球阀球体为球阀内的启闭件。
2、现有技术中,在球阀的生产加工过程中,主要是通过夹持工装将球阀球体进行固定夹持,再通过打磨工具进行打磨,但是由于球阀球体本身的特性,在对球阀球体的通孔进行打磨加工后,需要将球阀球体取下,重新通过新的夹持工装对球阀球体外壁进行打磨加工,在重新固定夹持的过程中,球阀球体往往会因为重新定位出现错位、移位等问题。在更换夹持工装时出现的错位、移位等情况会影响加工精度,进而影响球阀质量,适应性差,实用性差。
技术实现思路
1、本发明实施例提供一种球阀球体工作面的加工打磨方法,旨在能够解决球阀球体的加工方式实用性差的问题。
2、为实现上述目的,本发明采用的技术方案是:提供一种球阀球体工作面的加工打磨方法,包括如下步骤:
3、固定准备,将待打磨的球阀球体清洗并干燥,将球阀球体置于辅助底座上;
4、位置确定,使设置在所述辅助底座上的第一夹持打磨机构伸入至球阀球体的通孔中,并在球阀球体的通孔中支撑球阀球体,使球阀球体上通孔的轴线呈水平设置;
5、内孔打磨,通过设置在所述辅助底座上的第二夹持打磨机构,在球阀球体的外部对所述位置确定步骤中固定的球阀球体进行夹持固定;随后所述第一夹持打磨机构解除对球阀球体中通孔的支撑并退出球阀球体的通孔,再重新进入球阀球体的通孔中,对球阀球体的通孔进行打磨;
6、外壁打磨,所述内孔打磨步骤完成后,所述第一夹持打磨机构继续通过球阀球体的通孔对球阀球体进行支撑,并带动球阀球体同步转动,随后通过所述第二夹持打磨机构对球阀球体的外壁进行打磨。
7、在一种可能的实现方式中,所述固定准备步骤中采用的所述辅助底座上具有供待打磨的球阀球体放置的托载结构,所述托载结构包括:
8、托载平台,设置在所述辅助底座上方,所述托载平台的顶部具有用于托起球阀球体的弧形凹槽;
9、托载伸缩结构,固设在所述辅助底座上,用于带动所述托载平台伸缩。
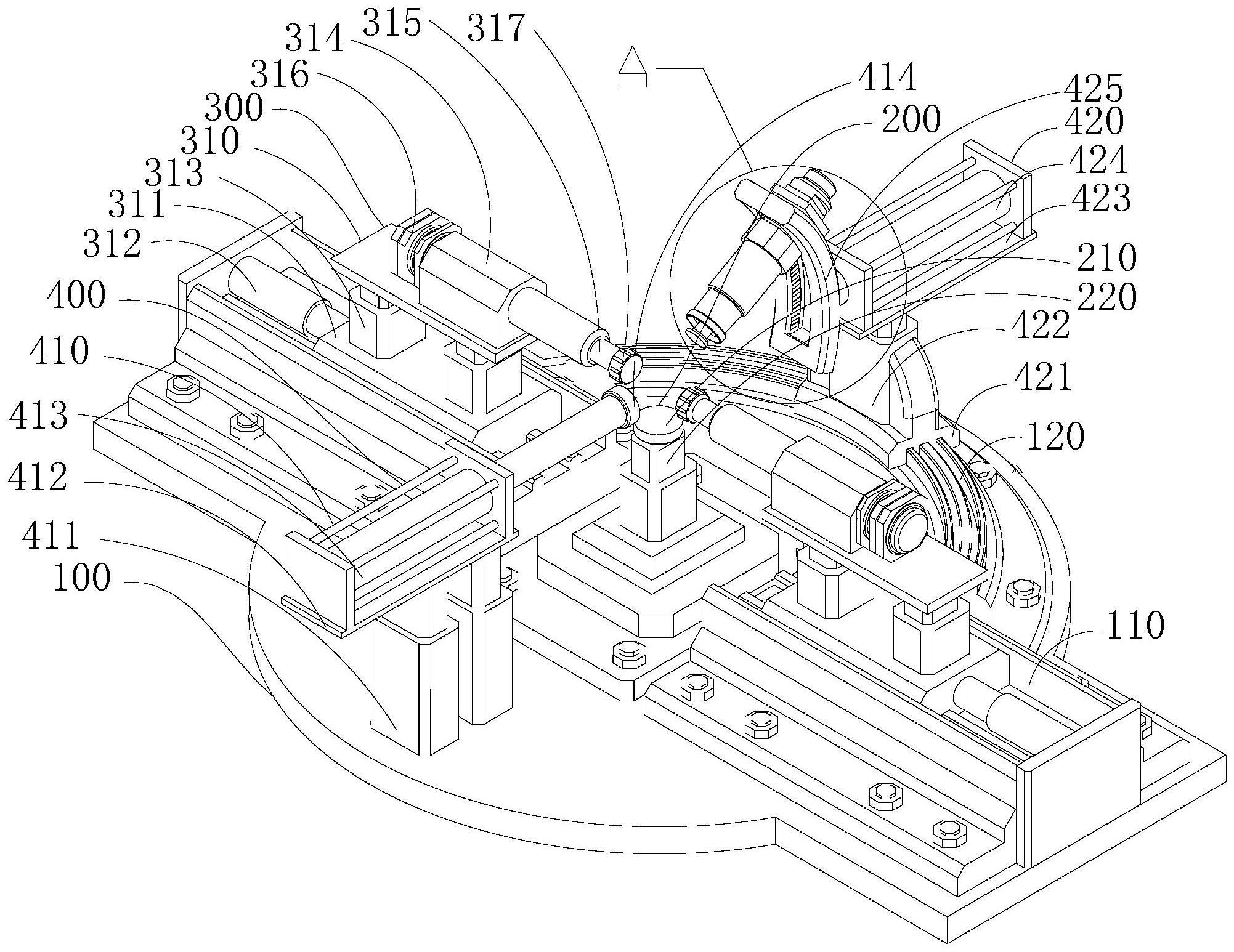
10、在一种可能的实现方式中,所述第一夹持打磨机构包括两个第一夹持打磨工装,两个所述第一夹持打磨工装沿着水平方向间隔设置在所述辅助底座上,且位于所述托载平台的两侧;
11、每个所述第一夹持打磨工装包括:
12、滑动底座,水平滑动设置在辅助底座上;
13、第一伸缩结构,设置在所述辅助滑座上,用于驱动所述滑动底座滑动;
14、第二伸缩结构,竖直设置在所述辅助滑座上;
15、连接座,设置在所述滑动底座的上方,且与通过第二伸缩结构与所述滑动底座相连;
16、第一转杆,沿着所述滑动底座的滑动方向设置,且与所述连接座转动连接,所述第一转杆的一端朝向所述托载平台方向伸出;
17、第一驱动器,固设在所述连接座上,且与所述第一转杆的另一端动力连接;
18、第一支撑打磨结构,设置在所述第一转杆的伸出端,用于伸入至待打磨的球阀球体的通孔中,以对待打磨的球阀球体进行支撑,或者对待打磨的的球阀球体的通孔进行打磨;
19、其中,所述辅助底座上设有供所述滑动底座滑动的限位滑腔。
20、在一种可能的实现方式中,所述第一支撑打磨结构包括:
21、套筒,具有筒腔;所述套筒与所述第一转杆同轴设置;
22、内筒,位于所述筒腔内,且与所述套筒同轴设置,所述内筒与套筒之间形成环形空腔,所述内筒与所述套筒可为一体连接;
23、滑动顶出块,设有多个,各所述滑动顶出块绕着所述套筒的轴线环形间隔设置,每个所述滑动顶出块的一端位于所述环形空腔中,另一端沿着所述套筒的径向穿过所述套筒的侧壁后伸出,在所述滑动顶出块的伸出端上具有打磨端面;
24、弹簧,设有多组,各组所述弹簧与各所述滑动顶出块一一对应设置,每组所述弹簧均位于所述环形空腔中,用于弹动对应的所述滑动顶出块具有向所述环形空腔内滑动的趋势;
25、气囊,环形套设在所述内筒外周,且位于所述环形空腔中,所述气囊具有充放气口,所述气囊用于充气后,推动各所述滑动顶出块向所述环形空腔外滑动;
26、其中,所述套筒的侧壁上设有多个分别与各所述滑动顶出块一一对应的滑口,且设有供所述气囊的充放气口露出的操作口。
27、在一种可能的实现方式中,所述内孔打磨步骤中采用的所述第二夹持打磨机构包括:
28、辅助定位结构,固设在所述辅助底座上;
29、第二夹持打磨结构,固设在所述辅助底座上,用于在内孔打磨步骤的过程中与所述辅助定位结构共同对所述位置确定步骤得到的待打磨球阀球体进行夹持固定,且在所述外壁打磨步骤中对对球阀球体的外壁进行打磨。
30、在一种可能的实现方式中,每个所述辅助定位结构包括:
31、第三伸缩结构,所述第三伸缩结构的固定端固设在所述辅助底座上,所述第三伸缩结构的伸缩端沿竖直方向向上伸出;
32、辅助定位连接板,水平设置,并设置在所述第三伸缩结构的伸缩端上;
33、第四伸缩结构,所述第四伸缩结构的固定端固设在所述辅助定位连接板上,所述第四伸缩结构的伸缩端沿水平方向朝向所述托载平台伸出;
34、第一顶紧盘,设置在所述第四伸缩结构的伸缩端上。
35、在一种可能的实现方式中,所述第二夹持打磨结构包括;
36、弧形滑座,弧形滑动设置在所述辅助底座上,所述弧形滑座上设有与所述辅助底座动力连接的第一动力部件;
37、第五伸缩结构,竖直设置所述弧形滑座上;
38、第二连接板,位于所述弧形滑座的上方,且与所述第五伸缩结构相连,以在所述第五伸缩结构的带动下升降移动;
39、第六伸缩结构,固设在所述第二连接板上,具有可朝向待打磨球阀球体方向伸出的伸缩端;
40、夹持打磨部件,设置在所述第六伸缩结构的伸缩端上,用于与所述辅助定位结构共同对待打磨球阀球体进行夹持固定,或者对对球阀球体的外壁进行打磨;
41、其中,所述辅助底座上设有供所述弧形滑座滑动的第一弧形滑轨,所述第一弧形滑轨的轴线与所述托载平台上放置的待打磨球阀球体竖直方向的中轴线共线设置。
42、在一种可能的实现方式中,所述夹持打磨部件包括:
43、辅助弧形座,固设在所述第六伸缩结构的伸缩端上,具有弧形滑道;
44、连接滑座,滑动设置在所述弧形滑道上,所述连接滑座上设有与所述辅助弧形座动力连接的第二动力部件;
45、第二转杆,转动连接在所述连接滑座上,且转动轴线沿着弧形滑道的径向设置,所述第二转杆的一端朝向所述托载平台方向伸出,所述第二转杆的伸出端设有打磨圆盘;
46、第二驱动器,设置在所述连接滑座上,且与所述第二转杆的另一端动力连接;
47、固定筒,同轴套设在所述第二转杆上,并与所述连接滑座固定连接;
48、滑动筒,套设在所述第二转杆上,并滑动连接在所述固定筒内,与所述固定筒同轴设置;
49、第七伸缩结构,设置在所述固定筒内,所述第七伸缩结构的固定端固设在所述固定筒上,所述第七伸缩结构的伸缩端连接在所述滑动筒上。
50、本实现方式中,与现有技术相比,设置了固定准备步骤,可以通过辅助底座承托清洗并干燥后的待打磨的球阀球体;设置了位置确定步骤,可以通过辅助底座上的第一夹持打磨机构,对球阀球体的通孔找正并在球阀球体的通孔内部撑开并抵接在通孔的内壁上,可以使球阀球体上通孔的轴线呈水平设置;设置了内孔打磨步骤,可以通过设置在辅助底座上的第二夹持打磨机构,对位置确定步骤中固定的球阀球体的外部进行夹持固定,在第二夹持打磨机构夹持固定后,可以使第一夹持打磨机构解除对球阀球体中通孔的支撑并退出球阀球体的通孔,再重新进入球阀球体的通孔中,对球阀球体的通孔进行打磨;设置了外壁打磨步骤,可以在内孔打磨步骤完成后,通过第一夹持打磨机构对球阀球体的通孔进行抵接支撑,并带动球阀球体同步转动,再通过第二夹持打磨机构对球阀球体的外壁进行打磨,可以在对球阀球体的外壁定位后,对球阀球体的通孔进行打磨,可以在对球阀球体的通孔定位后,对球阀球体的外壁进行打磨,解决了球阀球体的加工方式实用性差的问题,适应性好,实用性好。
- 还没有人留言评论。精彩留言会获得点赞!