一种不同屈服强度的590MPa级热镀锌双相钢及其制备方法与流程
本发明涉及钢板加工,尤其涉及一种不同屈服强度的590mpa级热镀锌双相钢及其制备方法。
背景技术:
1、随着汽车轻量化的发展,汽车高强钢的应用比例越来越高,热镀锌双相钢以其优异的耐蚀性能、低屈强比、优良的延展性和易加工成型性成为了汽车零部件的重要品种之一。
2、由于客户加工成型的方式和用途各异,对产品的性能要求也不一样,例如冲压用途的零部件希望屈服强度越低越好,能够实现较深要求的冲压零部件加工要求;而辊压用途的零部件希望屈服强度高一点好,能够提供搞好的安全性能。
3、目前一般通过调整合金元素或光整延伸率来控制不同屈服强度的双相钢生产,然后上述工艺存在生产成本高、效果差的技术问题。
4、综上所述,急需要一种不同屈服强度的590mpa级热镀锌双相钢及其制备方法以解决相关技术中存在的问题。
技术实现思路
1、本发明的主要目的是提供一种不同屈服强度的590mpa级热镀锌双相钢及其制备方法,以解决相关技术中调整合金元素或光整延伸率来控制不同屈服强度的双相钢生产存在的生产成本高、效果差的技术问题。
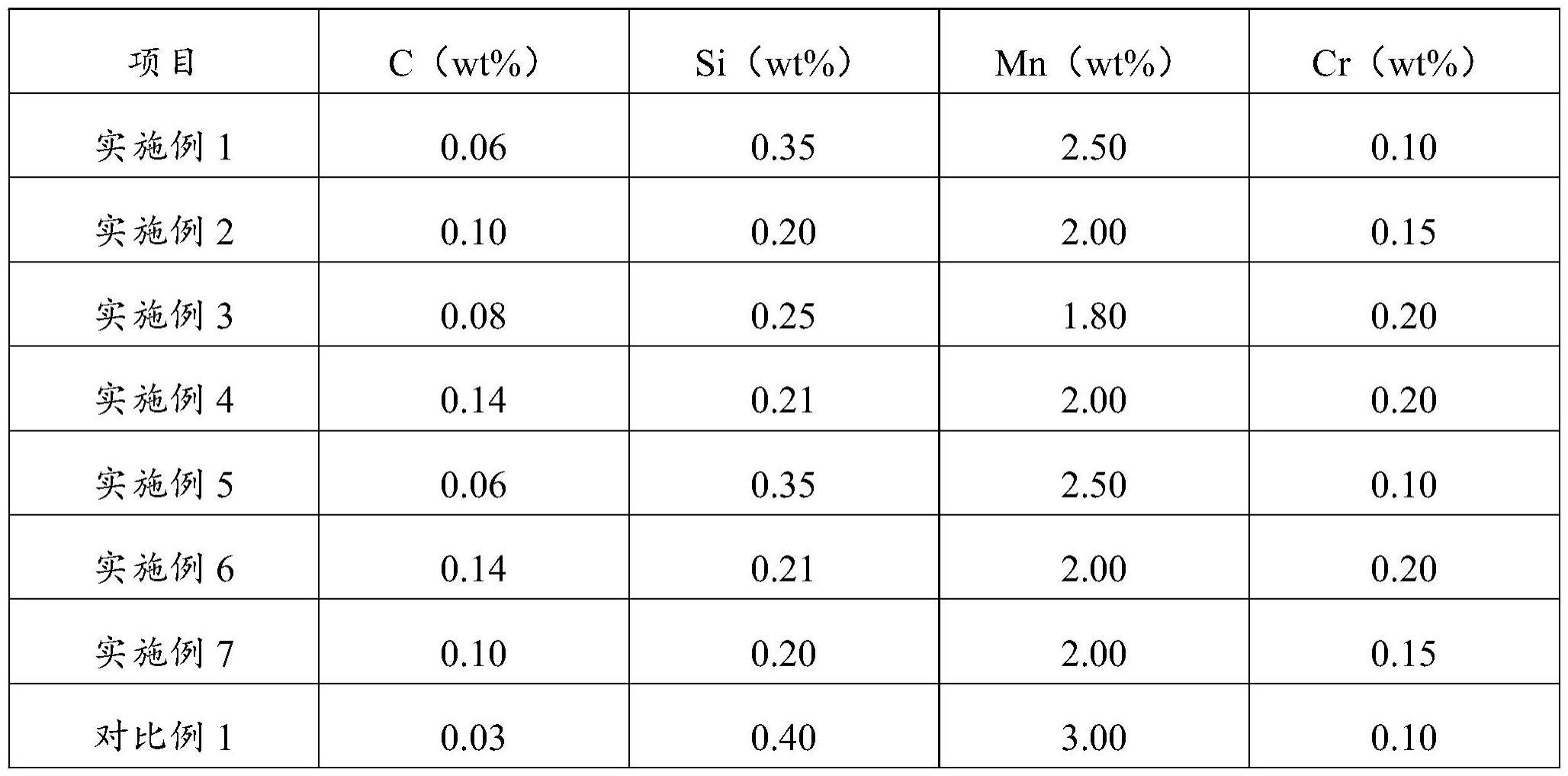
2、为实现上述目的,本发明提供了一种不同屈服强度的590mpa级热镀锌双相钢,其组分包括c:0.06-0.14wt%;si:0.2-0.35wt%;mn:1.8-2.5wt%;cr:0.1-0.2wt%;其余为铁和不可避免的杂质;
3、所述590mpa级热镀锌双相钢包括340-390mpa以及390-440mpa两种屈服强度级别。
4、优选的,所述590mpa级热镀锌双相钢组分包括c:0.06-0.10wt%;si:0.2-0.25wt%;mn:2.0-2.5wt%;cr:0.1-0.2wt%;其余为铁和不可避免的杂质。
5、本发明的有益效果在于:提供了相同组分的340-390mpa以及390-440mpa两种屈服强度级别的590mpa级热镀锌双相钢,用于满足不同客户的不同用途需求(如冲压和辊压)。
6、本发明还提供一种制备方法,用于制造上述590mpa级热镀锌双相钢,包括:将酸轧钢带按照不同屈服强度级别对应的参数依次进行热镀锌退火以及光整,得到590mpa级热镀锌双相钢;所述590mpa级热镀锌双相钢包括340-390mpa以及390-440mpa两种屈服强度级别;
7、所述酸轧钢带的组分与上述590mpa级热镀锌双相钢的组分相同。
8、优选的,屈服强度级别为340-390mpa的590mpa级热镀锌双相钢的制备过程包括:
9、将酸轧钢带进行热镀锌退火,所述热镀锌退火包括依次进行的退火以及镀锌;所述退火步骤中,预热温度520~680℃,预热时间1-3min;加热温度740~760℃,加热时间2-5min;均热温度750~770℃,均热时间3-6min;缓冷温度690-710℃,快冷温度450-460℃,快冷速度25-30℃/s;入锌锅温度440-455℃;
10、将镀锌之后的钢带进行光整,得到屈服强度级别为340-390mpa的590mpa级热镀锌双相钢,所述光整步骤中延伸率为0.2-0.4%。
11、优选的,所述退火步骤中钢带退火速度为60-120mpm。
12、优选的,所述屈服强度级别为340-390mpa的590mpa级热镀锌双相钢的金相结构包括马氏体、铁素体和珠光体,其中马氏体体积百分比为20-22%,铁素体体积百分比为73-77%,珠光体体积百分比为3-5%。
13、优选的,屈服强度级别为390-440mpa的590mpa级热镀锌双相钢的制备过程包括:
14、将酸轧钢带进行热镀锌退火,所述热镀锌退火包括依次进行的退火以及镀锌;所述退火步骤中,预热温度580~680℃,预热时间1-3min;加热温度790~810℃,加热时间2-5min;均热温度800~820℃,均热时间3-6min;缓冷温度650-670℃,快冷温度450-460℃,快冷速度15-20℃/s;入锌锅温度440-455℃;
15、将镀锌之后的钢带进行光整,得到屈服强度级别为390-440mpa的590mpa级热镀锌双相钢,所述光整步骤中延伸率为0.4-0.6%。
16、优选的,所述退火步骤中钢带退火速度为60-120mpm。
17、优选的,所述屈服强度级别为390-440mpa的590mpa级热镀锌双相钢的金相结构包括马氏体、铁素体和珠光体,其中马氏体体积百分比为23-26%,铁素体体积百分比为70-73%,珠光体体积百分比为1-4%。
18、优选的,所述酸轧钢带的制造步骤包括将铁水依次进行脱硫、转炉冶炼、lf精炼、连铸、热轧以及酸轧得到酸轧钢卷;其中,部分步骤的参数条件如下:
19、转炉冶炼:出钢c≤0.070wt%,氩站c≤0.090wt%,出钢温度>1650℃;
20、lf精炼:c:0.06~0.15wt%,si:0.2~0.35wt%,mn:1.6~2.5wt%,cr:0.10~0.20wt%;
21、连铸:c:0.06~0.15wt%,si:0.2~0.35wt%,mn:1.6~2.5wt%,cr:0.10~0.20wt%;
22、热轧:出炉温度1150-1350℃;终轧温度890±20℃,卷取温度580±20℃;
23、酸轧:压下率50%~70%。
24、本发明的有益效果在于:本发明的制备方法通过对退火以及光整参数的调控,从而在组分相同的情况下,制备得到不同屈服强度的590mpa级热镀锌双相钢以满足不同客户的不同用途需求,解决了相关技术中调整合金元素或光整延伸率来控制不同屈服强度的双相钢生产存在的生产成本高、效果差的技术问题。
技术特征:
1.一种不同屈服强度的590mpa级热镀锌双相钢,其特征在于,其组分包括c:0.06-0.14wt%;si:0.2-0.35wt%;mn:1.8-2.5wt%;cr:0.1-0.2wt%;其余为铁和不可避免的杂质;
2.根据权利要求1所述的590mpa级热镀锌双相钢,其特征在于,所述590mpa级热镀锌双相钢组分包括c:0.06-0.10wt%;si:0.2-0.25wt%;mn:2.0-2.5wt%;cr:0.1-0.2wt%;其余为铁和不可避免的杂质。
3.一种制备方法,其特征在于,用于制造如权利要求1或2所述的590mpa级热镀锌双相钢,包括:将酸轧钢带按照不同屈服强度级别对应的参数依次进行热镀锌退火以及光整,得到590mpa级热镀锌双相钢;所述590mpa级热镀锌双相钢包括340-390mpa以及390-440mpa两种屈服强度级别;
4.根据权利要求3所述的制备方法,其特征在于,屈服强度级别为340-390mpa的590mpa级热镀锌双相钢的制备过程包括:
5.根据权利要求4所述的制备方法,其特征在于,所述退火步骤中钢带退火速度为60-120mpm。
6.根据权利要求4或5所述的制备方法,其特征在于,所述屈服强度级别为340-390mpa的590mpa级热镀锌双相钢的金相结构包括马氏体、铁素体和珠光体,其中马氏体体积百分比为20-22%,铁素体体积百分比为73-77%,珠光体体积百分比为3-5%。
7.根据权利要求3所述的制备方法,其特征在于,屈服强度级别为390-440mpa的590mpa级热镀锌双相钢的制备过程包括:
8.根据权利要求7所述的制备方法,其特征在于,所述退火步骤中钢带退火速度为60-120mpm。
9.根据权利要求7或8所述的制备方法,其特征在于,所述屈服强度级别为390-440mpa的590mpa级热镀锌双相钢的金相结构包括马氏体、铁素体和珠光体,其中马氏体体积百分比为23-26%,铁素体体积百分比为70-73%,珠光体体积百分比为1-4%。
10.根据权利要求3所述的制备方法,其特征在于,所述酸轧钢带的制造步骤包括将铁水依次进行脱硫、转炉冶炼、lf精炼、连铸、热轧以及酸轧得到酸轧钢卷;其中,部分步骤的参数条件如下:
技术总结
本发明提供了一种不同屈服强度的590MPa级热镀锌双相钢及其制备方法,通过制备方法制得的590MPa级热镀锌双相钢组分包括C:0.06‑0.14wt%;Si:0.2‑0.35wt%;Mn:1.8‑2.5wt%;Cr:0.1‑0.2wt%;其余为铁和不可避免的杂质;所述590MPa级热镀锌双相钢包括340‑390MPa以及390‑440MPa两种屈服强度级别。本发明的制备方法通过对退火以及光整参数的调控,从而在组分相同的情况下,制备得到不同屈服强度的590MPa级热镀锌双相钢以满足不同客户的不同用途需求,解决了相关技术中存在的生产成本高、效果差的技术问题。
技术研发人员:林红春,田飞,严立新,赵丁藏,吴剑胜,蔺宏涛,张乐,李军,陈赞,李龙,李晓少,刘景佳
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!