一种高强高韧耐腐蚀热轧H型钢的冶炼连铸方法与流程
本发明涉及冶炼连铸,尤其涉及一种高强高韧耐腐蚀热轧h型钢的冶炼连铸方法。
背景技术:
1、铁路车辆用热轧h型钢具有优异的机械性能、强度高、刚性好、抗压性能强等特点,适用于高速列车和货车的车身骨架、梁架、地板等构件。随着铁路运输行业的发展,铁路车辆的运行速度和载重要求越来越高,因此对车辆用钢材的性能和质量要求也越来越高。热轧h型钢正是符合这一要求的理想材料,可以有效提高铁路车辆的安全性和耐久性,同时也可以减少车身重量,提高运输效率和节能减排效果。另外,随着国家对铁路建设的加大投资力度,铁路车辆的需求量也在不断增加,这为热轧h型钢的推广应用提供了广阔的市场前景。可以预计,在未来的铁路车辆建设中,热轧h型钢将会得到广泛应用,成为铁路车辆用钢材的主要选择之一。包钢根据自身技术装备特点,组织技术攻关,成功开发出铁路车辆用热轧h型钢。
技术实现思路
1、为了解决上述问题,本发明的目的是提供一种高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,使轧制后的h型钢各项性能均满足标准要求,具有良好的力学性能和耐腐蚀性,尤其是良好的低温冲击韧性。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,包括:
4、复吹转炉冶炼,采用铁水预脱硫步骤,脱硫后铁水中的硫含量不高于0.005%,出钢挡渣,出钢过程采用铝锰铁脱氧;采用低碱度保护渣,出站前要做到白渣;
5、lf精炼操作,采用顶吹转炉冶炼,精炼周期不少于25min,全程进行保护浇注;
6、连铸操作,采用全保护浇注工艺,使用大包长水口,加密封圈;中间包采用塞棒包浇注钢水,中间包烘烤温度为1120℃,控制铸坯拉速,避免水口堵塞,过热度控制在25-35℃;二冷区采用弱冷,结晶器采用非正弦震动,中间包采用低碳碱性覆盖剂;液相线温度为1516℃;铸坯拉速为0.7-1.1m/min,将冶炼好的钢水浇注成异型坯。
7、进一步的,连铸坯断面尺寸为h555mm×440mm×105mm。
8、进一步的,所述h型钢化学成分的质量百分含量包括:c 0.07%~0.12%、si0.15%~0.42%、mn 1.10%~1.40%、p≤0.020%、s≤0.020%、nb 0.030%~0.040%,v0.05~0.10%,cu 0.20~0.35%,ni 0.20~0.35%,cr 0.20~0.35%,其余为fe和不可避免的杂质,质量分数共计100%。
9、进一步的,所述h型钢化学成分的质量百分含量包括:c 0.10%、si 0.41%、mn1.40%、p 0.015%、s 0.005%、nb 0.040%,v 0.060%,cu 0.29%,ni 0.28%,cr0.29%,其余为fe和不可避免的杂质,质量分数共计100%。
10、进一步的,所述h型钢化学成分的质量百分含量包括:c 0.11%、si 0.42%、mn1.37%、p 0.018%、s 0.006%、nb 0.038%,v 0.060%,cu 0.28%,ni 0.27%,cr0.30%,其余为fe和不可避免的杂质,质量分数共计100%。
11、进一步的,所述h型钢化学成分的质量百分含量包括:c 0.11%、si 0.38%、mn1.36%、p 0.016%、s 0.004%、nb 0.039%,v 0.050%,cu 0.31%,ni 0.28%,cr0.28%,其余为fe和不可避免的杂质,质量分数共计100%。
12、进一步的,所述h型钢化学成分的质量百分含量包括:c 0.12%、si 0.37%、mn1.39%、p 0.014%、s 0.005%、nb 0.038%,v 0.070%,cu 0.38%,ni 0.30%,cr0.29%,其余为fe和不可避免的杂质,质量分数共计100%。
13、与现有技术相比,本发明的有益技术效果:
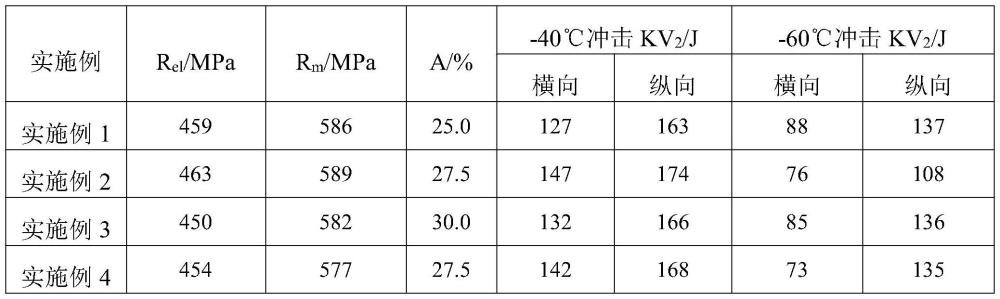
14、本发明通过合理的化学成分设计,连铸过程中,采用弱冷工艺,根据高强高韧耐腐蚀热轧h型钢的钢水成分特性,合理匹配拉速、过热度、结晶器水量及进水温度,改善连铸坯温度的均匀性,控制连铸坯温度,在矫直过程尽量避开裂纹敏感区。提高设备精度精度,结晶器对弧、对中调整到小于等于0.1mm。采用该工艺生产的高强高韧耐腐蚀热轧h型钢铸坯表面及内部质量较好,表面裂纹率小于1%,轧制后的h型钢各项性能均满足标准要求,具有良好的力学性能和耐腐蚀性,尤其是良好的低温冲击韧性。
技术特征:
1.一种高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,其特征在于,包括:
2.根据权利要求1所述的高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,其特征在于,连铸坯断面尺寸为h555mm×440mm×105mm。
3.根据权利要求1所述的高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,其特征在于,所述h型钢化学成分的质量百分含量包括:c 0.07%~0.12%、si0.15%~0.42%、mn 1.10%~1.40%、p≤0.020%、s≤0.020%、nb 0.030%~0.040%,v 0.05~0.10%,cu 0.20~0.35%,ni 0.20~0.35%,cr 0.20~0.35%,其余为fe和不可避免的杂质,质量分数共计100%。
4.根据权利要求2所述的高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,其特征在于,所述h型钢化学成分的质量百分含量包括:c 0.10%、si 0.41%、mn1.40%、p 0.015%、s0.005%、nb 0.040%,v 0.060%,cu 0.29%,ni 0.28%,cr 0.29%,其余为fe和不可避免的杂质,质量分数共计100%。
5.根据权利要求2所述的高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,其特征在于,所述h型钢化学成分的质量百分含量包括:c 0.11%、si 0.42%、mn1.37%、p 0.018%、s0.006%、nb 0.038%,v 0.060%,cu 0.28%,ni 0.27%,cr 0.30%,其余为fe和不可避免的杂质,质量分数共计100%。
6.根据权利要求2所述的高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,其特征在于,所述h型钢化学成分的质量百分含量包括:c 0.11%、si 0.38%、mn1.36%、p 0.016%、s0.004%、nb 0.039%,v 0.050%,cu 0.31%,ni 0.28%,cr 0.28%,其余为fe和不可避免的杂质,质量分数共计100%。
7.根据权利要求2所述的高强高韧耐腐蚀热轧h型钢的冶炼连铸方法,其特征在于,所述h型钢化学成分的质量百分含量包括:c 0.12%、si 0.37%、mn1.39%、p 0.014%、s0.005%、nb 0.038%,v 0.070%,cu 0.38%,ni 0.30%,cr 0.29%,其余为fe和不可避免的杂质,质量分数共计100%。
技术总结
本发明公开了一种高强高韧耐腐蚀热轧H型钢的冶炼连铸方法,包括:复吹转炉冶炼;LF精炼操作;连铸操作,采用全保护浇注工艺,使用大包长水口,加密封圈;中间包采用塞棒包浇注钢水,中间包烘烤温度为1120℃,控制铸坯拉速,避免水口堵塞,过热度控制在25‑35℃;二冷区采用弱冷,结晶器采用非正弦震动,中间包采用低碳碱性覆盖剂;液相线温度为1516℃;铸坯拉速为0.7‑1.1m/min,将冶炼好的钢水浇注成异型坯。本发明的目的是提供一种高强高韧耐腐蚀热轧H型钢的冶炼连铸方法,使轧制后的H型钢各项性能均满足标准要求,具有良好的力学性能和耐腐蚀性,尤其是良好的低温冲击韧性。
技术研发人员:惠治国,梁正伟,赵晓敏,刘丽娟,宋振东
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!