一种大包长水口保护浇铸氮封装置及制造方法与流程
本发明涉及一种大包长水口保护浇铸氮封装置及制造方法,属于连铸领域。
背景技术:
1、目前,长水口是安装在大包下水口处,连接钢包和中间包,起着防止钢水氧化和飞溅、防止中间包渣的卷入等多种作用,是进行保护浇注提高钢的质量的重要功能耐火材料,保护浇铸在连铸生产中具有十分重要的作用,尤其是生产高质量的钢种时保护浇铸更是关键环节。连铸钢水的二次氧化是钢中夹杂物的重要来源,连铸过程中如果不采取保护浇铸措施都将导致严重的二次氧化,导致最终产品出现条痕、发纹、分层及冷轧板卷的表面夹杂等缺陷。
2、因长水口使用是免烘烤冷态下直接使用的,所以长水口内孔须是使用隔热材料制作而成的隔热内管,本发明先将隔热内管制作成型,然后与长水口外壳组装,这种分开制作的工艺可以保证各部分组件薄厚均匀,一旦均匀内衬产生壁厚偏差偏大,那么产品在使用的一瞬间就会产生炸裂,严重影响钢的质量和浇注的安全性。因此,一种大包长水口保护浇铸氮封装置及制造方法的研制对于冶金耐火材料行业来说具有重要意义。
3、目前国内普遍采用长水口保护浇铸,并在打包下水口与长水口保护管结合处吹入氩气,以减少吸入空气,但是使用氮气作为保护气体也可以有效减少空气的吸入量,同时还能有效增加钢水的氮含量。此外,由于长水口保护管与大包下水口相连,在浇铸过程中,随着滑板的开关,带动长水口保护管也跟随动作,在结合处容易产生缝隙吸气,从而造成钢水的二次氧化。
4、在部分钢种的冶炼过程中需要提高钢水中的氮元素,因此在浇铸过程中增氮也是不可或缺的一环。目前已有一些专利利用长水口进行吹氩以利用大包势能,申请号:201520289441.8,专利名称:一种侧开孔浸入式水口内衬,该专利提出了一种侧开孔浸入式水口内衬,包括水口本体、水口渣线和水口内衬,所述水口本体上设置有内孔和侧孔,所述水口内衬包括内孔内衬和侧孔内衬两部分;所述内孔内衬设置在所述内孔所在的水口本体内壁上;所述侧孔内衬设置在所述侧孔所在的水口本体内壁上;所述内孔内衬和侧孔内衬分别制作成型。但其不足之处在于该专利中内衬无法实现壁厚均匀,在使用中易产生炸裂,影响钢的质量和浇注的安全性。
5、又如发明专利cn102864283a,专利名称为:一种洁净钢用吹氩长水口,该申请案在长水口内侧壁与外侧壁之间设置一个与吹氩导管连通的环形气室,环形气室往水口内侧壁的径向延伸方向,水口内侧壁上还开设有多个连通水口内部与环形气室的透气孔。该申请案氩气通过吹氩接管吹入气室,氩气在气室内通过各个透气孔吹入钢液中,在水口内壁可产生数量更多的小气泡,同时钢液流动的速度梯度产生的剪切力可将小气泡击碎成更细小气泡;申请号202123049234.x设计了一种类似的氩封用保护水口,然而,上述申请案均是对长水口吹气部分进行的技术改进,并没有对长水口内部进行改进和创新,气体从出气通道内流出速度缓慢,且存在大面积的死区,本发明设计了一种能够增加氮气流速、减少死区面积的特殊喷嘴,增加氮气和钢水的反应面积,能有效提高钢水氮含量并具有良好的保护浇铸作用。
技术实现思路
1、本发明的目的是为了解决目前大包下水口与长水口碗部本体之间有间隙,进入空气后导致钢水二次氧化的问题,进而提供一种大包长水口保护浇铸氮封装置及制造方法。
2、本发明的目的是通过以下技术方案实现的:
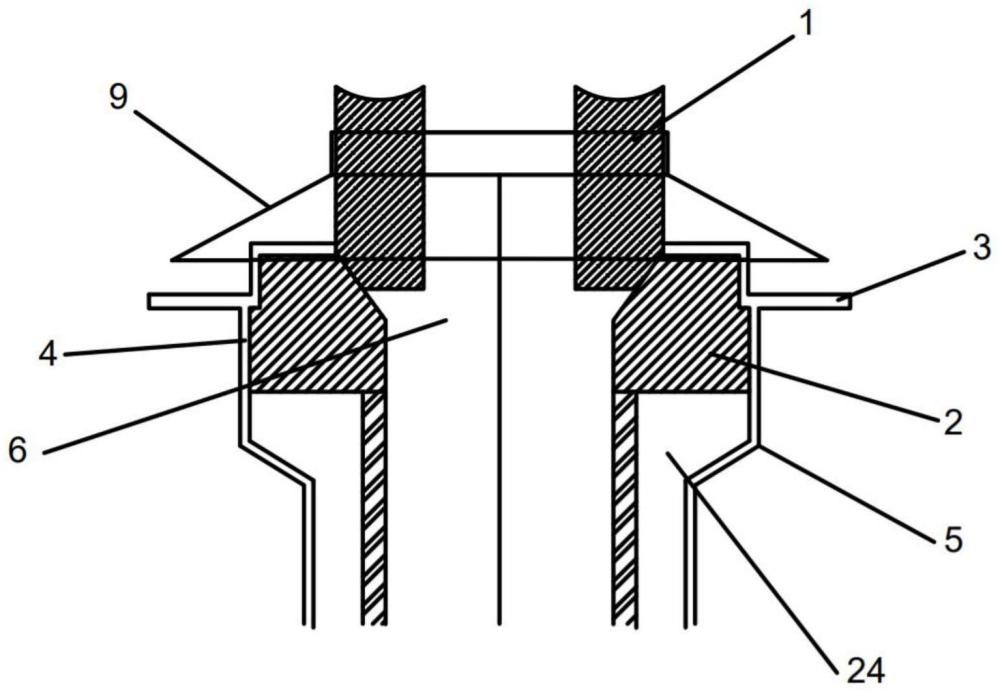
3、一种大包长水口保护浇铸氮封装置及制造方法,所述大包长水口保护浇铸氮封装置包括氮气管、环形气室、长水口外壁、长水口内孔、出气通道、喷嘴、锥形帽、环形气室均匀工件及长水口隔热内管,所述大包下水口下端为长水口,长水口的上端设置有锥形帽、隔热内管和长水口外壁,长水口碗部本体位于隔热内管的上部属于隔热内管的一部分,锥形帽上口与大包下水口连接,长水口外壁伸入锥形帽下口内,长水口外壁的内侧和长水口隔热内管的外侧之间的间隙形成环形气室,长水口外壁上设置与环状气室连通的氮气进气口,长水口外壁内的中心轴处设置长水口内孔;
4、长水口碗部本体内平均设置八个出气通道,每个所述出气通道内设有一个喷嘴,喷嘴的一侧与环形气室连通;长水口外壁和长水口隔热内管之间环形气室的上下两圈缺口处插入环形气室均匀工件填充。
5、本发明一种大包长水口保护浇铸氮封装置,所述出气通道及喷嘴沿轴向等间隔分布若干个,出气通道内侧通往长水口内孔的出气口为圆形孔洞,方便压制成型后的脱模处理。
6、本发明一种大包长水口保护浇铸氮封装置,所述喷嘴采用三个腔体固定成t型,该腔体为拉瓦尔喷管型腔体且整体由耐火材料制作而成;喷嘴的下侧通过直筒型腔体与环形气室连通,喷嘴和直筒型腔体固定后呈十字型,直筒型腔体与出气通道的连接处通过粘合剂密封。
7、本发明一种大包长水口保护浇铸氮封装置,所述长水口隔热内管与长水口外壁之间的环形间隙处使用环形气室均匀工件,环形气室均匀工件的环状凹槽插入环形气室内,环形气室均匀工件外环边卡在长水口外壳上,环形气室均匀工件内环边卡在长水口隔热内管,并通过耐火材料及粘合剂对其进行涂抹密封,环形气室均匀工件可以使环形气室各部位大小均匀一致,且能保证环形气室的气密性从而保证吹氮效果。
8、本发明一种大包长水口保护浇铸氮封装置,所述的锥形帽整体由耐火材料压制而成,锥形帽的上下有两处开口,锥形帽上口与大包下水口之间填充密封材料进行密封固定,锥形帽可根据现场实际情况调整尺寸。
9、本发明一种大包长水口保护浇铸氮封装置,所述粘合剂为耐火材料粉末、粉状酚醛树脂以及液体树脂。
10、一种大包长水口保护浇铸氮封装置的制备方法,所述大包长水口保护浇铸氮封装置的制备方法的具体步骤包括:
11、长水口隔热内管基础模具的制备:
12、步骤一:将底座和芯棒通过螺杆固定连接,芯棒底部的侧面设有八个尺寸均匀的圆形孔洞,将八根尺寸相同的圆柱型木棒的一侧水平插入孔内固定,压制成型取出后即为出气通道;然后将圆筒套在芯棒和底座的外侧,八根圆柱形木棒的另一侧与圆筒的内壁接触;
13、步骤二:将耐火材料及长水口杯料倒入圆筒内,压制成型后进行脱模,先将圆筒取出,露出由耐火材料压制而成的长水口隔热内管,再将管内的八根圆柱型木棒取出,然后拉动底座取出芯棒;
14、步骤三:在长水口隔热内管的八个出气通道内装入氮气喷嘴然后用耐火材料及粘合剂对其进行密封处理,保证出气通道和环形气室的气密性,使氮气只能通过喷嘴进入出气通道;
15、长水口外壁的基础模具制备:
16、步骤四:使用圆筒和与圆筒形状相同的大尺寸圆筒以及底座组合成长水口外壁的基础模具,在两个圆筒之间倒入长水口杯料及耐火材料填充并压实后,先取出大尺寸圆筒,然后拿掉底座,再取出圆筒,得到长水口外壁;
17、步骤五:把长水口外壳套在组装好的长水口隔热内管上。
18、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
19、(1)本发明的一种大包长水口保护浇铸氮封装置的制作方法,在填充隔热内管材料后制作出的内管壁厚均匀,在使用过程中不易产生炸裂、破碎等现象,大大提高钢水浇铸的质量及安全性;
20、(2)本发明的底座和芯棒由螺杆固定,底座与芯棒连接稳定,在填充及压制隔热材料时不易产生摇晃,同时组装、脱模比较方便,降低人工操作难度;
21、(3)本发明由多部分组件组装而成,在生产组装过程中操作更加灵活,细化模具组装操作,使模具组装操作更加简便;
22、(4)本发明的氮气喷嘴能加快氮气的喷吹速度,使氮气迅速充满出气通道,加快氮气与钢液的接触速度,能有效提高钢液增氮效果;
23、(5)本发明的环形气室均匀工件可以使长水口外壳和隔热内管之间的环形气室各处均匀一致,有利于氮气在各处的流动速率一致,使氮气喷吹更加均匀,并且环形气室均匀工件扣在环形气室上下两处的间隙内,能有效增加环形气室的气密性,防止氮气发泄而影响吹氮效果。
- 还没有人留言评论。精彩留言会获得点赞!