一种基于温度场的激光热处理系统及其控制方法与流程
本发明涉及激光热处理系统的,具体涉及一种基于温度场的激光热处理系统及其控制方法。
背景技术:
1、激光热处理是以高能量激光束快速扫描工件,使被照射的金属或合金表面温度升高,实现对工件进行热处理的功能,能够应用于激光热熔覆、激光热熔胶、激光淬火、激光退火、激光回火等技术领域。处理过程中工件变形小,且加工精度高,适用于其他热处理方法难以实现的某些工件或工件局部部位的表面热处理加工。
2、公告号为cn116640913a的中国发明专利申请文件公开了一种螺牙激光热处理装置及方法,其包括工作台、夹具、旋转件、激光处理器以及驱动件。夹具设置于工作台上,夹具被配置为夹持工件。旋转件设置于工作台上,被配置为驱动夹具转动,夹具的旋转轴与工件的长度方向一致。激光处理器滑移设置于工作台上,激光处理器的滑移方向与工件的长度方向相垂直,激光处理器被配置为对工件上的螺牙发射激光。通过温度感测件对所述工件圆周方向上多个位置的螺牙均进行温度检测,所述旋转件对所述工件的转速进行调整,当所述工件上温度较高的螺牙位置朝向所述激光处理器的一侧转动时,转速加快,反之,转速减缓。驱动件被配置为驱动激光处理器靠近或远离夹具。通过对工件上螺牙所在位置的局部热处理,使得工件的螺牙部位被加热的实际温度与设计的热处理温度相符,以保证工件的螺牙部位热处理后的硬度能够达到设计需求。
3、随着技术的发展,人们对激光热处理提出了新的要求。由于受到材料厚度、材料种类以及激光设备本身功率等的影响,在激光热处理过程中可能会出现过烧或加热不足的现象,而在加工过程中往往难以避免这种情况的发生,传统的方式往往需要对加工后的材料进行检测,发现存在过烧或加热不足后再对工艺参数进行调整。如何减少材料过烧、加热不足的现象以提高良品率,成为了目前激光热处理加工的难题。
技术实现思路
1、为了解决上述技术问题,本发明的目的在于提供一种基于温度场的激光热处理系统,其包括光纤光源、准直镜、聚焦镜、反射镜、光束偏移组件和温度传感器,还提供一种基于温度场的激光热处理系统的控制方法,发出激光光束、获取温度场灰度图像、根据温度场灰度图像判断是否切换扫描轨迹、切换光斑扫描轨迹使加工区域热作用深度增大、保持原有的光斑扫描轨迹、切换光斑扫描轨迹使加工区域热作用深度减小。该基于温度场的激光热处理系统具有良品率较高的优点。
2、为实现上述发明目的,本发明采取的技术方案如下:
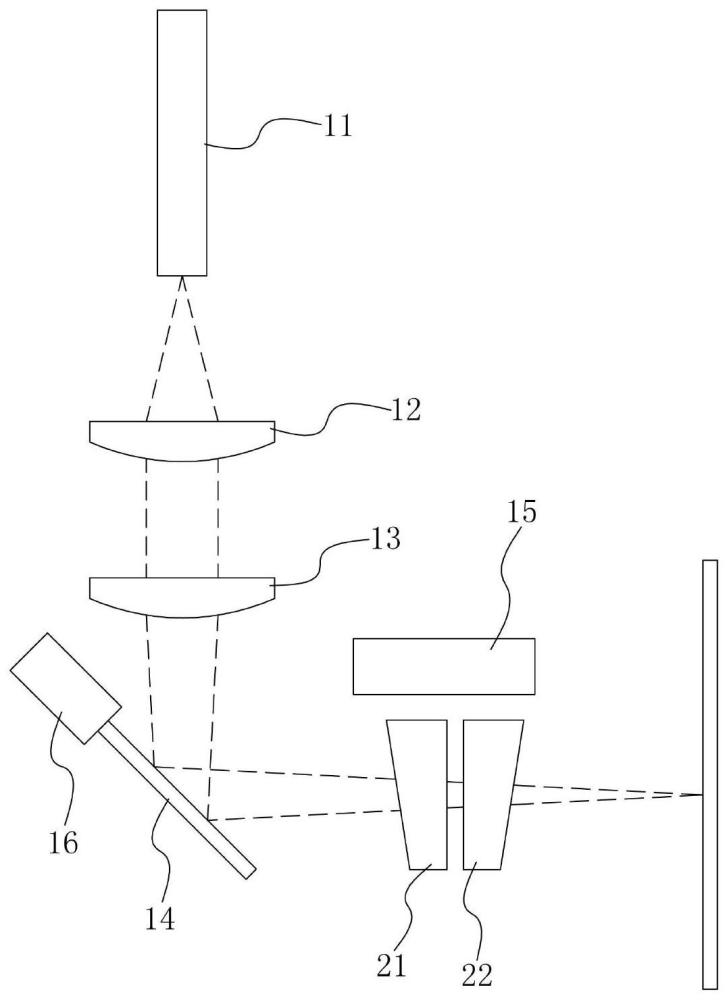
3、一种基于温度场的激光热处理系统,包括光纤光源、准直镜、聚焦镜,还包括反射镜、光束偏移组件和温度传感器,所述光纤光源用于射出激光光束,所述激光光束依次经过准直镜、聚焦镜、反射镜、光束偏移组件后照射到工件上形成光斑,所述光束偏移组件使光斑沿预设的扫描轨迹运动,所述温度传感器用于检测工件表面并输出温度场灰度图像,所述光束偏移组件根据温度场灰度图像在光斑处的灰度值与边缘灰度值的差异切换扫描轨迹。
4、通过这样的设置:实现了根据温度场图像判断加工区域温度是否过高或过低的功能,进而能够根据温度是否过高或过低对激光光斑的扫描轨迹进行切换,起到调节加工区域作用深度以及边缘光束能量分度的作用,实现了对加工区域温度场的控制,减少了材料过烧和加热不足的不良现象,达到了良品率较高的优点。该激光热处理系统实现了自主温度控制,有利于使得加工区域的材料性能更稳定,热处理过程中材料表面均匀性更好,能够起到提高加工质量的作用。实现了整体稳定的激光热处理,能够通过标定对应温度场和作用光斑的能量密度,实现热熔材料加工过程的稳定。
5、作为优选,所述光束偏移组件包括第一光楔和第二光楔,所述光斑在工件表面上的坐标符合以下驱动方程:
6、x(ω1,ω2)=(r1+rb)*cos(ω1t)+r2*cos(ω2t)
7、y(ω1,ω2)=(r1+rb)*sin(ω1t)+r2*sin(ω2t)
8、其中,x(*,*)表示光斑工件表面上的x轴坐标,y(*,*)表示光斑工件表面上的y轴坐标,ω1表示第一光楔的角速度,ω2表示第二光楔的角速度,r1表示第一棱镜对激光光束贡献的偏移距离,r2表示第二棱镜对脉冲激光光束对贡献的偏移距离,rb表示激光光束在光束偏移组件内产生的偏移距离,t表示时间。
9、通过这样的设置:实现光斑位置的调节和光束沿预设轨迹在工件表面上进行扫描的功能。
10、作为优选,所述反射镜设有振动驱动件。
11、通过这样的设置:通过振动驱动件带动反射镜转动,使得经过反射镜反射后的激光光束改变照射到工件表面的角度,实现调节激光照射到工件上的照射角的功能,能够起到适应不同材料的作用。
12、一种基于温度场的激光热处理系统的控制方法,所述基于温度场的激光热处理系统包括光纤光源、准直镜、聚焦镜,还包括反射镜、光束偏移组件和温度传感器,所述光束偏移组件根据温度场灰度图像在光斑处的灰度值与边缘灰度值的差异切换扫描轨迹;
13、该方法包括以下步骤:
14、s1、发出激光光束:光纤光源射出激光光束,所述激光光束依次经过准直镜、聚焦镜、反射镜、光束偏移组件后照射到工件上形成光斑,所述光束偏移组件使光斑沿预设的扫描轨迹运动;
15、s2、获取温度场灰度图像:所述温度传感器检测工件表面并输出温度场灰度图像,并使光斑位于温度场灰度图像的中心位置;
16、s3、根据温度场灰度图像判断是否切换扫描轨迹:预设过烧灰度阈值和材料不透灰度阈值,所述过烧灰度阈值大于材料不透灰度阈值,设温度场灰度图像在光斑处的灰度值与温度场灰度图像边缘的灰度值的差值为d,若d小于材料不透灰度阈值,则进入步骤s4.1,若d大于材料不透灰度阈值且d小于过烧灰度阈值,则进入步骤s4.2,若d大于过烧灰度阈值,则进入步骤s4.3;
17、s4.1、切换光斑扫描轨迹使加工区域热作用深度增大;
18、s4.2、保持原有的光斑扫描轨迹;
19、s4.3、切换光斑扫描轨迹使加工区域热作用深度减小。
20、通过这样的设置:实现了根据温度场图像判断加工区域温度是否过高或过低的功能,进而能够根据温度是否过高或过低对激光光斑的扫描轨迹进行切换,起到调节加工区域作用深度以及边缘光束能量分度的作用,实现了对加工区域温度场的控制,减少了材料过烧和加热不足的不良现象,达到了良品率较高的优点。
21、作为优选,所述光束偏移组件包括第一光楔和第二光楔,所述激光光束依次经过第一光楔和第二光楔;
22、在步骤s1中,还包括以下步骤:
23、转动第一光楔和第二光楔调节光斑位置使光斑沿预设轨迹运动,所述光斑在工件表面上的坐标符合以下驱动方程:
24、x(ω1,ω2)=(r1+rb)*cos(ω1t)+r2*cos(ω2t)
25、y(ω1,ω2)=(r1+rb)*sin(ω1t)+r2*sin(ω2t)
26、其中,x(*,*)表示光斑工件表面上的x轴坐标,y(*,*)表示光斑工件表面上的y轴坐标,ω1表示第一光楔的角速度,ω2表示第二光楔的角速度,r1表示第一棱镜对激光光束贡献的偏移距离,r2表示第二棱镜对脉冲激光光束对贡献的偏移距离,rb表示激光光束在光束偏移组件内产生的偏移距离,t表示时间。
27、通过这样的设置:实现光斑位置的调节和光束沿预设轨迹在工件表面上进行扫描的功能。
28、作为优选,在步骤s4.1中,还包括以下步骤:
29、所述光斑扫描轨迹切换为旋转螺旋线轨迹,所述旋转螺旋线轨迹包括多个回转螺旋线,所述回转螺旋线包括多个回转单元,所述回转单元包括斜线、第一直线和第二直线,所述第一直线两端分别与斜线和第二直线连接,设所述第一直线与第二支线的夹角为b度,所述斜线向靠近扫描轨迹中心位置倾斜,多个所述回转单元收尾相连,相邻的所述回转单元向靠近中心位置旋转b度。
30、通过这样的设置:能够起到调节加工断面锥角和材料消融深度的作用,降低工件在加工区域的表面粗糙度,提高消融深度和消融率。
31、作为优选,在步骤s4.1中,还包括以下步骤:
32、所述光斑扫描轨迹切换为螺旋线轨迹。
33、通过这样的设置:能够起到调节加工断面锥角和材料消融深度的作用,降低工件在加工区域的表面粗糙度,提高消融深度和消融率。
34、作为优选,在步骤s4.3中,还包括以下步骤:
35、所述光斑扫描轨迹切换为单向并列轨迹。
36、通过这样的设置:能够起到增大加工断面锥角和降低材料消融深度的作用。
37、作为优选,在步骤s4.3中,还包括以下步骤:
38、所述光斑扫描轨迹切换为往复并列轨迹。
39、通过这样的设置:能够起到减小加工断面锥角和降低材料消融深度的作用。
40、作为优选,所述反射镜设有振动驱动件;
41、在步骤s1中,还包括以下步骤:
42、所述振动驱动件带动反射镜振动调节激光光束照射到工件的照射角度,控制照射角度接近布儒斯特角。
43、通过这样的设置:通过振动驱动件带动反射镜调节角度,使得在反射镜上反射的激光光束该表照射角度,从而实现调节照射到工件表面上的工件的入射角。通过调节入射角,控制入射角接近布儒斯特角,减少工件表面发生的反射,提高加工效率。
44、相对于现有技术,本发明取得了有益的技术效果:
45、1、该激光热处理系统在热处理过程中可以基于温度场灰度图像判断工件加工区域的温度是否过高或过低,根据工件材料、厚度等预设过烧灰度阈值和材料不透灰度阈值,系统通过判断光斑处的灰度值与温度场灰度图像边缘处灰度值的差值,若该差值过低则温度过低,存在不透的不良现象,若该差值过高则温度过高,存在过烧的不良现象,从而实现了根据温度场图像判断加工区域温度是否过高或过低的功能,进而能够根据温度是否过高或过低对激光光斑的扫描轨迹进行切换,起到调节加工区域作用深度以及边缘光束能量分度的作用,实现了对加工区域温度场的控制,减少了材料过烧和加热不足的不良现象,达到了良品率较高的优点。
46、2、该激光热处理系统实现了自主温度控制,有利于使得加工区域的材料性能更稳定,热处理过程中材料表面均匀性更好,能够起到提高加工质量的作用。实现了整体稳定的激光热处理,能够通过标定对应温度场和作用光斑的能量密度,实现热熔材料加工过程的稳定。
47、3、该激光热处理方法能够针对脉冲激光器的功率优化,可通过光束整形和扫描轨迹模式切换的方案进行调节,控制光斑能量密度进行匹配优化,而不需要改变激光光源的功率,同时通过调节扫描间距,可以对消融区间阈值能量通过光斑能量叠加的形式作进一步优化,从光源端控制能量密度变化在一维扫描和直接热处理过程中有较好表现。
- 还没有人留言评论。精彩留言会获得点赞!