一种铝合金表面抛光装置及加工方法与流程
本发明属于铝合金型材表面加工,尤其涉及一种铝合金表面抛光装置及加工方法。
背景技术:
1、铝合金板材是一种采用铝合金制作出来的板材,这种板材属于金属板材的一种,可以分为多种系列不同系列的铝合金板材,可以用于不同的工程上,包括装饰、包装、建筑、运输、电子、航空、航天、兵器等行业,受到广泛的运用。铝合金板材产品由于表面带有颗粒或毛刺,所以需要对其表面进行处理以便后续加工。
2、专利号为cn115351686 a公开的一种铝合金板材加工用表面抛光机,包括支撑架,支撑架上安装有抛光台,抛光台内设置有承载台体,承载台体上嵌固有防护限位组件,防护限位组件两侧分别安装有若干根滚动辊,防护限位组件内设置有内嵌台,内嵌台内嵌固有凹嵌板,凹嵌板两侧安装有侧护架,内嵌台下方安装有集尘器;凹嵌板内设置有板体。本发明通过防护限位组件将其凹嵌板中的辅助滑轮压迫,使其阻尼轮表面与铝合金板材接触,从而阻力轮所受压力使其配合压升盘将侧护架顶升,对其铝合金板材两侧进行限位防护,同时配合上阻尼轮,增加其铝合金板材表面的摩擦力,有效防止铝合金板材在抛光的过程中发生“ 跳跃”的情况出现。
3、但是上述这种方式存在以下问题:其一,上述专利使用物理方法将铝合金型材进行抛光打磨,打磨完成后铝合金型材表面会粘留有细碎不便于清理;其二,上述专利需要先将铝合金型材表面的其中一面进行抛光打磨,然后将其卸下翻面,再次上料经过抛光设备打磨。工序繁琐,生产效率低。
技术实现思路
1、本发明目的在于提供一种铝合金表面抛光装置及加工方法,以解决传统铝合金型材抛光机需要先将铝合金型材表面的其中一面进行抛光打磨,然后将其卸下翻面,再次上料经过抛光设备打磨的技术问题。
2、为实现上述目的,本发明的一种铝合金表面抛光装置及加工方法的具体技术方案如下:
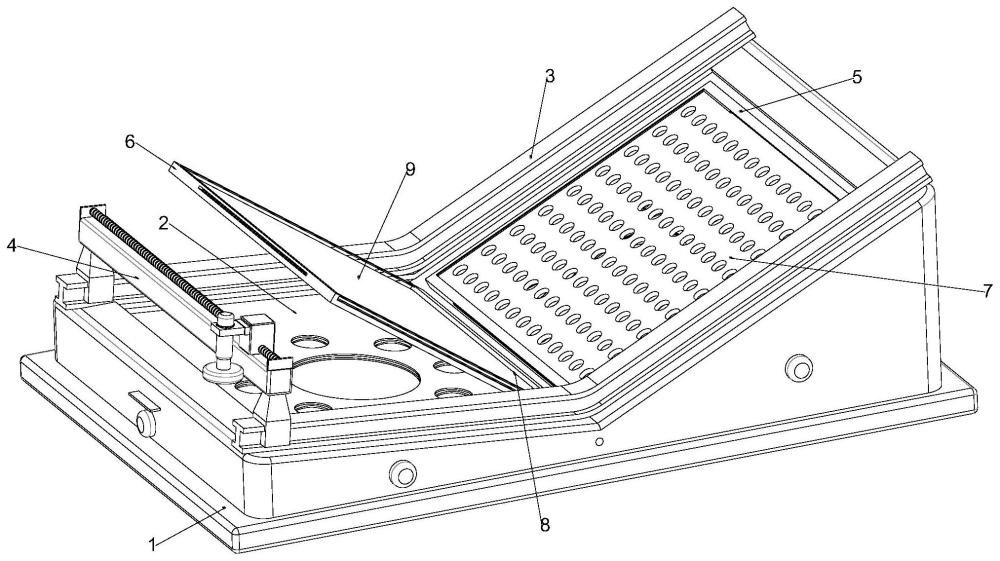
3、一种铝合金表面抛光装置,包括支撑架,支撑架上固定安装抛光台,抛光台两侧设置移动组件,移动组件上滑动设置抛光组件,抛光台一侧为与水平面成小于35度夹角的正面加工台,抛光台另一侧为与水平面成大于35度夹角的反面加工台;
4、反面加工台上固定设置承载组件,正面加工台和反面加工台之间转动设置翻面组件,翻面组件与驱动电机电性连接;承载组件朝向待加工铝合金型材的一面设置与待加工铝合金型材相适配的第一限位凹槽;翻面组件朝向待加工铝合金型材的一面设置与待加工铝合金型材相适配的第二限位凹槽
5、待加工铝合金型材首先被固定在翻面组件上进行一面的打磨抛光,之后经翻面组件送入承载组件上,再对待加工铝合金型材的另一面进行打磨抛光。
6、进一步,抛光组件包括滑动设置于正面加工台和反面加工台上的第三抛光组件。
7、进一步,抛光组件包括滑动设置于正面加工台上的第一抛光组件,和滑动设置于反面加工台上的第二抛光组件。
8、进一步,抛光台朝向待加工铝合金型材的一面设置负压凹槽,且负压凹槽的深度大于承载组件和翻面组件的高度,负压凹槽与吸尘装置连通;
9、承载组件和翻面组件周侧开设多个通槽,通槽与负压凹槽连通。
10、进一步,抛光台内部为中空结构,中空结构与吸尘装置连通;
11、正面加工台和反面加工台上均开设多个第一吸附通孔;
12、承载组件和翻面组件也开设多个与吸附通孔相配合的第二吸附通孔。
13、进一步,反面加工台设置第一换热腔,正面加工台设置第二换热腔,且第一换热腔和第二换热腔连通;
14、第一换热腔与进水管连通,第二换热腔与出水管连通。
15、进一步,正面加工台上设置多个夹持组件,且夹持组件的移动端穿过第二限位凹槽与待加工铝合金型材紧密接触。
16、进一步,反面加工台上设置多个夹持组件,且夹持组件的移动端穿过承载组件的限位凹槽与待加工铝合金型材紧密接触。
17、进一步,夹持组件包括与抛光台侧面固定连接的液压缸,与待加工铝合金型材紧密接触的抵触块,和与抵触块固定连接的活塞杆,活塞杆滑动设置于液压杆中;
18、活塞杆和抵触块贯穿于第一限位凹槽或第二限位凹槽中。
19、本发明还提供了一种铝合金表面抛光装置的加工方法,包括以下步骤,且以下步骤顺次进行:
20、步骤s1、抛光组件复位于正面加工台远离反面加工台的最远端;
21、步骤s2、工作人员将第一块待加工铝合金型材放置在翻面组件的第二限位凹槽内;
22、步骤s3、启动抛光组件和移动组件,抛光组件正向移动并对第一块待加工铝合金型材的正面进行抛光;
23、步骤s4、第一块待加工铝合金型材的正面加工完成后,抛光组件再次复位于正面加工台远离反面加工台的最远端;
24、步骤s5、启动驱动电机,翻面组件带动安置在第二限位凹槽内且已加工完成一面的第一块待加工铝合金型材翻转,至第一块待加工铝合金型材落入承载组件的第一限位凹槽内;
25、步骤s7、工作人员将第二块待加工铝合金型材放置在翻面组件的第二限位凹槽内;
26、步骤s8、再次启动抛光组件和移动组件,抛光组件将首先加工第二块待加工铝合金型材的正面,然后再加工第二块待加工铝合金型材的反面;
27、步骤s9、工作人员将两面均加工完成的第一块待加工铝合金型材取下,启动驱动电机,翻面组件带动安置在第二限位凹槽内且已加工完成一面的第二块待加工铝合金型材翻转,至第二块待加工铝合金型材落入承载组件的第一限位凹槽内;
28、步骤s10、启动抛光组件和移动组件,抛光组件反向移动并对第二块待加工铝合金型材的反面进行抛光;
29、步骤s11、工作人员将两面均加工完成的第二块待加工铝合金型材取下;
30、重复步骤s1-步骤s11。
31、本发明还提供了一种铝合金表面抛光装置的加工方法,包括以下步骤,且以下步骤顺次进行:
32、步骤s1、第一抛光组件复位于正面加工台远离反面加工台的最远端,第二抛光组件复位于反面加工台远离正面加工台的最远端;
33、步骤s2、工作人员将第一块待加工铝合金型材放置在翻面组件的第二限位凹槽内;
34、步骤s3、启动第一抛光组件和移动组件,抛光组件对第一块待加工铝合金型材的正面进行抛光;
35、步骤s4、第一块待加工铝合金型材的正面加工完成后,第一抛光组件再次复位于正面加工台远离反面加工台的最远端;
36、步骤s5、启动驱动电机,翻面组件带动安置在第二限位凹槽内且已加工完成一面的第一块待加工铝合金型材翻转,至第一块待加工铝合金型材落入承载组件的第一限位凹槽内;
37、步骤s7、工作人员将第二块待加工铝合金型材放置在翻面组件的第二限位凹槽内;
38、步骤s8、启动第一抛光组件、第二抛光组件和移动组件,第一抛光组件将对第二块待加工铝合金型材的正面进行打磨抛光,同时第二抛光组件将对第一块待加工铝合金型材的反面进行打磨抛光;
39、步骤s9、工作人员将两面均加工完成的第一块待加工铝合金型材取下,同时第一抛光组件复位于正面加工台远离反面加工台的最远端;
40、步骤s10、第二抛光组件复位于反面加工台远离正面加工台的最远端,启动驱动电机,翻面组件带动安置在第二限位凹槽内且已加工完成一面的第二块待加工铝合金型材翻转,至第二块待加工铝合金型材落入承载组件的第一限位凹槽内;
41、步骤s11、工作人员将第三块待加工铝合金型材放置在翻面组件的第二限位凹槽内;
42、步骤s12、启动第一抛光组件、第二抛光组件和移动组件,第一抛光组件将对第三块待加工铝合金型材的正面进行打磨抛光,同时第二抛光组件将对第二块待加工铝合金型材的反面进行打磨抛光;
43、重复步骤s9-步骤s12。
44、本发明的一种铝合金表面抛光装置及加工方法具有以下优点:设置正面加工台、反面加工台和翻面组件,可快速对待加工铝合金型材的两面进行打磨抛光,大大提供工作效率;负压凹槽及通槽的设置可以有效将铝合金碎屑进行吸附,以免其飞溅对工作人员造成伤害;中空结构、第一/二吸附通孔及夹持组件的设置,一定程度上避免了由于板材会在抛光台上随着抛光机反复位移,从而容易导致抛光的位子发生“跳跃”,进而造成铝合金板材表面抛光不均的问题发生;第一/二换热腔的设置,可以降低待加工铝合金型材抛光时表面产生的部分热量,防止其变形。
- 还没有人留言评论。精彩留言会获得点赞!