挤压铸造模具排气系统及其方法与流程
本发明涉及一种挤压铸造模具排气系统及其方法,属于挤压铸造。
背景技术:
1、挤压铸造是一种低压充型、高压补缩、液态挤锻的成形工艺,为满足其使用的力学性能,要求铸件内部组织致密、表面光洁、尺寸精确并可进行热处理。挤压铸造主要通过挤压的方式使得熔料通过浇道低速填充模腔内部,避免卷气的发生;同时将型腔内部的气体排出,从而减少产品气孔等缺陷的出现;较低的孔隙率是能够进行热处理的关键因素,可大幅度提高产品的机械性能,因此排气系统是模具结构的重要组成部分,良好的排气系统应保证排气的通畅性和充分性,同时有利于熔料的填充。
2、现有的挤压铸造模具排气方案有两种:一种是在模具上设计排气槽或排气孔;另一种是模具填充前型腔抽真空。第一种设置较小的排气间隙,通过缓慢的挤压使型腔内的气体排出,这样的方式中排气间隙的尺寸固定,如果过大会使型腔内的熔料在压力作用下从排气间隙中漏出,甚至流出模具外部;如果过小会使气体残留在型腔内部,导致铸造缺陷。第二种抽真空的方案,使型腔内部处于真空状态,避免了气体残留,然而熔料的流动受到真空吸力的影响,流动不平稳,不利于熔料的填充,并且需要配备真空系统,结构较复杂。
技术实现思路
1、本发明的目的是克服现有技术存在的不足,提供一种挤压铸造模具排气系统及其方法,旨在解决挤压铸造模具因排气不合理而导致的产品缺陷、生产效率低等问题。
2、本发明的目的通过以下技术方案来实现:
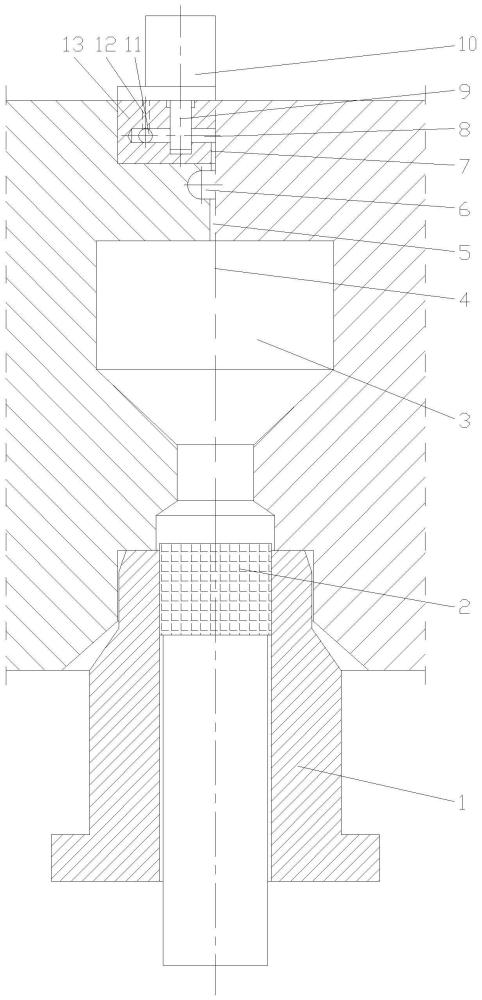
3、挤压铸造模具排气系统,特点是:模具本体内设有与模腔连通的溢料槽以及与溢料槽连通的储料槽,排气槽一与储料槽相连通;模具本体上设有用于嵌装排气阀板体的纳置槽,排气阀板体嵌入其中,排气阀板体设有排气孔以及与排气孔连通的排气槽二,排气槽二与排气槽一相对接,使排气孔与储料槽相连通,横向设置的排气支管一与排气孔相贯通,竖向设置的排气支管二与排气支管一相贯通,排气支管二与大气连通;排气阀板体上开设有用于安装封堵元件的安装槽,安装槽与排气孔相连,封堵元件配合于安装槽中,直线驱动机构与封堵元件驱动连接,驱动封堵元件打开或封闭排气孔的排气通道。
4、进一步地,上述的挤压铸造模具排气系统,其中,排气槽二和排气槽一于模具分型面沿轴向设置。
5、进一步地,上述的挤压铸造模具排气系统,其中,封堵元件的直径大于排气孔的直径,排气支管一的两端安装有堵头。
6、进一步地,上述的挤压铸造模具排气系统,其中,储料槽呈径向设置,多只轴向设置的溢料槽将储料槽与模腔连通。
7、进一步地,上述的挤压铸造模具排气系统,其中,排气孔呈径向设置,通过轴向设置的排气槽二和排气槽一与储料槽连通。
8、进一步地,上述的挤压铸造模具排气系统,其中,直线驱动机构为油缸或气缸,驱动封堵元件直线运动。
9、进一步地,上述的挤压铸造模具排气系统,其中,直线驱动机构布置在模具的外端面。
10、本发明挤压铸造模具排气方法,包括以下步骤:
11、s1)根据模腔的体积和冲头的充型速度计算熔料从料筒进入储料槽区域所需的时间,作为直线驱动机构动作控制依据;
12、s2)熔料充型前,直线驱动机构驱动封堵元件打开排气孔的排气通道,使型腔内气体能顺利排出;
13、s3)熔料在冲头的作用下从料筒缓慢进入模腔的充型过程中,模腔内的气体缓慢的经溢料槽和储料槽并通过排气槽一、排气槽二进入排气孔中,再由连通的排气支管一和排气支管二向外界的大气排出,由溢料槽和储料槽作为缓冲,避免气体排出过快导致模腔内的熔料被挤压至排气通道而导致堵塞;
14、s4)根据步骤s1)计算的充型时间,当熔料进入储料槽区域时,模腔已基本填充完毕,直线驱动机构控制封堵元件封闭排气孔的排气通道,保证成形压力;
15、s5)冲头继续加压,完成挤压铸造。
16、本发明与现有技术相比具有显著的优点和有益效果,具体体现在以下方面:
17、①本发明的排气结构设计为一个独立的单元,可根据排气需求设置在模具的任意位置,便于安装和拆卸;
18、②在熔料充型前打开排气通道使型腔内的气体可以顺利排出,避免产品内部的卷气,在熔料进入储料槽区域时封闭排气通道,保证零件的成形压力,提高产品的质量;
19、③充型时,模腔内的气体缓慢的经溢料槽和储料槽通过排气槽进入排气孔中,再由排气支管排出,由溢料槽和储料槽作为缓冲,避免气体排出过快导致模腔内的熔料被挤压至排气通道而导致堵塞;
20、④通过直线驱动机构控制封堵元件,主动控制排气通道打开和关闭的时机;因熔料充型速度低,直线驱动机构有足够的响应时间来控制封堵元件打开和封闭排气通道,即可以保证排气的充分性,又可以防止模腔内部的熔料从排气通道被挤压漏出;即使发生漏料现象,开模时漏料易脱出,方便清理。
21、本发明的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明具体实施方式了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.挤压铸造模具排气系统,其特征在于:模具本体内设有与模腔(3)连通的溢料槽(5)以及与溢料槽(5)连通的储料槽(6),排气槽一与储料槽(6)相连通;模具本体上设有用于嵌装排气阀板体(13)的纳置槽,排气阀板体(13)嵌入其中,排气阀板体(13)设有排气孔(8)以及与排气孔(8)连通的排气槽二(7),排气槽二(7)与排气槽一相对接,使排气孔(8)与储料槽(6)相连通,横向设置的排气支管一(11)与排气孔(8)相贯通,竖向设置的排气支管二(12)与排气支管一(11)相贯通,排气支管二(12)与大气连通;排气阀板体(13)上开设有用于安装封堵元件(9)的安装槽,安装槽与排气孔(8)相连,封堵元件(9)配合于安装槽中,直线驱动机构(10)与封堵元件(9)驱动连接,驱动封堵元件(9)打开或封闭排气孔(8)的排气通道。
2.根据权利要求1所述的挤压铸造模具排气系统,其特征在于:排气槽二(7)和排气槽一于模具分型面(4)沿轴向设置。
3.根据权利要求1所述的挤压铸造模具排气系统,其特征在于:封堵元件(9)的直径大于排气孔(8)的直径,排气支管一(11)的两端安装有堵头(14)。
4.根据权利要求1所述的挤压铸造模具排气系统,其特征在于:储料槽(6)呈径向设置,多只轴向设置的溢料槽(5)将储料槽(6)与模腔(3)连通。
5.根据权利要求1所述的挤压铸造模具排气系统,其特征在于:排气孔(8)呈径向设置,通过轴向设置的排气槽二(7)和排气槽一与储料槽(6)连通。
6.根据权利要求1所述的挤压铸造模具排气系统,其特征在于:直线驱动机构(10)为油缸或气缸,驱动封堵元件(9)直线运动。
7.根据权利要求1或6所述的挤压铸造模具排气系统,其特征在于:直线驱动机构(10)布置在模具的外端面。
8.利用权利要求1所述的系统实现挤压铸造模具排气方法,其特征在于:包括以下步骤:
技术总结
本发明涉及挤压铸造模具排气系统及方法,模具本体内设有与模腔连通的溢料槽以及与溢料槽连通的储料槽,排气槽一与储料槽连通;模具本体上设有用于嵌装排气阀板体的纳置槽,排气阀板体设有排气孔以及与排气孔连通的排气槽二,排气槽二与排气槽一相对接,使排气孔与储料槽相连通,横向设置的排气支管一与排气孔相贯通,竖向设置的排气支管二与排气支管一相贯通;排气阀板体上开设有用于安装封堵元件的安装槽,安装槽与排气孔相连,直线驱动机构与封堵元件驱动连接,打开或封闭排气孔的排气通道。在熔料充型前打开排气通道使型腔内的气体可以顺利排出,避免产品内部的卷气,在熔料进入储料槽区域时封闭排气通道,保证零件的成形压力。
技术研发人员:贾祥磊,赵峰,张金,李发,万水平,付壮
受保护的技术使用者:马鞍山三基轻合金成型科技有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!