中高碳钢表面裂纹的控制方法与流程
本申请涉及钢铁冶炼,具体涉及一种中高碳钢表面裂纹的控制方法。
背景技术:
1、在薄板坯连铸连轧(compact strip production,csp)生产碳含量为0.3%-0.55%的中高碳钢过程中,会出现中高碳钢表面会出现黑斑的现象,并且黑斑表面产生裂纹频率较高。因此黑斑表面产生的裂纹严重影响了中高碳钢的质量。
技术实现思路
1、本申请实施例提供了一种中高碳钢表面裂纹的控制方法,该控制方法能够使中高碳钢的表面无黑斑和裂纹,从而得到高质量的中高碳钢。
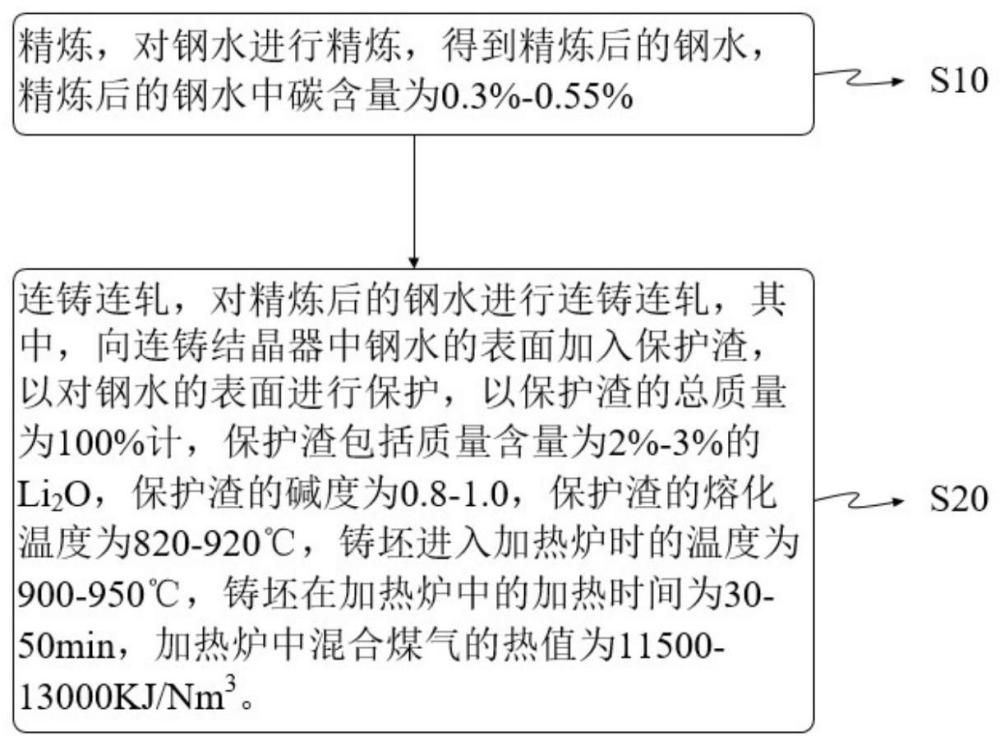
2、本申请实施例提出了一种中高碳钢表面裂纹的控制方法,包括:精炼,对钢水进行精炼,得到精炼后的钢水,精炼后的钢水中碳含量为0.3%-0.55%;连铸连轧,对精炼后的钢水进行连铸连轧,其中,向连铸结晶器中钢水的表面加入保护渣,以对钢水的表面进行保护,以保护渣的总质量为100%计,保护渣包括质量含量为2%-3%的li2o,保护渣的碱度为0.8-1.0,保护渣的熔化温度为820-920℃,铸坯进入加热炉时的温度为900-950℃,铸坯在加热炉中的加热时间为30-50min,加热炉中混合煤气的热值为11500-13000kj/nm3。
3、根据本申请实施例的一个方面,在连铸连轧的步骤中还包括铸坯在二冷区进行冷却,二冷区的比水量为1.2-1.8l/(kg·min);二冷区的冷却系数为1.1-1.3。
4、根据本申请实施例的一个方面,在连铸连轧的步骤中,铸坯的拉速为3.6-4.5m/min。
5、根据本申请实施例的一个方面,以保护渣的总质量为100%计,保护渣还包括:na2o:9%-12%、f:8%-11%、cao:20%-27%、sio2:22%-28%;其余为不可避免的杂质。
6、根据本申请实施例的一个方面,保护渣的黏度为0.05-0.16pa·s。
7、根据本申请实施例的一个方面,在精炼的步骤中,钢水的出站温度为1538-1542℃。
8、根据本申请实施例的一个方面,在精炼的步骤中还包括对钢水进行合金化处理,以合金化处理后的钢水的总质量为100%计,合金化处理后的钢水包括以下含量的组分:c:0.3%-0.55%、p:0.0085%-0.011%、si:0.23%-0.26%,mn:0.65%-0.78%、s:0.002%-0.003%、als:0.024%-0.003%,其余为fe和不可避免的杂质。
9、根据本申请实施例的一个方面,在连铸连轧的步骤中,中间包钢水的过热度为18-35℃。
10、根据本申请实施例的一个方面,在连铸连轧的步骤中还包括精轧工序,精轧工序包括第一精轧机区;第一精轧机区的上辊喷淋水的流量为15-20m3/h,第一精轧机区的下辊喷淋水的流量为25-30m3/h。
11、本申请实施例将碳含量为0.3%-0.55%的精炼的钢水经过连铸连轧步骤,通过将保护渣中li2o的质量含量控制在2%-3%的范围内,将保护渣的碱度控制在0.8-1.0的范围内,以及将保护渣的熔化温度控制在820-920℃的范围内,可以使连铸过程中结晶器弯月面冷却的均匀。通过控制铸坯进入加热炉时的温度在900-950℃的范围内,铸坯在加热炉中的加热时间在30-50min的范围内,以及加热炉中混合煤气的热值在11500-13000kj/nm3的范围内,可以提高铸坯加热均匀性及出炉温度,改善铸坯的塑性,提高铸坯的抗裂纹能力,从而能够使中高碳钢的表面无黑斑和裂纹,得到高质量的中高碳钢。
技术特征:
1.一种中高碳钢表面裂纹的控制方法,其特征在于,包括:
2.根据权利要求1所述的控制方法,其特征在于,在所述连铸连轧的步骤中还包括铸坯在二冷区进行冷却,所述二冷区的比水量为1.2-1.8l/(kg·min);
3.根据权利要求1所述的控制方法,其特征在于,在所述连铸连轧的步骤中,所述铸坯的拉速为3.6-4.5m/min。
4.根据权利要求1所述的控制方法,其特征在于,以所述保护渣的总质量为100%计,所述保护渣还包括:na2o:9%-12%、f:8%-11%、cao:20%-27%、sio2:22%-28%、;其余为不可避免的杂质。
5.根据权利要求1所述的控制方法,其特征在于,所述保护渣的黏度为0.05-0.16pa·s。
6.根据权利要求1所述的控制方法,其特征在于,在所述精炼的步骤中,所述钢水的出站温度为1538-1542℃。
7.根据权利要求1所述的控制方法,其特征在于,在所述精炼的步骤中还包括对钢水进行合金化处理,以合金化处理后的钢水的总质量为100%计,所述合金化处理后的钢水包括以下含量的组分:c:0.3%-0.55%、p:0.0085%-0.011%、si:0.23%-0.26%,mn:0.65%-0.78%、s:0.002%-0.003%、als:0.024%-0.003%,其余为fe和不可避免的杂质。
8.根据权利要求1所述的控制方法,其特征在于,在所述连铸连轧的步骤中,中间包钢水的过热度为18-35℃。
9.根据权利要求1所述的控制方法,其特征在于,在所述连铸连轧的步骤中还包括精轧工序,所述精轧工序包括第一精轧机区;
技术总结
本申请公开了一种中高碳钢表面裂纹的控制方法。该控制方法包括:精炼,对钢水进行精炼,得到精炼后的钢水,精炼后的钢水中碳含量为0.3%‑0.55%;连铸连轧,对精炼后的钢水进行连铸连轧,其中,向连铸结晶器中钢水的表面加入保护渣,以对钢水的表面进行保护,以保护渣的总质量为100%计,保护渣包括质量含量为2%‑3%的Li<subgt;2</subgt;O,保护渣的碱度为0.8‑1.0,保护渣的熔化温度为820‑920℃,铸坯进入加热炉时的温度为900‑950℃,铸坯在加热炉中的加热时间为30‑50min,加热炉中混合煤气的热值为11500‑13000KJ/Nm<supgt;3</supgt;。该控制方法能够使中高碳钢的表面无黑斑和裂纹,从而得到高质量的中高碳钢。
技术研发人员:戴智才,罗钢,梁亮,向往,谢森林,邓之勋,李强奇,曾斌,尹振芝,肖磊,郭政伟,陶一郡
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!