一种高强耐腐蚀船用铝合金板材加工工艺的制作方法
本发明属于铝合金材料,具体涉及一种高强耐腐蚀船用铝合金板材加工工艺。
背景技术:
1、铝合金应用于造船业已有近百年的历史,随着国内外造船业突飞猛进地发展,船舶的轻量化越来越被重视,由于铝的低密度、高强度、高刚性和耐腐性,船舶设计者使用铝建造的船舶和使用钢材或其它合成材料建造的船舶相比重量减轻了15-20%;铝合金的高韧性、抗腐蚀性以及可焊性为建造对重量要求严格的船型提供了很好的选择。
2、由于铝的加工成本较低,因此使用铝材制造船舶更具经济性,铝合金可以作为板材,也可以进行挤压成型加工和铸造加工;再加上铝合金突出的物理特性,使得用铝合金制造船舶十分具有经济性,从船舶设计者角度来看,使用铝合金制造的船舶可以达到更高的速度以及更长的使用寿命,铝合金的这些优点,使其在船舶的应用上发展得很快,造船业为铝材提供了广阔的应用市场。
3、随着海洋资源的开发海工装备和海洋船舶用铝合金按用途可分为船体结构用铝合金、舾装用铝合金,船壳体结构上用的铝合金主要是5083、5086和5456、5059这四种合金。
4、目前市场海工和船用铝合金板材已经大规模应用,痛点是材料在焊接后焊缝强度迅速降低,材料在焊接后自退火材料回复再结晶到″o″状态强度降低,强度只能达到母材强度的70%左右,制备一种高强度母材焊接后保留母材的高强度80%以上,同时保留母材的高耐腐蚀性能材料,是目前满足在高端海工装备和船舶用铝合金的需求,因此需要设计一种高强耐腐蚀船用铝合金板材加工工艺来解决上述问题。
技术实现思路
1、本发明的目的是提供一种高强耐腐蚀船用铝合金板材加工工艺,用该工艺制备的铝合金板材具有强度高、高耐腐蚀性能的特点。
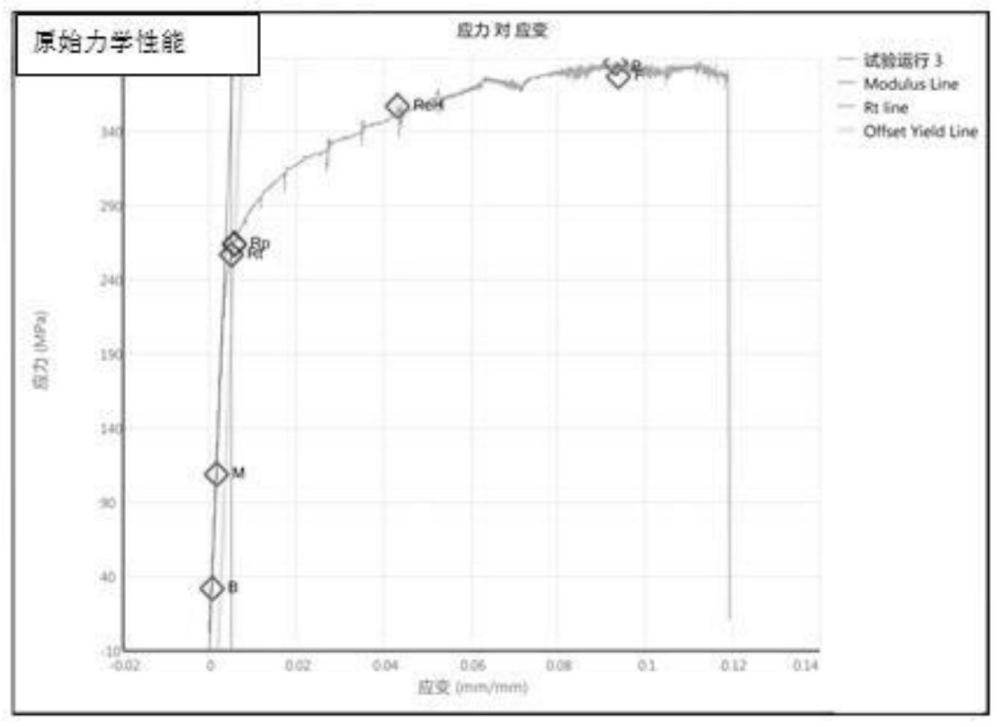
2、为了达到以上目的,本发明的技术解决方案如下:本发明提供了一种高强耐腐蚀船用铝合金板材加工工艺,制备用的各种元素含量如下:si:≤0.12%,fe≤0.2%,cu≤0.05%,mn:0.75%~1.20%,mg:5.5%~6.5%,cr≤0.01%~0.15%,zn:0.10%~0.30%,zr:0.05%~0.25%,sc:0.05%~0.20%,ti:0.015%~0.03%,na≤0.0001%,be:0.001%~0.005%,杂质含量<0.05%,余量为不可避免的杂质和al,引入sc、zr、cr这3个元素提高材料的再结晶温度,为焊接高温状态下阻止材料回复再结晶,保留材料的加工组织,在高温焊接状态下减少组织的回复结晶,这样就保留了材料的原始的组织和强度的目的。抗拉强度大于400mpa,屈服强度大于295mpa,延伸率大于10%,剥落腐蚀不低于pa,晶间腐蚀重量损失小于15mg/cm2,焊接后抗拉强度大于355mpa,屈服强度大于215mpa。
3、本发明的进一步改进在于:步骤一:将合金按比例进行配料、熔炼、在线精炼、铸造;步骤二:将步骤一的物料进行均质化热处理;步骤三:将步骤二的物料进行锯切铣面;步骤四:将步骤三的物料进行预加热、热轧轧制;使铸造组织充分破碎,试铸造组织转化为加工组织;步骤五:将步骤四的物料进行冷轧后稳定化处理,得到铝合金板材,经过冷轧增加材料位错提高材料强度,用稳定化处理,保证材料的耐腐蚀性能符合标准要求。
4、本发明的进一步改进在于:步骤一:将合金按比例配料熔炼,熔炼温度790℃-800℃,精炼除气搅拌后,然后再加铝锭并进行降温,之后加入锰剂和镁锭,再精炼,扒渣,之后加入al-sc/al-zr/al-cr/al-ti中间合金进行电磁搅拌均匀。
5、本发明的进一步改进在于:步骤一中的铸造按铸造温度690℃-720℃,铸造速度40-50mm/min,得到铸锭厚度400~550mm。
6、本发明的进一步改进在于:步骤二铸锭均质化处理:在熔铸铸造的凝固期间溶质元素的偏析引起合金化元素聚集,进行均匀化处理,均质化处理步骤,第一段:金属温度410±5℃,保温10小时;合金中组织中的非平衡低熔点共晶相开始溶解;第二段:金属温度505±5℃,保温12小时,在熔铸铸造的凝固期间溶质元素的偏析引起合金化元素聚集,进行均匀化处理,更加均匀一致的组织结构,使最终产品的性能一致性消除晶内偏析。
7、本发明的进一步改进在于:步骤三锯切铣面:锯切掉铸锭底部250mm,浇口150mm,保证铸锭表面的粗晶层铣削掉。
8、本发明的进一步改进在于:步骤四中的热轧轧制21道次大压下量使得铸锭的铸造组织充分转变为加工组织,得到坯料厚度5~50mm。
9、有益效果:
10、本发明由于添加微量cr/zr/sc/ti这四种元素后,晶粒急剧细化,高温组织稳定性高,提高材料回复再结晶温度,使得材料在焊接时减少材料组织回复,冷轧态合金原始组织为典型纤维状轧制变形组织,并且沿轧向呈流线型分布;高温变形过程中,纤维絮状物起到连接晶界作用,提高了晶间的粘合强度,完全再结晶温度在550℃以上,接近熔点,材料在高温焊接时强度能保留在母材的80%以上。
技术特征:
1.一种高强耐腐蚀船用铝合金板材,其特征在于:制备用的各种元素含量如下:si:≤0.12%,fe≤0.2%,cu≤0.05%,mn:0.75%~1.20%,mg:5.5%~6.5%,cr≤0.01%~0.15%,zn:0.10%~0.30%,zr:0.05%~0.25%,sc:0.05%~0.20%,ti:0.015%~0.03%,na≤0.0001%,be:0.001%~0.005%,杂质含量<0.05%,余量为不可避免的杂质和al。
2.一种如权利要求1中所述高强耐腐蚀船用铝合金板材的加工工艺,其特征在于:步骤一:将合金按比例进行配料、熔炼、在线精炼、铸造;步骤二:将步骤一的物料进行均质化热处理;步骤三:将步骤二的物料进行锯切铣面;步骤四:将步骤三的物料进行预加热、热轧轧制;步骤五:将步骤四的物料进行冷轧后稳定化处理,得到铝合金板材。
3.根据权利要求2所述的一种高强耐腐蚀船用铝合金板材加工工艺,其特征在于:步骤一:将合金按比例配料熔炼,熔炼温度790℃-800℃,精炼除气搅拌,然后再加铝锭并进行降温,之后加入锰剂和镁锭,再精炼,扒渣,之后加入al-sc/al-zr/al-cr/al-ti中间合金进行电磁搅拌均匀。
4.根据权利要求3所述的一种高强耐腐蚀船用铝合金板材加工工艺,其特征在于:步骤一中的铸造按铸造温度690℃-720℃,铸造速度40-50mm/min,得到铸锭厚度400~550mm。
5.根据权利要求2所述的一种高强耐腐蚀船用铝合金板材加工工艺,其特征在于:步骤二铸锭均质化处理:在熔铸铸造的凝固期间溶质元素的偏析引起合金化元素聚集,进行均匀化处理,均质化处理步骤,第一段:金属温度410±5℃,保温10小时;合金中组织中的非平衡低熔点共晶相开始溶解;第二段:金属温度505±5℃,保温12小时。
6.根据权利要求2所述的一种高强耐腐蚀船用铝合金板材加工工艺,其特征在于:步骤三锯切铣面:锯切掉铸锭底部250mm,浇口150mm。
7.根据权利要求2所述的一种高强耐腐蚀船用铝合金板材加工工艺,其特征在于:步骤四中的热轧轧制24道次,得到坯料厚度5~50mm。
技术总结
本发明涉及铝合金材料技术领域,公开了一种高强耐腐蚀船用铝合金板材加工工艺,制备用的各种元素含量如下:Si:≤0.12%,Fe≤0.2%,Cu≤0.05%,Mn:0.75%~1.20%,Mg:5.5%~6.5%,Cr≤0.01%~0.15%,Zn:0.10%~0.30%,Zr:0.05%~0.25%,Sc:0.05%~0.20%,Ti:0.015%~0.03%,Na≤0.0001%,Be:0.001%~0.005%,其组分和重量百分比含量如下:余量为不可避免的杂质和AL,杂质含量<0.05%,由于添加微量Cr/Zr/Sc/Ti这4种元素后,晶粒急剧细化,高温组织稳定性高,对提高材料回复再结晶温度,使得材料在焊接时减少材料组织回复,保留材料元素位错组织,起到焊接后保留母材强度的80%以上的效果。
技术研发人员:曹旷,牟大强,曹洪正
受保护的技术使用者:大力神铝业股份有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!