一种等离子喷涂方法和系统与流程
本发明属于数据处理、分析,尤其涉及一种等离子喷涂方法和系统。
背景技术:
1、等离子喷涂技术是一种表面改性技术,它通过利用高温高速的喷涂火焰将材料熔融并加速,然后在基体表面上形成牢固的涂层。这种技术广泛应用于航空、航天、电力、冶金、化工等多个领域,可以显著提高材料的耐磨损、耐腐蚀、耐高温及其他功能性能。石英玻璃凭借着高纯度、耐高温、低热膨胀,加工性好,具有一定的耐刻蚀性能等优良性能,成为了半导体设备零部件材料之一。50nm制程以上的蚀刻设备,其腔内关键零部件都是用的石英材质。相比于陶瓷材质,石英部件不耐受等离子体腐蚀,上机运行几次后,与气体接触的部分会被腐蚀成蜂窝状结构,产生的粒子影响了晶圆品质,最终报废。目前晶圆厂不得不大量采购备件确保产能。本领域需要一种石英表面抗腐蚀涂层制备的方法,既能保证石英制品的使用次数,适用于石英新品及报废品的再生,以满足晶圆厂客户降本增效是每个企业需求。铝基体产品上喷涂氧化钇喷涂已有解决方案,石英的物理属性不同。石英属于脆性材料,喷砂表面易产生纵向裂纹,难以控制粗糙度的均匀性。此外,喷砂后的粉末和石英碎屑会嵌入其中,影响涂层与基材机械咬合和涂层的孔隙率。喷砂后石英表面也会有一层喷砂粉末覆盖,若不去除会降低后期涂层的结合力和循环使用次数。因此,需要一种精确识别处理喷涂数据的合理方法,保证结合力的同时可以保证孔隙率,刻蚀速率,以便于提高喷涂涂层的质量和性能。
技术实现思路
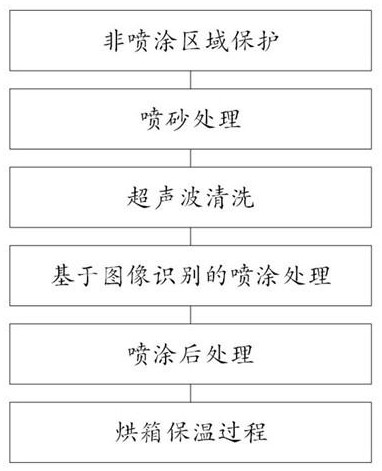
1、针对上述现有技术中存在的缺陷,本发明提供一种等离子喷涂方法,所述方法包括以下步骤,步骤1,采用治具或胶带将石英未喷涂区域进行非喷涂区域保护;步骤2,选择白刚玉或氧化铝作为喷砂材料,通过机械手臂自动喷涂;在喷砂过程中,每隔时间段t1使用显微电镜监测石英表面的状态;通过图像识别系统分析石英表面粗糙度和裂纹情况;根据图像识别系统的反馈信息,确定下一时间段t2喷砂的目数参数序列;所述t2>t1,即预测的喷砂的目数参数所覆盖的时间长度大于采集石英表面状态的显微电镜图像的周期。其中,将当前显微电镜下的石英的表面粗糙度和裂纹情况输入训练好的卷积神经网络cnn网络,得到一个关于表面质量的量化指标。
2、根据所述表面质量的量化指标确定对应的阈值区间,包括,对所述表面质量的量化指标设定多个阈值,将所述表面质量的量化指标的输出范围划分为多个阈值区间,不同阈值区间和不同砂目数具有对应关系。根据训练好的卷积神经网络cnn模型输出的当前表面质量的量化指标结果,从设定的多个阈值中找到和当前表面质量的量化指标结果差值最小且小于所述量化指标结果的阈值,选择所述和当前表面质量的量化指标结果差值最小且小于所述量化指标结果的阈值所对应的喷砂目数作为序列的起始目数。
3、步骤3,将喷砂后的石英进行干冰清洗和纯水超声波震荡清洗。步骤4,在喷涂处理的步骤中,利用图像识别系统确定粉末的直径范围,根据喷涂所用的氧化钇粉末的材料特性确定第一阶段的喷涂厚度,之后基于喷枪的运动速度和喷涂间距确定第一阶段的喷涂时间,再根据第二阶段的喷涂厚度和喷枪的运动速度和喷涂间距确定第二阶段的喷涂时间。其中,使用图像识别系统来确定每批氧化钇粉末的直径分布,所述图像识别系统提供粉末直径的平均值和标准差的统计参数,基于粉末直径的平均值和标准差的统计参数确定第一阶段的喷涂厚度。步骤5,喷涂完成后,去除遮挡保护,进行表面处理和清洗; 步骤6,烘箱保温。
4、 所述步骤2,在喷涂过程中,使用显微电镜对石英表面状态进行拍摄,并通过图像识别系统分析表面的粗糙度和裂纹情况;根据图像识别系统的结果,确定未来时间段的喷砂参数;记录喷砂过程中采用的所有确定的目数砂子和对应的喷砂时间。 所述步骤3,在清洗过程中,利用图像识别系统分析清洗效果,根据监测分析的结果动态调整清洗参数。所述步骤5,进行表面清洗的参数采用和步骤3中清洗过程相同的参数。
5、在喷砂过程中,记录喷砂过程中实际采用的所有确定的目数砂子和对应的喷砂时间,使用数据库或日志系统来进行记录和管理。
6、根据卷积神经网络cnn输出的当前石英表面质量的量化指标结果,从设定的多个阈值中找到和当前石英表面质量的量化指标结果差值最小且大于所述量化指标结果的阈值。
7、基于cnn输出的当前石英表面质量的量化指标结果和从设定的多个阈值中找到所述和当前石英表面质量的量化指标结果差值最小且大于所述量化指标结果的阈值,确定是否需要在下一阶段t2时段切换到下一区间的喷砂目数,以及在确定需要在下一阶段t2时段切换到下一区间的喷砂目数时确定切换到下一区间喷砂目数的时机,所述下一区间的喷砂目数具体为和当前喷砂目数差值最小且小于当前喷砂目数的喷砂目数。
8、使用显微电镜对清洗后的石英表面进行拍摄,获取高分辨率的图像。对图像进行预处理操作,提取出反映清洗效果的特征,所述特征是图像中未清洗部分的像素数占总像素数的比例;基于图像中未清洗部分的像素数占总像素数的比例,计算出清洗效果指数;对于调整频率和时间,如果清洗效果指数低于预定的清洗效果阈值,控制系统自动调整超声波清洗的频率和时间。所述步骤4,在基于图像识别系统的喷涂处理的步骤中,使用两种不同的参数,先使用第一组参数进行喷涂,一旦涂层达到预定的厚度k,则切换到第二组参数进行喷涂;使用图像识别系统来确定每批氧化钇粉末的直径分布,提供粉末直径的平均值μ和标准差σ的统计参数;根据以下公式来确定k的取值:k = a * exp(b * μ + c * σ),其中,粉末直径的平均值μ,粉末标准差σ,a、b、c是参数组,所述参数组a,b,c内的参数为预先通过拟合得到的常数。
9、本发明还提出一种等离子喷涂系统,所述系统包括处理器和存储器,所述存储器中存储有计算机程序,处理器用于执行代码实现前述的等离子喷涂方法。本发明专利的有益技术效果包括:通过优化喷涂和清洗过程,提高了涂层的性能。根据粉末的特性和喷枪的运动状态数据分析确定喷涂时间,可以确保涂层的结合力和硬度。同时,通过干冰和纯水超声波震荡清洗,以及根据图像识别系统的数据分析和识别结果进行的动态清洗参数数据调整,可以有效地去除石英表面的杂质。
10、本发明通过实时监测和动态调整喷涂参数数据,可以实现涂层厚度、粗糙度和孔隙率的精准控制,从而提高涂层的质量和一致性。优化喷涂和清洗过程可以确保涂层的结合力和硬度,同时提高涂层的粗糙度和孔隙率。
11、本发明提出的等离子喷涂方法,通过智能化图像识别系统的运用,对喷涂过程中的数据进行分析、处理、识别,提高了涂层的质量和性能。
技术特征:
1.一种等离子喷涂方法,其特征在于,所述方法包括以下步骤,步骤1,采用治具或胶带将石英未喷涂区域进行非喷涂区域保护;步骤2,选择白刚玉或氧化铝作为喷砂材料,通过机械手臂自动喷涂;在喷砂过程中,每隔时间段t1使用显微电镜监测石英表面的状态;通过图像识别系统分析石英表面粗糙度和裂纹情况;根据图像识别系统的反馈信息,确定下一时间段t2喷砂的目数参数序列;所述t2>t1,即预测的喷砂的目数参数所覆盖的时间长度大于采集石英表面状态的显微电镜图像的周期;其中,将当前显微电镜下的石英的表面粗糙度和裂纹情况输入训练好的卷积神经网络cnn网络,得到一个关于表面质量的量化指标;根据所述表面质量的量化指标确定对应的阈值区间,包括,对所述表面质量的量化指标设定多个阈值,将所述表面质量的量化指标的输出范围划分为多个阈值区间,不同阈值区间和不同砂目数具有对应关系;根据训练好的卷积神经网络cnn输出的当前表面质量的量化指标结果,从设定的多个阈值中找到和当前表面质量的量化指标结果差值最小且小于所述量化指标结果的阈值,选择所述和当前表面质量的量化指标结果差值最小且小于所述量化指标结果的阈值所对应的喷砂目数作为序列的起始目数;步骤3,将喷砂后的石英进行干冰清洗和纯水超声波震荡清洗;步骤4,在喷涂处理的步骤中,利用图像识别系统确定粉末的直径范围,根据喷涂所用的氧化钇粉末的材料特性确定第一阶段的喷涂厚度,之后基于喷枪的运动速度和喷涂间距确定第一阶段的喷涂时间,再根据第二阶段的喷涂厚度和喷枪的运动速度和喷涂间距确定第二阶段的喷涂时间;其中,使用图像识别系统来确定每批氧化钇粉末的直径分布,所述图像识别系统提供粉末直径的平均值和标准差的统计参数,基于粉末直径的平均值和标准差的统计参数确定第一阶段的喷涂厚度;步骤5,喷涂完成后,去除遮挡保护,进行表面处理和清洗;步骤6,烘箱保温。
2.如权利要求1所述的一种等离子喷涂方法,其特征在于,所述步骤2,在喷涂过程中,使用显微电镜对石英表面状态进行拍摄,并通过图像识别系统分析表面的粗糙度和裂纹情况;根据图像识别系统的结果,确定未来时间段的喷砂参数;记录喷砂过程中采用的所有确定的目数砂子和对应的喷砂时间。
3.如权利要求1所述的一种等离子喷涂方法,其特征在于,所述步骤3,在清洗过程中,利用图像识别系统分析清洗效果,根据监测分析的结果动态调整清洗参数。
4.如权利要求1所述的一种等离子喷涂方法,其特征在于,所述步骤5,进行表面清洗的参数采用和步骤3中清洗过程相同的参数。
5.如权利要求2所述的一种等离子喷涂方法,其特征在于,在喷砂过程中,记录喷砂过程中实际采用的所有确定的目数砂子和对应的喷砂时间,使用数据库或日志系统来进行记录和管理。
6.如权利要求1所述的一种等离子喷涂方法,其特征在于,根据卷积神经网络cnn输出的当前石英表面质量的量化指标结果,从设定的多个阈值中找到和当前石英表面质量的量化指标结果差值最小且大于所述量化指标结果的阈值;基于卷积神经网络cnn输出的当前石英表面质量的量化指标结果和从设定的多个阈值中找到所述和当前石英表面质量的量化指标结果差值最小且大于所述量化指标结果的阈值,确定是否需要在下一阶段t2时段切换到下一区间的喷砂目数,以及在确定需要在下一阶段t2时段切换到下一区间的喷砂目数时确定切换到下一区间喷砂目数的时机,所述下一区间的喷砂目数具体为和当前喷砂目数差值最小且小于当前喷砂目数的喷砂目数。
7.如权利要求3所述的一种等离子喷涂方法,其特征在于,使用显微电镜对清洗后的石英表面进行拍摄,获取高分辨率的图像;对图像进行预处理操作,提取出反映清洗效果的特征,所述特征是图像中未清洗部分的像素数占总像素数的比例;基于图像中未清洗部分的像素数占总像素数的比例,计算出清洗效果指数;对于调整频率和时间,如果清洗效果指数低于预定的清洗效果阈值,控制系统自动调整超声波清洗的频率和时间。
8.如权利要求1所述的一种等离子喷涂方法,其特征在于,所述步骤4,在基于图像识别系统的喷涂处理的步骤中,使用两种不同的参数,先使用第一组参数进行喷涂,一旦涂层达到预定的厚度k,则切换到第二组参数进行喷涂;使用图像识别系统来确定每批氧化钇粉末的直径分布,提供粉末直径的平均值μ和标准差σ的统计参数;根据以下公式来确定k的取值:k = a * exp(b * μ + c * σ),其中,粉末直径的平均值μ,粉末标准差σ,a、b、c是参数组,所述参数组a,b,c内的参数为预先通过拟合得到的常数。
9.一种等离子喷涂系统,所述系统包括处理器和存储器,所述存储器中存储有计算机程序,处理器用于执行代码实现权利要求1-8中任一项所述的等离子喷涂方法。
技术总结
本发明公开了一种等离子喷涂方法和系统,所述方法包括以下步骤:步骤1,未喷涂区域进行非喷涂区域保护;步骤2,选择白刚玉或氧化铝作为喷砂材料,通过机械手臂自动喷涂;步骤3,将喷砂后的石英进行干冰清洗和纯水超声波震荡清洗;步骤4,在喷涂处理的步骤中,利用图像识别系统确定粉末的直径范围,根据粉末的材料特性确定第一阶段的喷涂厚度,确定第一阶段的喷涂时间和第二阶段的喷涂时间;步骤5,喷涂完成后,去除遮挡保护,进行表面处理和清洗;步骤6,烘箱保温;本发明提出的等离子喷涂方法,通过智能化图像识别系统的运用,对喷涂数据进行分析处理识别,提高了涂层的质量和性能。
技术研发人员:桂传书,朱文健,张牧,顾仁宝,李伟东,范彦丽,陆圣波,白晓天,靳普云,徐钰虹,单琪
受保护的技术使用者:江苏凯威特斯半导体科技有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!