一种包芯线周期性渐变速喂线方法
本发明涉及钢铁冶金,尤其是涉及一种包芯线周期性渐变速喂线方法。
背景技术:
1、在目前的钢铁冶金生产过程中,通常需要往钢液中添加各种合金元素以调整钢液成分以及对钢液进行改质处理,将包芯线喂入钢液中比传统的加入合金锭方式更能克服某些合金元素密度小、熔点低、与钢中氧的亲和力强而不易在炉内加入或者与炉渣接触、二次氧化烧损等不利因素。喂线处理的目的主要有以下几项:(1)对夹杂物进行改质,消除高熔点硬质夹杂物的危害,同时改善浇注性能。(2)脱氧脱硫,提升钢的洁净度,改善产品质量和性能。(3)提高钢质微调成分,喂线过程确保元素收得率,精确控制钢的成分,确保成分稳定。
2、现有技术中,公开号为cn110184415a的中国专利公开了“一种钢包精炼用喂线装置及喂线方法”,该发明提供了一种钢包精炼用喂线装置及喂线方法,解决传统喂线过程合金线穿过渣层、二次氧化与蒸汽压低等因素导致的合金回收率低的问题。但该发明并未解决喂线点合金元素局部浓度过高,来不及溶解扩散,易从钢液中溢出的问题。公开号为cn201254586y的中国专利公开了“一种插入式喂线机”,但该发明也会导致喂入部位的局部合金元素浓度过高,合金元素不能得到很好的扩散。公开号为cn115466822a的中国专利公开了“用于球化处理的喂线装置及其控制方法”,该专利根据温度差距调控喂线速度,其目的在于确保不同温度下,包芯线熔化点均在近钢包底部,其不足在于合金元素在局部浓度过高,来不及溶解扩散,易从钢液中溢出,使得合金元素收得率低,成本增加。综上所述,现有技术中存在着喂线点合金元素局部浓度过高,溶解扩散范围较小,合金元素收得率低,成本增加的问题。因此,本发明提供一种包芯线周期性渐变速喂线方法。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种包芯线周期性渐变速喂线方法。
2、本发明的目的可以通过以下技术方案来实现:
3、本发明公开了一种包芯线周期性渐变速喂线方法,包括以下步骤:
4、步骤s1、根据钢包底部吹氩孔位置,选定钢液下降流股区域;
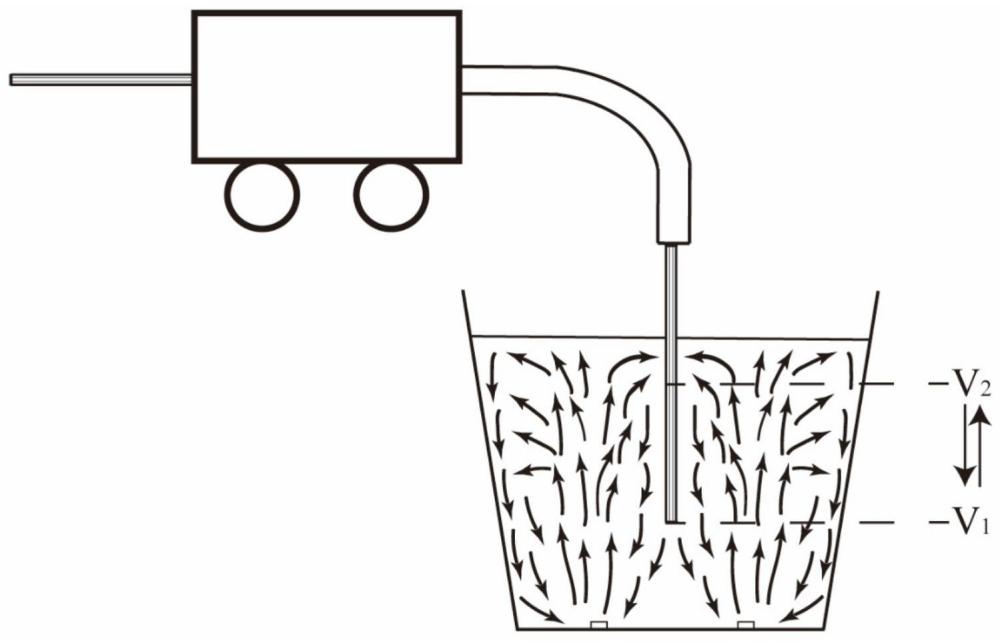
5、步骤s2、将包芯线以周期性变化的喂线速度喂入钢液下降流股;通过调整不同的喂线速度,使包芯线在熔池不同深度进行熔化。
6、进一步地,所述步骤s1中的钢包底部吹氩孔位置包括双孔中心对称吹氩模式、双孔与中心连线成一定角度吹氩模式和单孔吹氩模式。
7、进一步地,使用所述双孔中心对称吹氩模式时,将包芯线喂入双孔中心对称面位置处产生的钢液下降流股区域。
8、进一步地,使用双孔与中心连线成一定角度吹氩模式时,将包芯线喂入在两个吹氩口连线中点的钢包中心对称位置处产生的钢液下降流股区域。
9、进一步地,使用单孔吹氩模式时,将包芯线喂入吹氩孔中心对称位置处的钢液下降流股区域。
10、进一步地,步骤s2中所述喂线速度与包芯线熔化时间,喂入深度满足如下公式:
11、
12、其中,v为喂线速度,h为喂入深度,τ为包芯线熔化时间。
13、进一步地,所述包芯线熔化时间τ与包芯线的直径d和芯皮厚度δ满足以下公式:
14、τ=1.015·δ(1-δ/d)·d0.5。
15、进一步地,所述喂入深度的范围包括最小允许喂入深度至最大允许喂入深度;其中,所述最小允许喂入深度为距离钢液表面为0.2m,即hmin=0.2,所述最大允许喂入深度为离钢包底部0.2m,即hmax=h-0.2,h为熔池深度。
16、进一步地,所述喂线速度的范围包括最小喂线速度至最大喂线速度;其中,所述最大喂线速度v1≤最大允许喂线速度vmax,所述最大允许喂线速度通过所述最大允许喂入深度计算得到,所述最小喂线速度v2≥最小允许喂线速度vmin,所述最小允许喂线速度通过所述最小允许喂入深度计算得到;
17、所述喂线速度与周期性函数、最小喂线速度和最大喂线速度满足以下公式:
18、或者v=(v1-v2)·|f(t)|+v2
19、其中,v为喂线速度,v1为最大喂线速度与v2为最小喂线速度,f(t)为基本初等周期性函数。
20、进一步地,所述基本初等周期性函数包括正弦波函数,余弦波函数,锯齿波函数。
21、与现有技术相比,本发明具有以下有益效果:
22、(1)本发明采用周期性渐变速喂线方法,可以使包芯线在钢液中不同部位得到有效溶解,避免了合金元素局部浓度过高的问题,并使合金元素均匀扩散,达到降低反应程度,提升元素收得率,降低生产成本的效果。
23、(2)本发明通过调整不同的喂线速度,使包芯线在熔池不同深度进行熔化,避免局部位置元素浓度过高导致的反应剧烈,促进合金元素在钢液内混合均匀,通过将包芯线喂入钢液下降流股,可抑制合金元素的挥发烧损,从而提升元素收得率。
技术特征:
1.一种包芯线周期性渐变速喂线方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种包芯线周期性渐变速喂线方法,其特征在于,所述步骤s1中的钢包底部吹氩孔位置包括双孔中心对称吹氩模式、双孔与中心连线成一定角度吹氩模式和单孔吹氩模式。
3.根据权利要求2所述的一种包芯线周期性渐变速喂线方法,其特征在于,使用所述双孔中心对称吹氩模式时,将包芯线喂入双孔中心对称面位置处产生的钢液下降流股区域。
4.根据权利要求2所述的一种包芯线周期性渐变速喂线方法,其特征在于,使用双孔与中心连线成一定角度吹氩模式时,将包芯线喂入在两个吹氩口连线中点的钢包中心对称位置处产生的钢液下降流股区域。
5.根据权利要求2所述的一种包芯线周期性渐变速喂线方法,其特征在于,使用单孔吹氩模式时,将包芯线喂入吹氩孔中心对称位置处的钢液下降流股区域。
6.根据权利要求1所述的一种包芯线周期性渐变速喂线方法,其特征在于,步骤s2中所述喂线速度与包芯线熔化时间,喂入深度满足如下公式:
7.根据权利要求6所述的一种包芯线周期性渐变速喂线方法,其特征在于,所述包芯线熔化时间τ与包芯线的直径d和芯皮厚度δ满足以下公式:
8.根据权利要求7所述的一种包芯线周期性渐变速喂线方法,其特征在于,所述喂入深度的范围包括最小允许喂入深度至最大允许喂入深度;其中,所述最小允许喂入深度为距离钢液表面为0.2m,即hmin=0.2,所述最大允许喂入深度为离钢包底部0.2m,即hmax=h-0.2,h为熔池深度。
9.根据权利要求8所述的一种包芯线周期性渐变速喂线方法,其特征在于,所述喂线速度的范围包括最小喂线速度至最大喂线速度;其中,所述最大喂线速度v1≤最大允许喂线速度vmax,所述最大允许喂线速度通过所述最大允许喂入深度计算得到,所述最小喂线速度v2≥最小允许喂线速度vmin,所述最小允许喂线速度通过所述最小允许喂入深度计算得到;
10.根据权利要求9所述的一种包芯线周期性渐变速喂线方法,其特征在于,所述基本初等周期性函数包括正弦波函数,余弦波函数,锯齿波函数。
技术总结
本发明涉及一种包芯线周期性渐变速喂线方法,包括以下步骤:步骤S1、根据钢包底部吹氩孔位置,选定钢液下降流股区域;步骤S2、将包芯线以周期性变化的喂线速度喂入钢液下降流股;通过调整不同的喂线速度,使包芯线在熔池不同深度进行熔化。与现有技术相比,本发明具有避免合金元素局部浓度过高,并使合金元素均匀扩散,达到降低反应程度,提升元素收得率,降低生产成本的效果等优点。
技术研发人员:沈平,伦明睿,付建勋
受保护的技术使用者:上海大学
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!