零间隙内磨工装的制作方法
本技术涉及内磨工装,特别涉及一种零间隙内磨工装。
背景技术:
1、现有技术中,传统工装会因螺母外圆的公差大小或工装长时间使用的磨损导致内孔变大,使得螺母不在贴合内孔,这样会导致磨出来的螺母滚道不均匀,而导致螺母跳动过大不合格。
技术实现思路
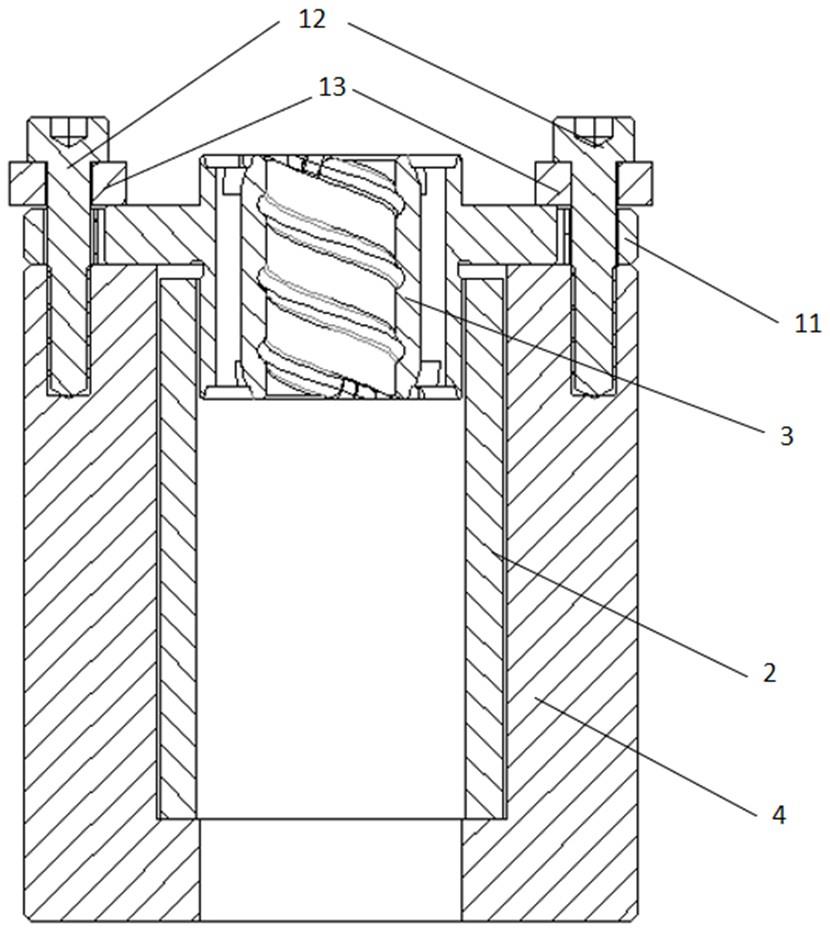
1、根据本实用新型实施例,提供了一种零间隙内磨工装,用于加工螺母的滚道,包含:壳体,还包含:定位模块和钢珠保持架。其中,定位模块与壳体相连,用于固定螺母;钢珠保持架与壳体相连,加工时钢珠保持架套在螺母的一端,螺母的一端通过钢珠保持架与壳体紧密连接。
2、进一步,定位模块包含:定位盖,定位盖与壳体相连,用于固定螺母。
3、进一步,定位盖上设有定位凹槽,螺母的另一端至于定位凹槽中,定位凹槽用于防止螺母转动。
4、进一步,定位模块还包含:一对定位螺钉,一对定位螺钉分布在定位凹槽两端,用于将定位盖固定在壳体上。
5、进一步,定位模块还包含:一对垫片,一对垫片分别套在一对定位螺钉上,一对定位螺钉通过一对垫片将螺母固定在定位凹槽内。
6、进一步,螺母的一端通过钢珠保持架与壳体的连接为过盈配合。
7、根据本实用新型实施例的零间隙内磨工装,能够保证螺母和工装无间隙要求;并且可以减少两者之间的磨损;提高螺母的滚道的精度。
8、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并 且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种零间隙内磨工装,用于加工螺母的滚道,包含:壳体,其特征在于,还包含:
2.如权利要求1所述的零间隙内磨工装,其特征在于,所述定位模块包含:定位盖,所述定位盖与所述壳体相连,用于固定所述螺母。
3.如权利要求2所述的零间隙内磨工装,其特征在于,所述定位盖上设有定位凹槽,所述螺母的另一端至于所述定位凹槽中,所述定位凹槽用于防止所述螺母转动。
4.如权利要求3所述的零间隙内磨工装,其特征在于,所述定位模块还包含:一对定位螺钉,所述一对定位螺钉分布在所述定位凹槽两端,用于将所述定位盖固定在所述壳体上。
5.如权利要求4所述的零间隙内磨工装,其特征在于,所述定位模块还包含:一对垫片,所述一对垫片分别套在所述一对定位螺钉上,所述一对定位螺钉通过所述一对垫片将所述螺母固定在所述定位凹槽内。
6.如权利要求1所述的零间隙内磨工装,其特征在于,所述螺母的一端通过所述钢珠保持架与所述壳体的连接为过盈配合。
技术总结
本技术公开了零间隙内磨工装,用于加工螺母的滚道,包含:壳体,还包含:定位模块和钢珠保持架。其中,定位模块与壳体相连,用于固定螺母;钢珠保持架与壳体相连,加工时钢珠保持架套在螺母的一端,螺母的一端通过钢珠保持架与壳体紧密连接。本技术能够保证螺母和工装无间隙要求;并且可以减少两者之间的磨损;提高螺母的滚道的精度。
技术研发人员:陈学林,田浩
受保护的技术使用者:上海依井精密机械有限公司
技术研发日:20230214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!