基于压铸工艺制造的可快速脱模模具的制作方法
本技术属于模具领域,具体是基于压铸工艺制造的可快速脱模模具。
背景技术:
1、压力铸造是金属加工工艺中的一种少无切削的特种铸造方法,它是将熔融金属在高压高速下充填铸型,并在高压下结晶凝固形成铸件的过程,目前,工业复杂的零件都是基于压铸工艺制造而成的,压力铸造零件时采用压铸模具。
2、但是现有的压铸模具在使用时仍存在不足之处,压铸模具完成一次零件压铸后,需要对模具型腔喷射水和冷却液,水和冷却液高温模具接触时产生大量的水雾,水雾弥漫在工作环境中,易潮湿电器设备,且水和冷却液排出后,易积累在模具底部,不能及时排出。
技术实现思路
1、解决的技术问题:
2、针对现有技术的不足,本实用新型提供了基于压铸工艺制造的可快速脱模模具,解决了背景技术中提到的问题。
3、技术方案:
4、为实现以上目的,本实用新型通过以下技术方案予以实现:
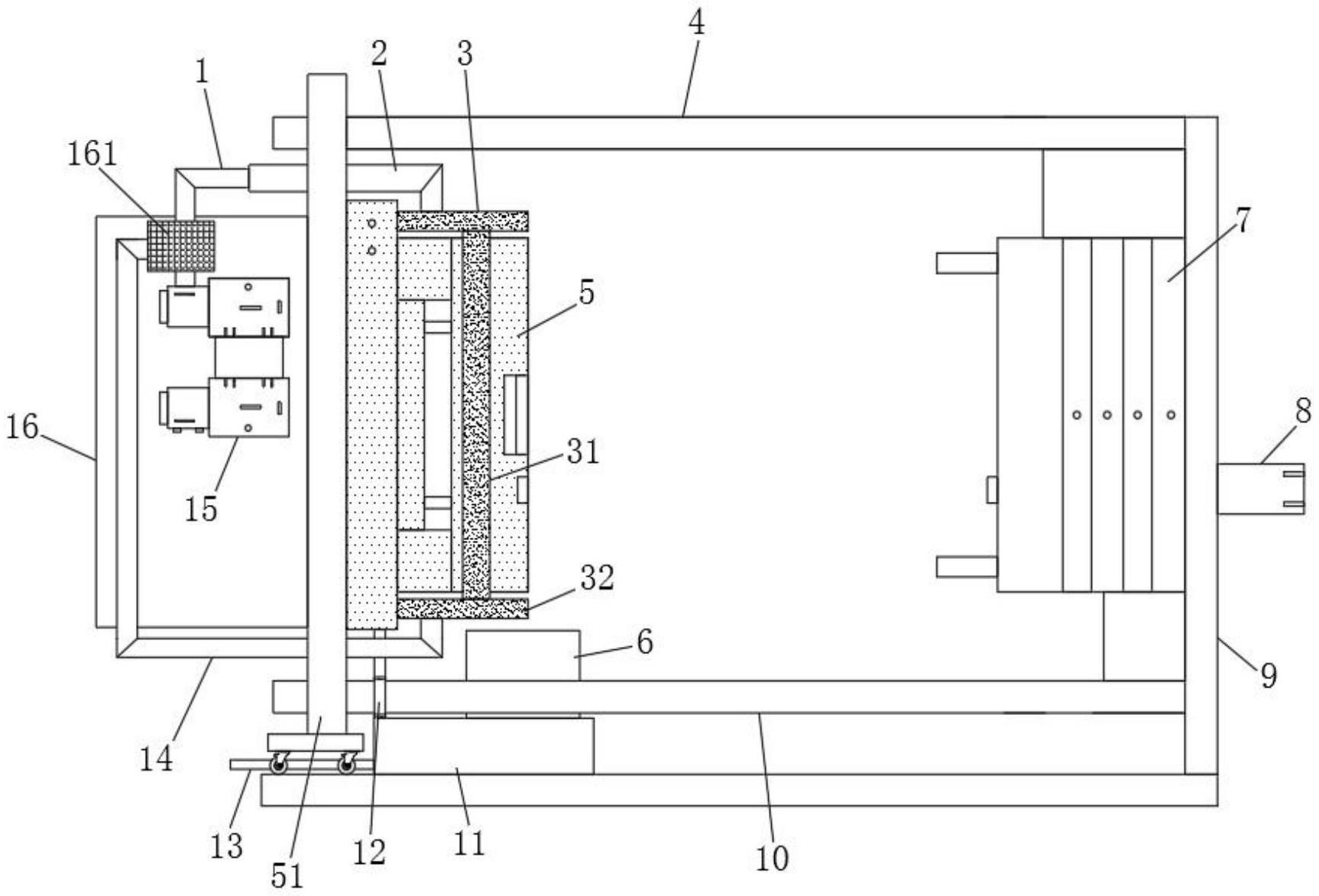
5、基于压铸工艺制造的可快速脱模模具,包括支架,所述支架的一侧安装有定模,且定模上安装有注射管,所述定模的一侧安装有可移动的动模,所述动模上安装有除雾组件,且除雾组件的一侧安装有抽气装置,所述除雾组件包括安装在动模外部的第二空心板、对称安装在第二空心板一侧的两个空心管和安装在空心管端部的第一空心板,所述空心管、第一空心板和第二空心板的前表面均开设有气孔。
6、在基于压铸工艺制造的可快速脱模模具可能的实现方式中,所述抽气装置包括安装在第二空心板顶部的第二导管、安装在第二导管端部的第一导管、安装在第一导管端部的滤芯、安装在滤芯一侧的吸气泵。
7、在基于压铸工艺制造的可快速脱模模具可能的实现方式中,所述第一空心板的底部安装有第三导管,所述第三导管的一端与滤芯相接通。
8、在基于压铸工艺制造的可快速脱模模具可能的实现方式中,所述第一空心板和第二空心板均为中空长方体结构。
9、在基于压铸工艺制造的可快速脱模模具可能的实现方式中,所述动模的底部一侧安装有集水装置;所述集水装置包括安装在动模底部的连接板、安装在连接板底端的第二盛水盒、安装在第二盛水盒顶部的第一盛水盒,所述第一盛水盒位于动模的下方,所述第二盛水盒的一端安装有排液管。
10、在基于压铸工艺制造的可快速脱模模具可能的实现方式中,所述连接板上开设有通孔,所述支架的顶部一侧安装有第一导轨,且支架的底端一侧安装有第二导轨,所述第二导轨贯穿通孔。
11、在基于压铸工艺制造的可快速脱模模具可能的实现方式中,所述动模的一侧安装有滑板,所述滑板可在第一导轨和第二导轨上滑动,所述滑板的一侧安装有安装台。
12、有益效果:
13、一是,采用了除雾组件,除雾组件安装在动模上,对动模喷射水和冷却液时产生的水雾经过除雾组件,然后被集中在一起排离工作环境,水雾不会大面积飘洒在电器设备上,同时水雾不会大面积潮湿工作环境,有利于保护工作环境和保护工作设备。
14、二是,采用了集水装置,集水装置安装在动模的下方,动模移动时,集水装置与动模同步移动,有利于收集从动模淋出的冷却液,可以对冷却液进行集中,并集中排出,能对使用过的冷却液进行收回利用,同时冷却液可以及时排出,不会积累在动模下方,不会影响动模移动。
技术特征:
1.基于压铸工艺制造的可快速脱模模具,其特征在于:包括支架(9),所述支架(9)的一侧安装有定模(7),且定模(7)上安装有注射管(8),所述定模(7)的一侧安装有可移动的动模(5),所述动模(5)上安装有除雾组件(3),且除雾组件(3)的一侧安装有抽气装置,所述除雾组件(3)包括安装在动模(5)外部的第二空心板(33)、对称安装在第二空心板(33)一侧的两个空心管(31)和安装在空心管(31)端部的第一空心板(32),所述空心管(31)、第一空心板(32)和第二空心板(33)的前表面均开设有气孔(17)。
2.如权利要求1所述的基于压铸工艺制造的可快速脱模模具,其特征在于:所述抽气装置包括安装在第二空心板(33)顶部的第二导管(2)、安装在第二导管(2)端部的第一导管(1)、安装在第一导管(1)端部的滤芯(161)、安装在滤芯(161)一侧的吸气泵(15)。
3.如权利要求1所述的基于压铸工艺制造的可快速脱模模具,其特征在于:所述第一空心板(32)的底部安装有第三导管(14),所述第三导管(14)的一端与滤芯(161)相接通。
4.如权利要求1所述的基于压铸工艺制造的可快速脱模模具,其特征在于:所述第一空心板(32)和第二空心板(33)均为中空长方体结构。
5.如权利要求1所述的基于压铸工艺制造的可快速脱模模具,其特征在于:所述动模(5)的底部一侧安装有集水装置;所述集水装置包括安装在动模(5)底部的连接板(12)、安装在连接板(12)底端的第二盛水盒(11)、安装在第二盛水盒(11)顶部的第一盛水盒(6),所述第一盛水盒(6)位于动模(5)的下方,所述第二盛水盒(11)的一端安装有排液管(13)。
6.如权利要求5所述的基于压铸工艺制造的可快速脱模模具,其特征在于:所述连接板(12)上开设有通孔(18),所述支架(9)的顶部一侧安装有第一导轨(4),且支架(9)的底端一侧安装有第二导轨(10),所述第二导轨(10)贯穿通孔(18)。
7.如权利要求6所述的基于压铸工艺制造的可快速脱模模具,其特征在于:所述动模(5)的一侧安装有滑板(51),所述滑板(51)可在第一导轨(4)和第二导轨(10)上滑动,所述滑板(51)的一侧安装有安装台(16)。
技术总结
本申请公开了基于压铸工艺制造的可快速脱模模具,涉及模具领域,包括支架,所述支架的一侧安装有定模,且定模上安装有注射管,所述定模的一侧安装有可移动的动模,所述动模上安装有除雾组件,且除雾组件的一侧安装有抽气装置,所述除雾组件包括安装在动模外部的第二空心板、对称安装在第二空心板一侧的两个空心管和安装在空心管端部的第一空心板,所述空心管、第一空心板和第二空心板的前表面均开设有气孔,一是,采用了除雾组件,除雾组件安装在动模上,有利于保护工作环境和保护工作设备,采用了集水装置,集水装置安装在动模的下方,能对使用过的冷却液进行收回利用,同时冷却液可以及时排出。
技术研发人员:姚理刚,周创
受保护的技术使用者:无锡齐高科技有限公司
技术研发日:20230222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!