工件打磨装置的制作方法
本技术涉及工件加工制造,尤其涉及一种工件加工制造中打磨,更具体地,涉及一种工件打磨装置。
背景技术:
1、随着机械加工领域设备制造精度提到、设备成本降低,很多以前由人工操作的工艺逐渐被自动化设备替代。例如,工件加工制造中打磨技术领域中,很多金属配件(例如,比如工件手把等)均需要达到光滑的表面,传统的工件制造过程通常时由人工完成;这种人工加工方式存在很多弊端:效率低、产品质量不稳定等。
2、为了改善传统人工操作存在的弊端,现有技术也提供了一些可以通过自动化设备来实现抛光打磨的技术方案;例如,可以通过工件打磨装置,实现了被打磨工件的多自由度转动,从而实现了被打磨工件多角度的打磨,也就是说在一次夹持过程中可实现工件全方位的打磨。
3、但是发明人在实现本实用新型的过程中发现:虽然现有技术能够通过打磨装置,实现了被打磨工件的全方位自动打磨,但是随着工件加工市场的发展,如果能够提供一种自动化程度更高、加工效率更高、单工件加工成本更低解决方案,势必会增加工件打磨装置的市场竞争力。
技术实现思路
1、本实用新型提供一种工件打磨装置,在工件打磨装置上可以设置有多个相对于工件夹持机构可移动的工件打磨机构,在工件打磨过程中,可以通过调整多个工件打磨机构与工件夹持机构的位置,快速完成打磨机构的切换,从而实现打磨效率的提高。
2、本实用新型第一方面提供一种工件打磨装置,其特征在于,包括:
3、用于夹持待打磨工件的工件夹持机构,
4、与所述工件夹持机构配合的多个工件打磨机构,每个工件打磨机构中分别设置有与所述工件夹持机构上待打磨工件配合的打磨件;其中,所述多个工件打磨机构中至少两个打磨件的参数设置成不同;
5、工件打磨位置调整机构,用于调整所述多个工件打磨机构相对于所述工件夹持机构上待打磨工件的位置,并且在所述待打磨工件加工过程中,在不同的打磨阶段,通过所述工件打磨位置调整机构选择性地调整所述多个工件打磨机构中不同的工件打磨机构与所述工件夹持机构上待打磨工件配合。
6、本实用新型优选的实施方式中,所述工件夹持机构包括多个并列排布的工件夹持单元,并且所述工件持机构的框架底部设置有滑动底座,所述夹持机构的框架可相对于所述滑动底座移动。
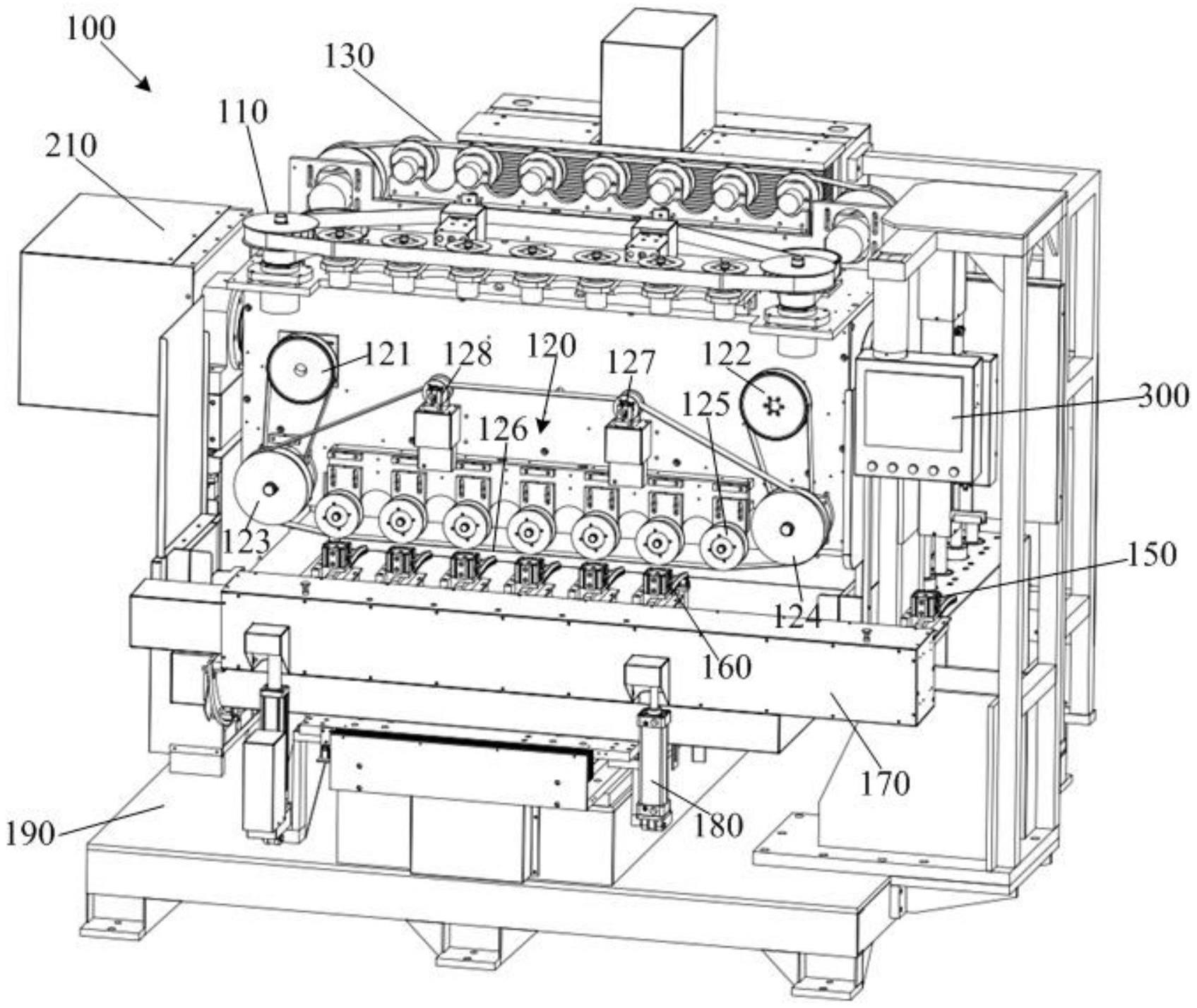
7、本实用新型优选的实施方式中,所述工件打磨机构包括动力旋转部、与所述动力旋转部连接的主动轮、与所述主动轮配合的从动轮、压紧轮、支撑轮,设置在所述主动轮、所述从动轮、所述压紧轮和所述支撑轮外部的打磨砂带。
8、本实用新型优选的实施方式中,所述工件打磨位置调整机构设置成直接调整所述多个工件打磨机构的位置;当所述待打磨工件加工过程中,在不同的打磨阶段,分别通过所述工件打磨位置调整机构选择性地调整所述多个工件打磨机构中不同的工件打磨机构与所述工件夹持机构上待打磨工件配合。
9、本实用新型进一步优选的实施方式中,所述工件打磨位置调整机构包括中间转轴和与中间转轴连接的动力旋转部件,所述工件夹持机构分别围绕着所述中间转轴排布在不同的相位;所述工件打磨位置调整机构通过转动所述中间转轴,来调整不同的工件打磨机构与所述工件夹持机构上待打磨工件配合。
10、本实用新型更进一步优选的实施方式中,所述工件打磨位置调整机构还包括位于中间转轴外部的四面体框架,所述四面体框架的每个面上分别设置有一个工件打磨机构。
11、本实用新型优选的实施方式中,安装所述工件打磨位置调整机构、所述多个工件打磨机构的外壳外侧两侧分别设置有支撑柱,两侧的支撑柱顶部连接有加固用横梁。
12、本实用新型优选的实施方式中,所述工件打磨装置还包括位于所述工件夹持机构下方的水槽和安装所述工件打磨位置调整机构的夹持框架,所述夹持框架左侧设置有用于旋转所述工件打磨位置调整机构的马达,所述夹持框架右侧设置有向所述马达发送转动信号的控制机构。
13、本实用新型优选的实施方式中,与所述工件夹持机构上待打磨工件配合的打磨件为打磨砂带,并且至少两个不同工件打磨机构上设置有不同的打磨砂带,并且所述打磨砂带的种类包括粗砂带、细砂带、尼龙砂带。
14、本实用新型另一方面还提供一种工件打磨装置,其特征在于,包括:
15、用于夹持待打磨工件的工件夹持机构,
16、与所述工件夹持机构配合的第一工件打磨机构、第二工件打磨机构,所述第一工件打磨机构和所述第二工件打磨机构上分别设置有第一打磨件、第二打磨件,所述第一打磨件和所述第二打磨件的打磨性能不同;
17、工件打磨位置调整机构,所述第一工件打磨机构和所述第二工件打磨机构安装在工件打磨位置调整机构上,并且通过所述工件打磨位置调整机构的轴向旋转,将所述第一工件打磨机构或者所述第二打磨机构调整至与所述工件夹持机构配合的位置;
18、所述待打磨工件被设置成选择性地使用所述第一打磨件或所述第二打磨件被所述工件打磨装置打磨。
19、本实用新型优选的实施方式中,所述工件打磨装置还包括第三工件打磨机构、第四工件打磨机构;其中,所述第三工件打磨机构、所述第四工件打磨机构上分别设置有第三打磨件、第四打磨件。
20、相对于现有技术中一台工件打磨装置仅配置一种打磨件,待打磨工件就要经过多次装夹来实现多种打磨;采用本实用新型提供的上述技术方案,在工件打磨装置中设置有至少两个打磨性能参数不同的打磨件,这样可以直接通过工件打磨位置调整机构,快速实现待打磨工件被工件打磨装置中不同打磨性能的打磨件打磨,提高了打磨效率。
21、本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书变得显而易见,或者通过实施本实用新型的技术方案而了解。本实用新型的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构和/或流程来实现和获得。
技术特征:
1.一种工件打磨装置,其特征在于,包括:用于夹持待打磨工件的工件夹持机构,与所述工件夹持机构配合的多个工件打磨机构,每个工件打磨机构中分别设置有与所述工件夹持机构上待打磨工件配合的打磨件;其中,所述多个工件打磨机构中至少两个打磨件的参数设置成不同;工件打磨位置调整机构,用于调整所述多个工件打磨机构相对于所述工件夹持机构上待打磨工件的位置,并且在所述待打磨工件加工过程中,在不同的打磨阶段,通过所述工件打磨位置调整机构选择性地调整所述多个工件打磨机构中不同的工件打磨机构与所述工件夹持机构上待打磨工件配合。
2.根据权利要求 1 所述工件打磨装置,其特征在于,所述工件夹持机构包括多个并列排布的工件夹持单元,并且所述工件持机构的框架底部设置有滑动底座,所述夹持机构的框架可相对于所述滑动底座移动。
3.根据权利要求 1 所述工件打磨装置,其特征在于,所述工件打磨机构包括动力旋转部、与所述动力旋转部连接的主动轮、与所述主动轮配合的从动轮、压紧轮、支撑轮,设置在所述主动轮、所述从动轮、所述压紧轮和所述支撑轮外部的打磨砂带;并且不同的打磨机构中打磨砂带的目数设置成不同。
4. 根据权利要求 1 所述工件打磨装置,其特征在于,所述工件打磨位置调整机构设置成直接调整所述多个工件打磨机构的位置;当所述待打磨工件加工过程中,在不同的打磨阶段,分别通过所述工件打磨位置调整机构选择性地调整所述多个工件打磨机构中不同的工件打磨机构与所述工件夹持机构上待打磨工件配合。
5. 根据权利要求 4 所述工件打磨装置,其特征在于,所述工件打磨位置调整机构包括中间转轴和与中间转轴连接的动力旋转部件,所述工件夹持机构分别围绕着所述中间转轴排布在不同的相位;所述工件打磨位置调整机构通过转动所述中间转轴,来调整不同的工件打磨机构与所述工件夹持机构上待打磨工件配合。
6. 根据权利要求 5 所述工件打磨装置,其特征在于,所述工件打磨位置调整机构还包括位于中间转轴外部的四面体框架,所述四面体框架的每个面上分别设置有一个工件打磨机构。
7. 根据权利要求 1 所述工件打磨装置,其特征在于,安装所述工件打磨位置调整机构、所述多个工件打磨机构的外壳外侧两侧分别设置有支撑柱,两侧的支撑柱顶部连接有加固用横梁。
8. 根据权利要求 1 所述工件打磨装置,其特征在于,所述工件打磨装置还包括位于所述工件夹持机构下方的水槽和安装所述工件打磨位置调整机构的夹持框架,所述夹持框架左侧设置有用于旋转所述工件打磨位置调整机构的马达,所述夹持框架右侧设置有向所述马达发送转动信号的控制机构。
9. 根据权利要求 1-8 中任意一种所述工件打磨装置,其特征在于,与所述工件夹持机构上待打磨工件配合的打磨件为打磨砂带,并且至少两个不同工件打磨机构上设置有不同的打磨砂带,并且所述打磨砂带的种类包括粗砂带、细砂带、尼龙砂带。
10.一种工件打磨装置,其特征在于,包括:用于夹持待打磨工件的工件夹持机构,与所述工件夹持机构配合的第一工件打磨机构、第二工件打磨机构,所述第一工件打磨机构和所述第二工件打磨机构上分别设置有第一打磨件、第二打磨件,所述第一打磨件和所述第二打磨件的打磨性能不同;工件打磨位置调整机构,所述第一工件打磨机构和所述第二工件打磨机构安装在工件打磨位置调整机构上,并且通过所述工件打磨位置调整机构的轴向旋转,将所述第一工件打磨机构或者所述第二工件打磨机构调整至与所述工件夹持机构配合的位置;所述待打磨工件被设置成选择性地使用所述第一打磨件或所述第二打磨件被所述工件打磨装置打磨。
11. 根据权利要求 10 所述工件打磨装置,其特征在于,所述工件打磨装置还包括第三工件打磨机构、第四工件打磨机构;其中,所述第三工件打磨机构、所述第四工件打磨机构上分别设置有第三打磨件、第四打磨件。
技术总结
本技术属于工件加工制造技术领域,提供一种工件打磨装置,其包括:工件夹持机构,与工件夹持机构配合的多个工件打磨机构,每个工件打磨机构中分别设置有与工件夹持机构上待打磨工件配合的打磨件;其中,多个工件打磨机构中至少两个打磨件的参数设置成不同;在待打磨工件加工过程中,在不同的打磨阶段,通过工件打磨位置调整机构选择性地调整多个工件打磨机构中不同的工件打磨机构与工件夹持机构上待打磨工件配合。由于在工件打磨装置上可以设置有多个相对于工件夹持机构可移动的工件打磨机构,所以在工件打磨过程中,可以通过调整多个工件打磨机构与工件夹持机构的位置,快速完成打磨机构的切换,从而实现打磨效率的提高。
技术研发人员:许尚武
受保护的技术使用者:许尚武
技术研发日:20230306
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!