一种金属手机壳用压铸模具的制作方法
本技术涉及模具设计领域,尤其是涉及一种金属手机壳用压铸模具。
背景技术:
1、压铸模具是铸造金属零部件的一种工具,一种在专用的压铸模锻机上完成压铸工艺的工具。压铸的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒,让毛坯的综合机械性能得到显著的提高。
2、但是,在压铸模具工作时,金属液需要通过浇口输入到型腔内,金属液冷却后浇口会停留在产品上,在脱模后才能去除浇口,浇口一般都是通过裁剪去除,裁剪后会在产品的浇口位置留下印记,影响产品外观,无法用于精度要求较高的金属产品(手机外壳、手机中框、手表中框等)。
3、为了隐藏产品的浇口,目前一般都会在模具中采用潜伏式浇口,例如现有专利中(公告号:cn 211843005 u,公告日:2020.11.03)公开了一种用于冰箱门手柄的塑胶模具,其通过设置潜伏式浇口来隐藏产品的注浇口。
4、当潜伏式浇口应用于压铸模具时,就是将浇口设置在产品的边沿或背面处,使其浇口位置不明显,但是对于精度要求高的产品而言,潜伏式浇口依旧会在产品上留下缺陷,为此有必要对其进行改进。
技术实现思路
1、本实用新型为克服上述情况不足,提供了一种能解决上述问题的技术方案。
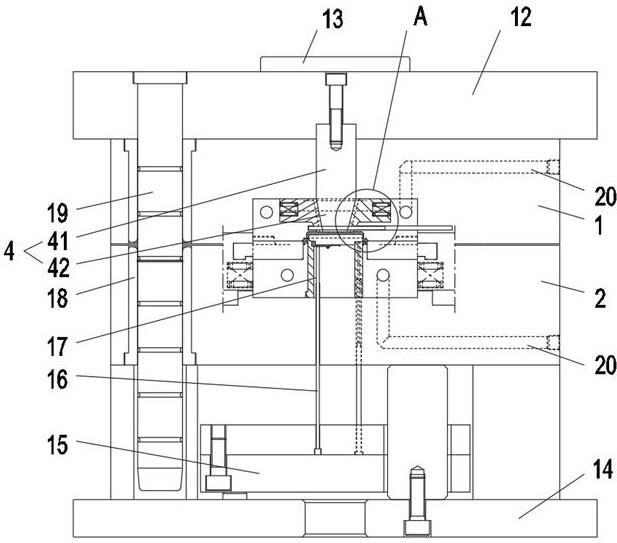
2、一种金属手机壳用压铸模具,包括上模和下模,上模和下模之间成型有型腔;
3、上模中成型有流道,流道的底端通入型腔设置,上模内成型有滑动槽,滑动槽和流道相互连通设置,滑动槽内滑动配合安装有阻隔件,阻隔件上成型有过孔,当过孔滑入滑动槽时流道处于关闭状态;
4、上模内固定安装有加热装置,加热装置给滑动槽和阻隔件进行加热设置;
5、上模内固定安装有联动机构,联动机构带动阻隔件在滑动槽内来回移动。
6、作为本实用新型进一步的方案:联动机构包括电机和联动杆,电机驱动联动杆旋转,联动杆上成型有滑槽,阻隔件上固定安装有定位销,定位销滑动配合安装在滑槽内。
7、作为本实用新型进一步的方案:滑动槽采用薄片开槽,阻隔件采用薄片,滑动槽和阻隔件均呈方形结构。
8、作为本实用新型进一步的方案:滑动槽采用环形开槽,阻隔件采用环形薄片,阻隔件转动配合安装在滑动槽内。
9、作为本实用新型进一步的方案:流道包括有主流道和分流道,上模上固定安装有顶板,顶板的中部成型有压铸口,主流道的上端与压铸口相互连通,分流道设置有两个以上,分流道连通在主流道的下端,分流道的下端通入型腔设置。
10、作为本实用新型进一步的方案:下模的下侧固定安装有底板,底板内升降滑动配合安装有顶针板,顶针板上固定安装有若干个顶针,下模上成型有若干个顶针孔,顶针孔和型腔相互连通设置,若干个顶针的上端一一对应间隙配合插入顶针孔设置。
11、作为本实用新型进一步的方案:上模下侧的四端均固定安装有导柱,下模上侧的四端均成型有导套,导柱一一对应间隙配合插入导套设置。
12、作为本实用新型进一步的方案:上模和下模内均成型有冷却流道。
13、与现有技术相比,本实用新型的有益效果是:
14、1、上模和下模相互合模后,高温的金属液能够通过流道输入到型腔中成型,流道输入型腔中作为产品的浇口,将其浇口设置在产品具有凸起结构的位置上,金属液充满整个型腔后再进行一段时间的保压操作,然后通过联动机构驱动阻隔件滑动,让阻隔件上的过孔滑入到滑动槽内,此时浇口被切断,由于压铸模具还处于合模的状态,型腔内的金属液还未冷却,因此浇口位置不会残留有痕迹,待型腔冷却后金属液在型腔内成型,最后进行开模操作,取出产品,产品会与浇口完全分离,产品的表面不会有浇口的缺陷,满足高精度的需求;
15、2、当金属液渗入滑动槽和阻隔件之间的缝隙处时,加热装置能够让金属液保持在液体的状态,避免金属液发生冷却,让阻隔件不会卡在滑动槽内,由于开模需要在金属液冷却后进行,开模后金属液有可能会残留在滑动槽和阻隔件之间的缝隙处,此时通过联动机构驱动阻隔件,让残留的金属发生脱落,不会影响下次的压铸生产,保证压铸模具和压铸机的稳定运作。
16、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种金属手机壳用压铸模具,包括上模和下模,上模和下模之间成型有型腔;其特征在于:
2.根据权利要求1所述的一种金属手机壳用压铸模具,其特征在于:联动机构包括电机和联动杆,电机驱动联动杆旋转,联动杆上成型有滑槽,阻隔件上固定安装有定位销,定位销滑动配合安装在滑槽内。
3.根据权利要求1或2任意一项所述的一种金属手机壳用压铸模具,其特征在于:滑动槽采用薄片开槽,阻隔件采用薄片,滑动槽和阻隔件均呈方形结构。
4.根据权利要求1或2任意一项所述的一种金属手机壳用压铸模具,其特征在于:滑动槽采用环形开槽,阻隔件采用环形薄片,阻隔件转动配合安装在滑动槽内。
5.根据权利要求1所述的一种金属手机壳用压铸模具,其特征在于:流道包括有主流道和分流道,上模上固定安装有顶板,顶板的中部成型有压铸口,主流道的上端与压铸口相互连通,分流道设置有两个以上,分流道连通在主流道的下端,分流道的下端通入型腔设置。
6.根据权利要求1所述的一种金属手机壳用压铸模具,其特征在于:下模的下侧固定安装有底板,底板内升降滑动配合安装有顶针板,顶针板上固定安装有若干个顶针,下模上成型有若干个顶针孔,顶针孔和型腔相互连通设置,若干个顶针的上端一一对应间隙配合插入顶针孔设置。
7.根据权利要求1所述的一种金属手机壳用压铸模具,其特征在于:上模下侧的四端均固定安装有导柱,下模上侧的四端均成型有导套,导柱一一对应间隙配合插入导套设置。
8.根据权利要求1所述的一种金属手机壳用压铸模具,其特征在于:上模和下模内均成型有冷却流道。
技术总结
本技术公开了一种金属手机壳用压铸模具,涉及模具设计领域,包括上模和下模,上模和下模之间成型有型腔;上模中成型有流道,流道的底端通入型腔设置,上模内成型有滑动槽,滑动槽和流道相互连通设置,滑动槽内滑动配合安装有阻隔件,阻隔件上成型有过孔,当过孔滑入滑动槽时流道处于关闭状态;上模内固定安装有加热装置,加热装置给滑动槽和阻隔件进行加热设置;上模内固定安装有联动机构,联动机构带动阻隔件在滑动槽内来回移动;有益效果是:当阻隔件上的过孔滑入滑动槽后,浇口会被切断,由于此时型腔内的金属液还未冷却,因此浇口位置不会残留有痕迹,开模时取出产品,产品会与浇口完全分离,产品的表面不会留有缺陷,满足高精度的需求。
技术研发人员:于青林,于志鹏,唐志翔
受保护的技术使用者:深圳市华星祥科技有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!