多工位压铸模具快速更换装置的制作方法
本技术涉及模具更换装置,尤其涉及多工位压铸模具快速更换装置。
背景技术:
1、压铸机是在压力作用下将熔融金属液压射到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械,而现有的压铸机的压铸模具往往固定在压铸机的内部,只能对一种固体金属铸件进行压铸,且压铸机内部结构复杂,不能在压铸过程中快速对压模具进行更换,现有会通过夹模器对模具进行更换方便压铸使用,现有技术中的模具夹紧器是一个整体安装在机台上,在使用过程中,夹紧块会直接夹持挤压在模具侧面,但是由于现有的夹紧器侧面没有防护不足,就可能造成在模具侧面留下印记的情况发生影响模具后续使用,为此,我们提出多工位压铸模具快速更换装置。
技术实现思路
1、本实用新型主要是解决上述现有技术所存在的技术问题,提供多工位压铸模具快速更换装置。
2、为了实现上述目的,本实用新型采用了如下技术方案,多工位压铸模具快速更换装置,包括夹模器主体、夹持块和连接杆,夹模器主体的侧面固定安装有连接块,在连接块的内侧开设有安装槽,在安装槽内壁和夹持块侧面之间交错固定安装有支撑块,在支撑块的侧面固定连接有变形块且变形块贴合在夹持块侧面位置,在变形块的内部固定安装有加强块。
3、作为优选,所述连接块为耐磨橡胶材质“c”形块,安装槽为“c”形槽。
4、作为优选,所述支撑块为弹簧钢材质“c”形块,变形块为弹性塑料材质的圆环块。
5、作为优选,所述连接块的侧面等距开设有配合槽,配合槽为弧形槽。
6、作为优选,所述夹持块靠近夹模器主体的侧面固定安装有缓冲块,缓冲块为橡胶材质的“l”形块。
7、有益效果
8、本实用新型提供了多工位压铸模具快速更换装置。具备以下有益效果:
9、(1)、该多工位压铸模具快速更换装置,在使用时,夹持块在夹持模具侧面过程中,连接块受挤压使得支撑块变形起到支撑缓冲作用,同时变形块加强了支撑块的支撑作用,加强块加强了变形块的结构稳定性增强了对支撑块的支撑作用,配合槽加强了连接块侧面夹持的摩擦力,缓冲块对夹持块起到缓冲保护作用,通过这样避免了模具侧面留下印记的情况发生影响模具后续使用。
技术特征:
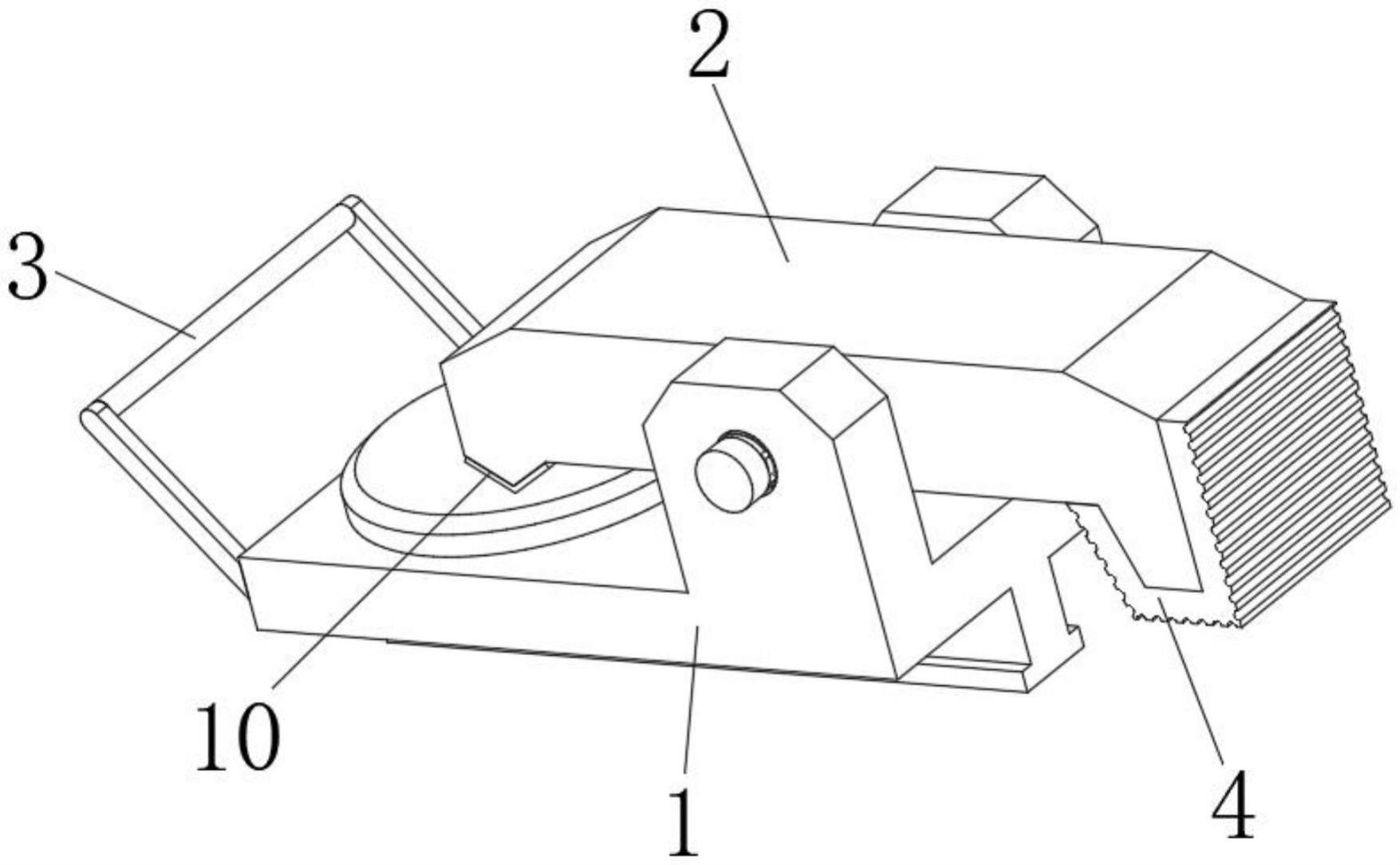
1.多工位压铸模具快速更换装置,包括夹模器主体(1)、夹持块(2)和连接杆(3),其特征在于:所述夹模器主体(1)的侧面固定安装有连接块(4),在连接块(4)的内侧开设有安装槽(5),在安装槽(5)内壁和夹持块(2)侧面之间交错固定安装有支撑块(6),在支撑块(6)的侧面固定连接有变形块(7)且变形块(7)贴合在夹持块(2)侧面位置,在变形块(7)的内部固定安装有加强块(8)。
2.根据权利要求1所述的多工位压铸模具快速更换装置,其特征在于:所述连接块(4)为耐磨橡胶材质“c”形块,安装槽(5)为“c”形槽。
3.根据权利要求1所述的多工位压铸模具快速更换装置,其特征在于:所述支撑块(6)为弹簧钢材质“c”形块,变形块(7)为弹性塑料材质的圆环块。
4.根据权利要求1所述的多工位压铸模具快速更换装置,其特征在于:所述连接块(4)的侧面等距开设有配合槽(9),配合槽(9)为弧形槽。
5.根据权利要求4所述的多工位压铸模具快速更换装置,其特征在于:所述夹持块(2)靠近夹模器主体(1)的侧面固定安装有缓冲块(10),缓冲块(10)为橡胶材质的“l”形块。
技术总结
本技术涉及模具更换装置技术领域,且公开了多工位压铸模具快速更换装置,包括夹模器主体、夹持块和连接杆,夹模器主体的侧面固定安装有连接块,在连接块的内侧开设有安装槽,在安装槽内壁和夹持块侧面之间交错固定安装有支撑块,在支撑块的侧面固定连接有变形块且变形块贴合在夹持块侧面位置。本技术中,夹持块在夹持模具侧面过程中,连接块受挤压使得支撑块变形起到支撑缓冲作用,同时变形块加强了支撑块的支撑作用,加强块加强了变形块的结构稳定性增强了对支撑块的支撑作用,配合槽加强了连接块侧面夹持的摩擦力,缓冲块对夹持块起到缓冲保护作用,通过这样避免了模具侧面留下印记的情况发生影响模具后续使用。
技术研发人员:刘海龙,王贺,那崇博
受保护的技术使用者:松村精型(大连)有限公司
技术研发日:20230614
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!