一种压铸模具的双头挤压结构的制作方法
本技术涉及压铸模具领域,具体涉及一种压铸模具的双头挤压结构。
背景技术:
1、采用压铸工艺方法生产时,由于压铸件产品的结构多样性,某些压铸件内部局部壁厚较厚且有较多通道,容易产生缩孔、缩松等铸造缺陷。为了解决上述问题,部分企业尝试在模具上设置一些如挤压销等附属结构,通过对铸件壁厚出进行局部挤压以消除内部缩孔和缩松缺陷。目前,压铸行业大部分的压铸模具所使用的局部挤压结构为,在动模或静模上设置一个挤压油缸,在油缸的活塞杆前端连接一个挤压销,通过油缸推动挤压销运动,从而实现对存在潜在缺陷部位实施挤压。这种结构虽然能达到目的,但是会因为油缸的安装空间问题限制油缸大小,导致油缸的顶出力不足,影响效果,尤其针对多点挤压的情况尤为明显。此外由于油缸安装在模框内部,模框的高温容易使油缸的密封件失效,因此故障率会提高,油缸的使用寿命也大大降低。
技术实现思路
1、针对上述现有技术中的不足之处,本实用新型提供一种压铸模具的双头挤压结构,其通过在模框远端设置的普通油缸即可实现局部挤压,油缸大小不受限制,减少了故障率。
2、为了达到上述目的,本实用新型采用了以下技术方案:
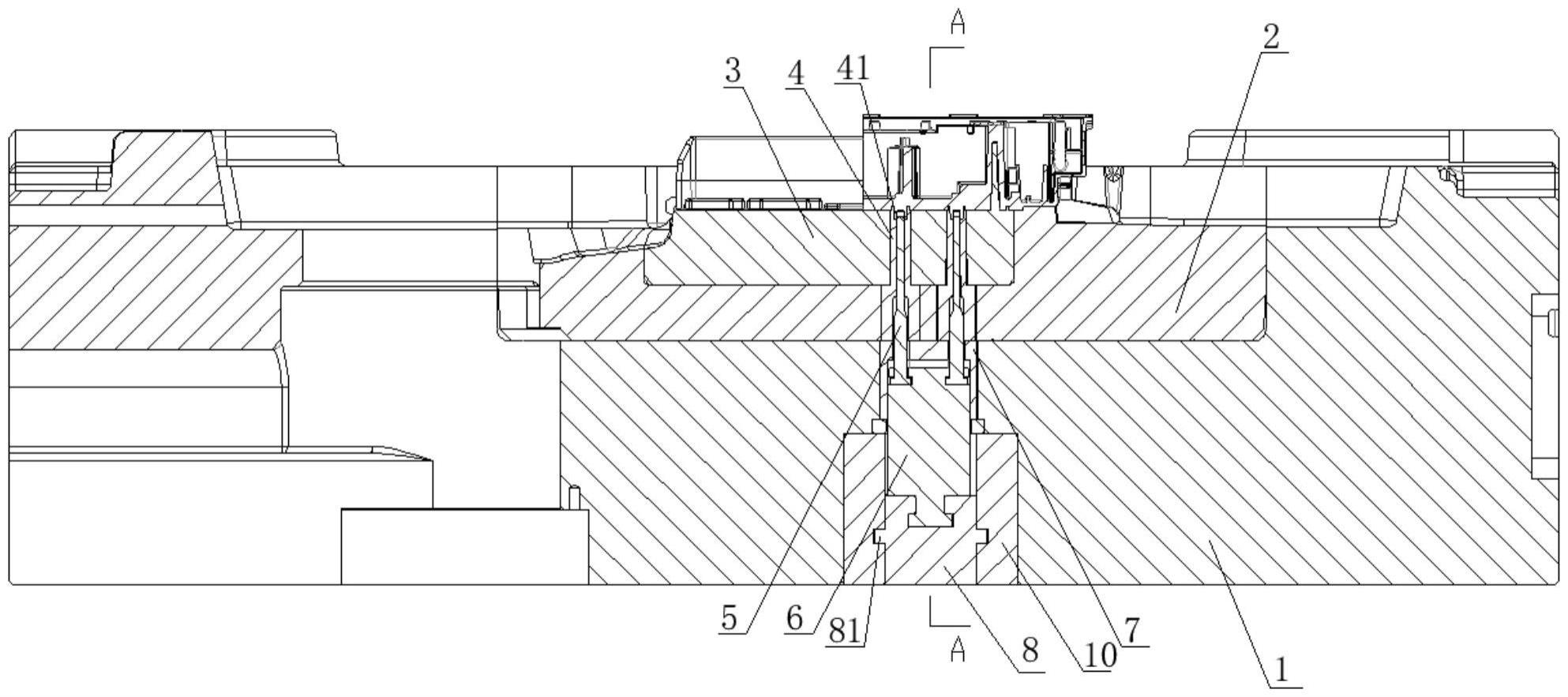
3、一种压铸模具的双头挤压结构,其特征在于:包括定模、定模芯、模芯镶块,所述定模芯设置于所述定模一侧的中部,所述模芯镶块镶嵌设置于所述定模芯上,所述模芯镶块底部设置有两个挤压销套,所述挤压销套内滑动配合设置有挤压销,两个所述挤压销的后端连接有同一个滑块,所述定模上设置有与所述滑块配合导向的导向套,所述滑块的后端连接有与滑块运动方向垂直的滑块座,所述滑块与所述滑块座通过倾斜布置的t型槽结构连接,所述定模的侧面设置有驱动油缸,所述驱动油缸的活塞杆前端通过连杆与所述滑块座连接。
4、进一步地,所述定模底部具有活动槽,所述滑块座设置所述活动槽内,所述活动槽的两侧各设置有一个导向压块,所述导向压块相对于与所述滑块座的一侧具有导向槽,所述滑块座上具有与所述导向槽配合的导向条。
5、进一步地,所述挤压销套的前端凸出所述模芯镶块的型腔面,所述挤压销套的前端面具有圆柱形凹腔,所述挤压销的前端可伸出所述圆柱形凹腔的底面预定高度。
6、进一步地,所述滑块座上的t型槽结构相对于所述滑块座的滑动方向上倾斜35°。
7、本实用新型的有益效果包括:该结构在不增加模具厚度的情况下应用局部挤压工艺防止铸件热节位置形成气缩孔,可以实现两点同步挤压,油缸安装在模框外部,不受形状大小的限制,减少了油缸的故障率,提高了使用寿命。
技术特征:
1.一种压铸模具的双头挤压结构,其特征在于:包括定模(1)、定模芯(2)、模芯镶块(3),所述定模芯(2)设置于所述定模(1)一侧的中部,所述模芯镶块(3)镶嵌设置于所述定模芯(2)上,所述模芯镶块(3)底部设置有两个挤压销套(4),所述挤压销套(4)内滑动配合设置有挤压销(5),两个所述挤压销(5)的后端连接有同一个滑块(6),所述定模(1)上设置有与所述滑块(6)配合导向的导向套(7),所述滑块(6)的后端连接有与滑块(6)运动方向垂直的滑块座(8),所述滑块(6)与所述滑块座(8)通过倾斜布置的t型槽结构连接,所述定模(1)的侧面设置有驱动油缸(9),所述驱动油缸(9)的活塞杆前端通过连杆(11)与所述滑块座(8)连接。
2.根据权利要求1所述的一种压铸模具的双头挤压结构,其特征在于:所述定模(1)底部具有活动槽,所述滑块座(8)设置所述活动槽内,所述活动槽的两侧各设置有一个导向压块(10),所述导向压块(10)相对于与所述滑块座(8)的一侧具有导向槽,所述滑块座(8)上具有与所述导向槽配合的导向条(81)。
3.根据权利要求1所述的一种压铸模具的双头挤压结构,其特征在于:所述挤压销套(4)的前端凸出所述模芯镶块(3)的型腔面,所述挤压销套(4)的前端面具有圆柱形凹腔(41),所述挤压销(5)的前端可伸出所述圆柱形凹腔(41)的底面预定高度。
4.根据权利要求1所述的一种压铸模具的双头挤压结构,其特征在于:所述滑块座(8)上的t型槽结构相对于所述滑块座(8)的滑动方向上倾斜35°。
技术总结
本技术公开了一种压铸模具的双头挤压结构,其特征在于:包括定模、定模芯、模芯镶块,定模芯设置于定模一侧的中部,模芯镶块镶嵌设置于定模芯上,模芯镶块底部设置有两个挤压销套,挤压销套内滑动配合设置有挤压销,两个挤压销的后端连接有同一个滑块,定模上设置有与滑块配合导向的导向套,滑块的后端连接有与滑块运动方向垂直的滑块座,滑块与滑块座通过倾斜布置的T型槽结构连接,定模的侧面设置有驱动油缸,驱动油缸的活塞杆前端通过连杆与滑块座连接。本技术的有益效果包括:防止铸件热节位置形成气缩孔,可以实现两点同步挤压,油缸安装在模框外部,不受形状大小的限制,减少了油缸的故障率,提高了使用寿命。
技术研发人员:李俊
受保护的技术使用者:襄阳美利信科技有限责任公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!