用于十二缸发动机铸件毛坯的砂箱消失模具的制作方法
本技术涉及模具及时领域,具体为用于十二缸发动机铸件毛坯的砂箱消失模具。
背景技术:
1、目前,发动机的铸造广泛采用的是传统的铸造工艺,基本工艺过程是先采用木材或钢料制造零件模型,再利用这个模型,与添加过粘结剂的木星进行造型,然后将模型从砂型中取出,从而产生铸件空间型腔,之后对型腔进行烘干,硬化,最后再铸件空间型腔内浇入金属液体,冷却后获得金属铸件成品,虽然这个模型可以重复使用,但在多次使用过程中,模型发生损耗,精度降低,导致成型的发动机的质量下降。
2、因此,我们需要寻求一种新的制作发动机铸件毛坯的模具,来解决上述提到的技术问题。
技术实现思路
1、本实用新型的目的在于提供用于十二缸发动机铸件毛坯的砂箱消失模具,来解决背景技术中提到的模具多次使用后导致成成品精度降低的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
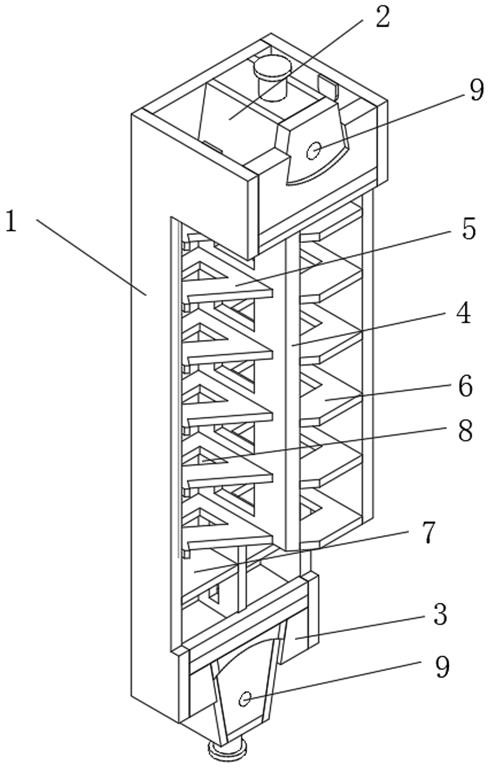
3、用于十二缸发动机铸件毛坯的砂箱消失模具,此砂箱消失模具包括模具外壳体,模具头端以及模具尾端,所述模具外壳体上设有模具头端,所述模具外壳体下设有模具尾端,所述模具外壳体的中间设有将模具外壳体一分为二的中间壳体,其中一侧模具外壳体与中间壳体之间固定有第一夹板,另一侧模具外壳体与中间壳体之间设有第二夹板,所述第一夹板、第二夹板与模具尾端之间设有隔板。
4、所述第一夹板和第二夹板的数量均为6块。
5、所述第一夹板和第二夹板以及中间壳体均设置有穿孔。
6、所述模具头端和模具尾端的前端还设置有注液口。
7、所述模具外壳体,模具头端、模具尾端、中间壳体、第一夹板以及第二夹板均由聚苯乙烯制成。
8、与现有技术相比,本实用新型的有益效果是:
9、根据发动机的形状定制出砂箱消失模具的安装片,包括:模具外壳体,模具头端、模具尾端、中间壳体、第一夹板以及第二夹板,其组成的材质均为聚苯乙烯,在砂型中浇灌热铁汁的时候,利用高温将材料融化,使得铁汁填充在融化的模型空腔中,冷却定型,保证了生产产品的浇灌效率,也避免模具变形而导致的产品精度变形,提高了生产效率。
技术特征:
1.用于十二缸发动机铸件毛坯的砂箱消失模具,其特征在于:此砂箱消失模具包括模具外壳体(1),模具头端(2)以及模具尾端(3),所述模具外壳体(1)上设有模具头端(2),所述模具外壳体(1)下设有模具尾端(3),所述模具外壳体(1)的中间设有将模具外壳体(1)一分为二的中间壳体(4),其中一侧模具外壳体(1)与中间壳体(4)之间固定有第一夹板(5),另一侧模具外壳体(1)与中间壳体(4)之间设有第二夹板(6),所述第一夹板(5)、第二夹板(6)与模具尾端(3)之间设有隔板(7)。
2.根据权利要求1所述的用于十二缸发动机铸件毛坯的砂箱消失模具,其特征在于:所述第一夹板(5)和第二夹板(6)的数量均为6块。
3.根据权利要求2所述的用于十二缸发动机铸件毛坯的砂箱消失模具,其特征在于:所述第一夹板(5)和第二夹板(6)以及中间壳体(4)均设置有穿孔(8)。
4.根据权利要求3所述的用于十二缸发动机铸件毛坯的砂箱消失模具,其特征在于:所述模具头端(2)和模具尾端(3)的前端还设置有注液口(9)。
5.根据权利要求4所述的用于十二缸发动机铸件毛坯的砂箱消失模具,其特征在于:所述模具外壳体(1),模具头端(2)、模具尾端(3)、中间壳体(4)、第一夹板(5)以及第二夹板(6)均由聚苯乙烯制成。
技术总结
本技术涉及模具技术领域,具体为用于十二缸发动机铸件毛坯的砂箱消失模具,此砂箱消失模具包括模具外壳体,模具头端以及模具尾端,所述模具外壳体上设有模具头端,所述模具外壳体下设有模具尾端,所述模具外壳体的中间设有将模具外壳体一分为二的中间壳体,其中一侧模具外壳体与中间壳体之间固定有第一夹板,另一侧模具外壳体与中间壳体之间设有第二夹板,所述第一夹板、第二夹板与模具尾端设有隔板,所述模具外壳体,模具头端、模具尾端、中间壳体、第一夹板以及第二夹板均由聚苯乙烯制成。其组成的材质均为聚苯乙烯,利用高温将材料融化,使得铁汁填充在融化的模型空腔中,冷却定型避免模具变形而导致的产品精度变形,提高了生产效率。
技术研发人员:李卫建
受保护的技术使用者:南通炜冠机械模具有限公司
技术研发日:20230725
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!