一种易加工成形的镍基高温合金箔材及其制备方法与流程
本申请涉及高温合金材料制备,尤其涉及一种易加工成形的镍基高温合金箔材及其制备方法。
背景技术:
1、蜂窝封严技术是近几十年发展起来的新的密封技术。由于其特殊的结构模式,其对轴的摩擦损失程度仅是传统迷宫密封的1/6,即使与轴发生动静摩擦,也不会伤及轴颈;另外,在相同压力和间隙的情况下,蜂窝封严结构的泄漏量比迷宫密封的泄漏量减小50%~70%。同时蜂窝芯结构相比于其他结构重量轻,具有显著减重效果,正是由于其具有显著减重、降低泄漏量、有效抑制密封流体激振和有效减振去湿等特点,可显著提高透平机械的效率和可靠性,因此蜂窝封严结构在航空航天发动机中得到越来越广泛的应用。
2、高温合金条形蜂窝(蜂窝条)是制备蜂窝密封结构的基础。由于蜂窝密封用高温合金箔材属于极薄带材范畴,厚度通常仅为0.05mm~0.1mm,过高的强度不利于箔材的加工成形,因此设计合金时既要考虑高温强度,又必须考虑其加工成形性,必须实现良好的强韧性匹配。因此为满足先进航空发动机的应用需求,亟需开发一种易加工成形的镍基高温合金箔材。
技术实现思路
1、本申请提供了一种易加工成形的镍基高温合金箔材及其制备方法,通过设计合理的合金元素添加及配比,优化工艺制备技术,以解决现有镍基高温合金箔材的加工成形性能较差的技术问题。
2、第一方面,本申请提供了一种易加工成形的镍基高温合金箔材的制备方法,所述方法包括:
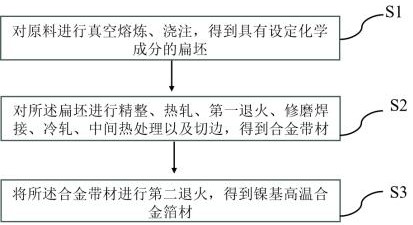
3、对原料进行真空熔炼、浇注,得到具有设定化学成分的扁坯;所述设定化学成分及其质量分数为:c:0.06%~0.09%、cr:18~21%、co:0.3~2.2%、w:0.5~1.5%、mo:7.5~8.0%、al:0.6~0.8%、ti:0.12~0.20%、fe:19.0~22.0%、b:0.008~0.012%、v:0.08~0.25%、y:0.004~0.010%、余量为ni和不可避免的杂质;
4、对所述扁坯进行精整、热轧、第一退火、修磨焊接、冷轧、中间热处理以及切边,得到合金带材;
5、将所述合金带材进行第二退火,得到镍基高温合金箔材。
6、可选的,所述mo、al、ti和v的质量分数满足如下关系式:11.7<3.4[mo]-2.8[al]/[ti]-3.2[v]<16.6,
7、式中,[mo]表示mo的质量分数,[al]表示al的质量分数,[ti]表示ti的质量分数,[v]表示v的质量分数。
8、可选的,所述mo、al、ti和v的质量分数满足如下关系式:12.1<3.4[mo]-2.8[al]/[ti]-3.2[v]<15.2,
9、式中,[mo]表示mo的质量分数,[al]表示al的质量分数,[ti]表示ti的质量分数,[v]表示v的质量分数。
10、可选的,所述真空熔炼包括:
11、将co、ni、cr、w、mo、fe以及部分c原料置于第一真空度中混合加热,排出附着在原料上的气体;
12、在第二真空度中,加热所述原料至熔化状态,后进行第一精炼,停止加热使得熔化原料结膜;
13、升高温度使得所述熔化原料破膜,加入al、ti、b、v、y和剩余部分c原料,混合均匀;
14、将加入al、ti、b、v、y和剩余部分c原料的混合原料进行第二精炼。
15、可选的,所述第一精炼的温度为1540℃~1610℃,所述第一精炼的时间为35min~43min。
16、可选的,所述第二精炼的温度为1560℃~1630℃。
17、可选的,所述第一真空度为0.5pa~1.0pa,所述第二真空度为0.6pa~0.9pa。
18、可选的,所述浇注的温度为1440℃~1510℃。
19、可选的,所述第二退火的温度为640℃~670℃,所述第二退火的走带速度为28m/min~37m/min。
20、第二方面,本申请提供了一种易加工成形的镍基高温合金箔材,所述镍基高温合金箔材由第一方面任意一项实施例所述的方法制备得到,所述镍基高温合金箔材满足如下至少一种性能:900℃时抗拉强度rm≥220mpa,900℃时屈服强度rp0.2≥168mpa,900℃时延伸率a≤96%。
21、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
22、本申请通过设计合理的合金元素添加及配比,添加0.6%~1.0% al和0.12~0.20%ti,在充分起到时效强化效果的同时,保证合金具有良好的加工性能,添加0.004~0.012%y形成混合稀土,净化晶界的同时,改善晶界的热加工性能,并提高合金的强度。该合金具有较宽的热加工窗口400~600℃,合金加工过程中表面裂纹少,塑性好,成材率高。
23、本申请制备方法制得的镍基高温合金箔材在900℃服役温度下兼具良好加工成形性能和优异的高温强度、高平直度以及无锻造、热轧和冷轧裂纹形成,其中900℃下抗拉强度rm均在220mpa以上,延伸率a%在90%~96%,满足了先进航空发动机设计和使用的要求。
技术特征:
1.一种易加工成形的镍基高温合金箔材的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述mo、al、ti和v的质量分数满足如下关系式:11.7< 3.4[mo]-2.8[al]/[ti]-3.2[v] <16.6,
3.根据权利要求2所述的方法,其特征在于,所述mo、al、ti和v的质量分数满足如下关系式:12.1< 3.4[mo]-2.8[al]/[ti]-3.2[v] <15.2,
4.根据权利要求1所述的方法,其特征在于,所述真空熔炼包括:
5.根据权利要求4所述的方法,其特征在于,所述第一精炼的温度为1540℃~1610℃,所述第一精炼的时间为35min~43min。
6.根据权利要求4所述的方法,其特征在于,所述第二精炼的温度为1560℃~1630℃。
7.根据权利要求4所述的方法,其特征在于,所述第一真空度为0.5pa~1.0pa,所述第二真空度为0.6pa~0.9pa。
8.根据权利要求1所述的方法,其特征在于,所述浇注的温度为1440℃~1510℃。
9.根据权利要求1所述的方法,其特征在于,所述第二退火的温度为640℃~670℃,所述第二退火的走带速度为28m/min~37m/min。
10.一种易加工成形的镍基高温合金箔材,其特征在于,所述镍基高温合金箔材由权利要求1-9任意一项所述的方法制备得到,所述镍基高温合金箔材满足如下至少一种性能:900℃时抗拉强度rm≥220mpa,900℃时屈服强度rp0.2≥168mpa,900℃时延伸率a≤96%。
技术总结
本发明提供了一种易加工成形的镍基高温合金箔材及其制备方法,属于高温合金制备领域。所述方法包括:对原料进行真空熔炼、浇注,得到具有设定化学成分的扁坯;对所述扁坯进行精整、热轧、第一退火、修磨焊接、冷轧、中间热处理以及切边,得到合金带材;将所述合金带材进行第二退火,得到镍基高温合金箔材。通过设计合理的合金元素添加及配比,优化工艺制备技术,解决了现有镍基高温合金箔材的加工成形性能较差的技术问题。
技术研发人员:安宁,赵文倩,张志伟,高杨,牛永吉,赵斌,李慧威,邓睿,李占青,吕晨熠,方进有,彭劼
受保护的技术使用者:北京北冶功能材料有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!