磨抛机集中管理系统、方法和介质与流程
本说明书涉及半导体的,尤其涉及一种磨抛机集中管理系统、方法和介质。
背景技术:
1、在微晶产线、半导体原片行业中,切割磨抛工序是制造半导体芯片不可或缺的环节之一,切割磨抛工序是将硅晶圆切割成较薄的片状,然后进行研磨和抛光,以获得所需的平整度和表面光洁度。在半导体芯片加工中,磨抛工艺不仅可以改善芯片的表面质量,还可以控制芯片的尺寸和形状。通过合理选择磨料和研磨液的组合,可以实现对芯片加工过程中的不同要求。此外,磨抛工艺还可以用于去除芯片表面的残留物和氧化层,以提高芯片的电性能。
2、半导体芯片加工的磨抛过程的一般步骤包括:粗磨、细磨、抛光、清洗和检测。需要注意的是,磨抛过程中需要控制好加工参数,如研磨速度、压力、磨料粒度和抛光剂浓度等,以确保芯片加工质量和一致性。不同材料和加工要求可能存在一定的差异,因此具体的磨抛过程可能会有所不同。
3、整个磨抛过程需要大量的磨抛机对产品进行研磨、抛光。磨抛机都是单个设备,平时操作时,每台磨抛机都需要人工修改加工参数,特别是安装完成后的调试阶段,每台磨抛机都需要手动输入加工参数并逐个确认。而且每台磨抛机都需要50个以上的参数输入,不同产品的参数也有所不同,其中有80%-90%的参数一样。如果一台一台手动输入,工作量较大,效率低,容易出错。并且磨抛机加工过程的数据保存在每台磨抛机本地存储中,不易统计、分析。
4、综上所述,现有技术的半导体加工在磨抛工序中,需要人工向多台磨抛机输入加工参数,输入效率低、容易出错。
技术实现思路
1、本说明书一个或多个实施例提供了一种磨抛机集中管理系统、方法和介质,用于解决如下技术问题:现有技术的半导体加工在磨抛工序中,需要人工向多台磨抛机输入加工参数,输入效率低、容易出错。
2、本说明书一个或多个实施例采用下述技术方案:
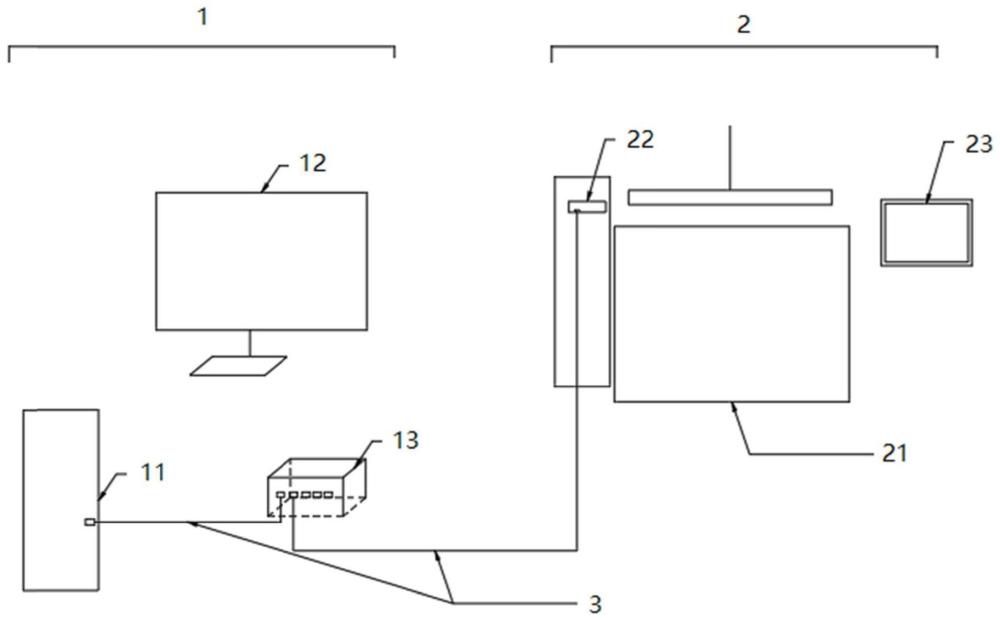
3、第一方面,本说明书一个或多个实施例提供一种磨抛机集中管理系统,系统包括:
4、多台磨抛机,各磨抛机分别包括磨抛机本体和plc模块,plc模块用于根据目标加工参数控制磨抛机本体进行加工;
5、计算机,计算机包括主机和第一显示输入模块,第一显示输入模块用于基于用户的操作向主机输入各磨抛机对应的目标加工参数,主机与plc模块连接,用于向plc模块发送目标加工参数。
6、在一些实施例中,主机包括存储模块,存储模块用于存储预设的加工参数表格,加工参数表格包括磨抛机序号以及对应的加工参数;
7、第一显示输入模块包括第一显示屏和第一输入模块,第一显示屏用于读取并显示加工参数表格,第一输入模块用于对加工参数表格进行编辑和选择,确定目标磨抛机序号以及对应的目标加工参数,并触发向plc模块发送目标加工参数。
8、在一些实施例中,第一显示屏还用于显示读取控件、编辑控件、选择控件、发送控件,第一输入模块用于基于用户操作,触发读取控件、编辑控件、选择控件和发送控件。
9、在一些实施例中,磨抛机还包括第二显示输入模块,第二显示输入模块用于显示和修改主机发送的目标加工参数;
10、plc模块包括通讯接口,通讯接口与主机连接,用于接收主机发送的目标加工参数,并向所述主机发送修改后的加工参数。
11、在一些实施例中,所述计算机还包括多口交换机,所述主机通过所述多口交换机与多个所述磨抛机连接。
12、第二方面,本发明的一个或者多个实施例还提供了一种磨抛机集中管理方法,所述方法由上述的磨抛机集中管理系统执行,所述方法包括:
13、根据用户在计算机的控制界面的选择操作,显示传送界面,所述传送界面中包括读取控件;
14、基于用户针对所述读取控件的触发操作,在所述传送界面中显示预设的加工参数表格,所述加工参数表格包括磨抛机序号以及对应的加工参数;
15、根据用户在所述加工参数表格中进行的编辑操作和选择操作,确定目标磨抛机序号和对应的目标加工参数;
16、将所述目标加工参数分别发送给所述多台磨抛机,并根据所述目标加工参数分别控制各所述磨抛机进行加工。
17、在一些实施例中,在所述根据所述目标加工参数控制所述磨抛机进行加工之后,还包括:
18、根据各所述磨抛机的加工效果,分别对所述目标加工参数进行修改,并将修改后的加工参数返回给所述计算机;
19、根据修改后的加工参数更新所述加工参数表格。
20、在一些实施例中,还包括:
21、根据用户在所述控制界面的选择操作,获取磨抛机工作状态实时监控视频,并在监视界面中显示所述磨抛机工作状态实时监控视频;
22、或者,根据用户在所述控制界面的选择操作,获取磨抛机工作状态数据,并生成数据分析报告,在数据分析界面显示所述磨抛机工作状态数据和数据分析报告;
23、或者,根据用户在所述控制界面的选择操作,获取历史加工参数表格,并在回查界面显示所述历史加工参数表格。
24、在一些实施例中,所述将所述目标加工参数分别发送给所述多台磨抛机,包括:
25、当用户选择目标磨抛机序号时,根据所述目标磨抛机序号获取对应的磨抛机的通讯地址以及加工参数地址;
26、根据所述通讯地址和所述加工参数地址,将所述目标加工参数发送至对应的磨抛机的plc模块。
27、在一些实施例中,所述将所述目标加工参数分别发送给所述多台磨抛机,包括:
28、第三方面,本说明书一个或多个实施例提供了一种磨抛机集中管理设备,所述设备包括:
29、至少一个处理器;以及,
30、与所述至少一个处理器通信连接的存储器;其中,
31、所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够:
32、根据用户在计算机的控制界面的选择操作,显示传送界面,所述传送界面中包括读取控件;
33、基于用户针对所述读取控件的触发操作,在所述传送界面中显示预设的加工参数表格,所述加工参数表格包括磨抛机序号以及对应的加工参数;
34、根据用户在所述加工参数表格中进行的编辑操作和选择操作,确定目标磨抛机序号和对应的目标加工参数;
35、将所述目标加工参数分别发送给所述多台磨抛机,并根据所述目标加工参数分别控制各所述磨抛机进行加工。
36、第四方面,本发明的一个或者多个实施例提供了一种非易失性计算机存储介质,存储有计算机可执行指令,所述计算机可执行指令设置为:
37、根据用户在计算机的控制界面的选择操作,显示传送界面,所述传送界面中包括读取控件;
38、基于用户针对所述读取控件的触发操作,在所述传送界面中显示预设的加工参数表格,所述加工参数表格包括磨抛机序号以及对应的加工参数;
39、根据用户在所述加工参数表格中进行的编辑操作和选择操作,确定目标磨抛机序号和对应的目标加工参数;
40、将所述目标加工参数分别发送给所述多台磨抛机,并根据所述目标加工参数分别控制各所述磨抛机进行加工。
41、本说明书实施例采用的上述至少一个技术方案能够达到以下有益效果:
42、采用计算机输入和编辑所有磨抛机的加工参数,并由计算机统一向所有磨抛机发送目标加工参数,提高了加工参数的输入效率,降低出错率。
- 还没有人留言评论。精彩留言会获得点赞!