一种激光-磁场辅助超精密磨削装置及其加工方法
本发明属于超精密磨削加工,尤其涉及一种激光-磁场辅助超精密磨削装置及其加工方法。
背景技术:
1、对于磨削难加工金属材料,磨削时对砂轮磨损会非常大,加工表面容易出现烧蚀、裂纹、亚表层损伤等缺陷,无法实现工件高质量加工。因此,解决超硬质难加工金属材料磨削技术至关重要,现有的主要技术是选择砂轮型号及合理的磨削参数来磨削加工。虽然有些领域引入了激光辅助磨削加工技术,利用激光产生的高温对即将磨削的材料区域提前一步的去软化和去除一定量的材料,进而使砂轮有利去除难加工材料。但是进行激光辅助加工时如果激光功率或者焦距调节不好或者光路受切削液的影响使能量积聚过大,就很容易造成工件表面过渡去除或者烧蚀,并不能很好地辅助磨削加工,进而出现磨削质量较差的现像。还有一些领域虽然引入了磁场辅助磨削技术,利用磁场效应去辅助磨削加工,但是他们只是利用电磁线圈去单一的辅助磨削加工,将工件置于磁场中间,并不能将磁场充分发挥于砂轮的磨削区域,对于磨削超硬质难加工金属材料时并不能对砂轮磨削材料时提供帮助,最终砂轮对超硬质难加工材料还是无法实现超精密磨削加工。因此,突破常规理念设计、开辟新的加工方法、寻找到一个稳定可靠地技术迫在眉睫。
技术实现思路
1、本发明目的在于提供一种激光-磁场辅助超精密磨削装置及其加工方法,以解决超硬质难加工金属材料磨削时出现的难加工、易磨损以及工件超精密加工精度的技术问题,提高加工质量及生产效率,保护工人自身安全及稳定生产。
2、为实现上述目的,本发明的一种激光-磁场辅助超精密磨削装置及其加工方法的具体技术方案如下:
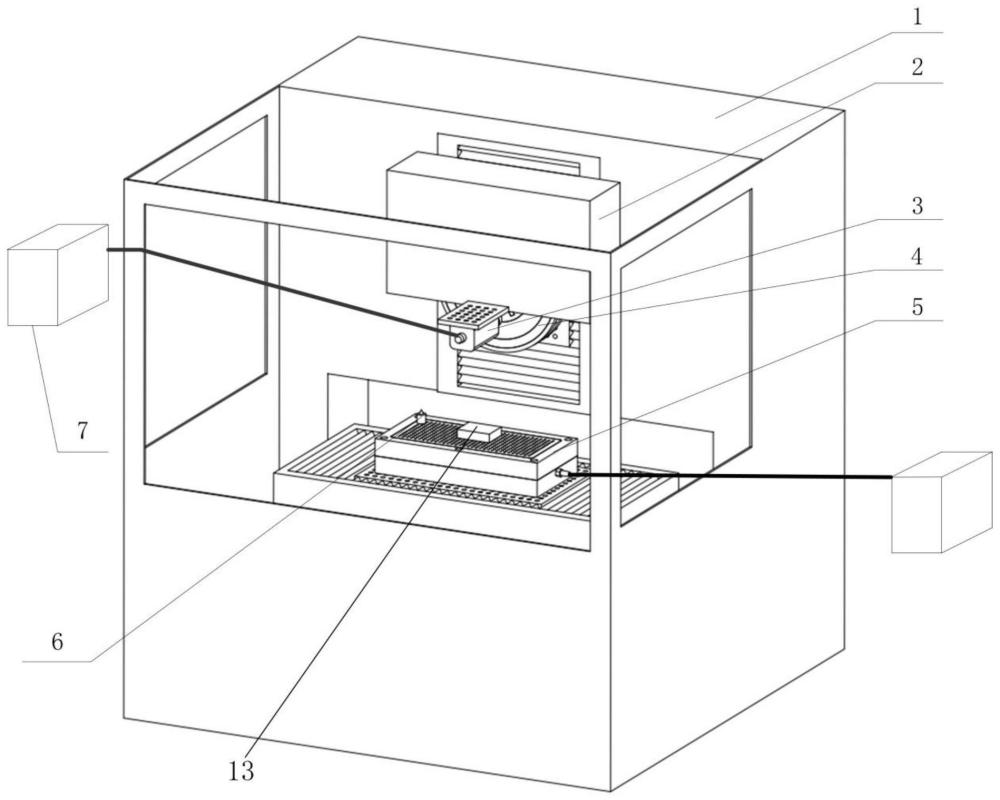
3、一种激光-磁场辅助超精密磨削装置,包括磨床主体,磨床主体上设有x轴、y轴、z轴的滑台和主轴,磨床主体用于控制移动工作台沿x、y轴方向联动、控制主轴旋转以及控制主轴沿y轴联动;磨床主体一侧安装砂轮防护罩,主轴上固定砂轮组件,且砂轮组件安装于砂轮防护罩内;
4、砂轮防护罩一侧安装激光器,激光器与激光控制器电性连接;
5、砂轮组件包括与主轴连接的砂轮基体,砂轮基体周侧开设环形凹槽,砂轮基体朝向激光器的一侧开设入射通孔,且入射通孔正对激光器的发射端;环形凹槽上开设多个光路通孔,且光路通孔与入射通孔相连通;入射通孔中设置反射镜,使进入入射通孔的激光经反射镜反射后由光路通孔作用于待加工工件表面;
6、砂轮基体上镶嵌环形磁铁,移动工作台上设置磁铁板,磁铁板上固定待加工工件,砂轮基体对待加工工件进行磨削时,环形磁铁和磁铁板间持续形成垂直于待加工工件的磁力线。
7、进一步,入射通孔为沿砂轮基体中心轴开设的一圈圆环形通孔。
8、进一步,入射通孔为沿砂轮基体中心轴均匀分布的多个通孔。
9、进一步,环形磁铁n极朝向待加工工件,磁铁板s极朝向待加工工件。
10、进一步,入射通孔上设置防护吸板。
11、进一步,移动工作台上固定真空工作台,真空工作台包括固定在移动工作台上的工作台底座,工作台底座中部中空,且与真空泵源连接;
12、工作台底座顶端上连接工作台顶盖,工作台顶盖与工作台底座连通,且内嵌磁铁板,磁铁板上阵列多个吸附通孔。
13、进一步,磁铁板上设置修整器。
14、本发明还提供了一种激光-磁场辅助超精密磨削装置的加工方法,包括以下步骤:
15、步骤s1:安装砂轮组件;
16、步骤s2:通过修整器修整砂轮组件;
17、步骤s3:将砂轮组件与待加工工件进行试切,标定工件加工坐标系;
18、步骤s4:待砂轮组件与待加工工件接触后,打开激光器,通过激光器的上的激光旋钮调节激光聚焦;
19、步骤s5:砂轮组件旋转后,砂轮组件上的n极磁极磁力线会随着旋转,与待加工工件和磁铁板上的s级磁极发生相对运动,形成磁力线切割,此时,磁场辅助磨削作用开始;
20、步骤s6:磨床主体执行加工程序;
21、步骤s7:完成待加工工件磨削后结束加工程序,砂轮组件停止旋转,关闭激光器。
22、本发明的一种激光-磁场辅助超精密磨削装置及其加工方法具有以下优点:一种激光-磁场辅助超精密磨削装置及磨削方法,将砂轮磨削面设计为凹槽型,将激光光路置于砂轮内部,将磁极置于砂轮内部且n极朝外,工件下方同样设有磁极,s极朝上置于工件下方,有效的将激光辅助磨削和磁场辅助磨削技术进行融合,充分发挥各自的优势和弥补自身的缺点。
23、首先在砂轮内部设置激光光路,激光充分作用于磨削区域,且减少激光对材料的去除率,避免出现材料过渡去除烧蚀现象。其次在砂轮内部和工件下方的夹具中镶嵌磁铁,利用砂轮旋转实现工件对磁场磁力线的切割,这样材料加工区域的微观组织在磁场的作用下会发生相变,还会在磁场力的作用下减小弹性变形的现象,且内部金属电荷也会均匀分布,而且所磨削的磨屑还能沿着磁场的倒流性对工件表面进行研磨,提高磨削质量。
技术特征:
1.一种激光-磁场辅助超精密磨削装置,包括磨床主体(1),磨床主体(1)上设有x轴、y轴、z轴的滑台和主轴,磨床主体(1)用于控制移动工作台沿x、y轴方向联动、控制主轴旋转以及控制主轴沿y轴联动;其特征在于,磨床主体(1)一侧安装砂轮防护罩(2),主轴上固定砂轮组件(4),且砂轮组件(4)安装于砂轮防护罩(2)内;
2.根据权利要求1所述的激光-磁场辅助超精密磨削装置,其特征在于,入射通孔(406)为沿砂轮基体(401)中心轴开设的一圈圆环形通孔。
3.根据权利要求1所述的激光-磁场辅助超精密磨削装置,其特征在于,入射通孔(406)为沿砂轮基体(401)中心轴均匀分布的多个通孔。
4.根据权利要求1所述的激光-磁场辅助超精密磨削装置,其特征在于,环形磁铁(402)n极朝向待加工工件(13),磁铁板(14)s极朝向待加工工件(13)。
5.根据权利要求1所述的激光-磁场辅助超精密磨削装置,其特征在于,入射通孔(406)上设置防护吸板(404)。
6.根据权利要求1所述的激光-磁场辅助超精密磨削装置,其特征在于,移动工作台上固定真空工作台(5),真空工作台(5)包括固定在移动工作台上的工作台底座(501),工作台底座(501)中部中空,且与真空泵(503)源连接;
7.根据权利要求1所述的激光-磁场辅助超精密磨削装置,其特征在于,磁铁板(14)上设置修整器(6)。
8.一种激光-磁场辅助超精密磨削装置的加工方法,其特征在于,包括以下步骤:
技术总结
本发明一种激光‑磁场辅助超精密磨削装置及其加工方法,属于超精密磨削加工技术领域;包括磨床主体,磨床主体一侧安装砂轮防护罩,主轴上固定砂轮组件,且砂轮组件安装于砂轮防护罩内;砂轮防护罩一侧安装激光器,激光器与激光控制器电性连接;砂轮组件包括与主轴连接的砂轮基体,砂轮基体周侧开设环形凹槽,砂轮基体朝向激光器的一侧开设入射通孔,且入射通孔正对激光器的发射端;环形凹槽上开设多个光路通孔,且光路通孔与入射通孔相连通;入射通孔中设置反射镜;砂轮基体上镶嵌环形磁铁,移动工作台上设置磁铁板,磁铁板上固定待加工工件。本发明有效的将激光辅助磨削和磁场辅助磨削技术进行融合,充分发挥各自的优势和弥补自身的缺点。
技术研发人员:刘启蒙,刘杰
受保护的技术使用者:吉林农业科技学院
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!