一种耐高温耐磨损铜合金涂层及其制备方法
本发明涉及金属涂层,尤其涉及一种耐高温耐磨损铜合金涂层及其制备方法。
背景技术:
1、表面润滑抗磨涂层技术是一种不仅能够有效维持基体材料优异的力学性能,而且能够有效实现表面减摩抗磨功能的理想办法。铜合金具有优异的导电性、导热性、耐腐蚀性和耐磨性,在汽车、高速铁路、航空航天等领域得到广泛应用。但传统的铜合金由于高温强度差,摩擦学性能无法满足一些复杂苛刻的使用工况,如高温、高速、重载、载流摩擦等,极大地限制了其应用范围。另一方面,在高速高频滑动服役条件下,铜合金表面往往会产生较多的热量,使得摩擦接触表面温度上升到几百度、甚至上千度的高温,铜合金的高温摩擦学性能不可避免地会影响到机械系统的使用性能和使用寿命。
2、在铜合金润滑耐磨材料制备方面,专利cn107586989a通过铜合金与银和铅的复合,获得了可用于300 ℃以下具有润滑耐磨性能的复合材料。但是银的成本很高,而铅是一种会严重危害环境和身体健康的有毒污染物。专利cn117070936a公开了一种激光熔覆原位颗粒增强铜基耐磨中熵合金涂层,通过合金元素提高固溶强化效果和原位自生cu6.5sn增强相来提高涂层的硬度,但专利没有公开其耐磨性能。专利cn114892167a公开了一种激光熔覆制备不规则异形高熔点金属颗粒增强铜合金涂层,所用高熔点金属颗粒为w、mo、ta、nb,稀有金属成本高、经济效益低且没有公开其耐磨性能。专利cn109482872b公开了一种具有极低摩擦系数的无油平面滑动轴承,通过在合金涂层中加入石墨粉并在孔隙填充聚四氟乙烯实现减小摩擦系数,但石墨粉和聚四氟乙烯与涂层结合强度差会导致涂层致密度低、力学性能降低,同时也不能满足室温至500 ℃时更高的摩擦学性能要求。
3、因此,亟需一种满足经济实用、环境友好的耐高温耐磨损铜合金涂层。
技术实现思路
1、本发明所要解决的技术问题是提供一种性能良好的耐高温耐磨损铜合金涂层。
2、本发明所要解决的另一个技术问题是提供该耐高温耐磨损铜合金涂层的制备方法。
3、为解决上述问题,本发明所述的一种耐高温耐磨损铜合金涂层,其特征在于:该涂层由质量百分比为20.0~40.0%的sn粉,10.2~13.6%的ni粉,1.8~2.4%的al粉,0.6~0.8%的fe粉,0.7~1.0%的cr粉,0.5~0.7%的mn粉和0.6~0.8%的稀土元素粉末以及余量cu粉组成。
4、所述sn粉、ni粉、al粉、fe粉、cr粉、mn粉、cu粉均为球形粉末,且粉末的纯度均≥99.8%,粒度大小均为25~125 μm。
5、所述稀土元素粉末为ceo2粉,纯度≥99.9%,粒度大小为15~30 μm。
6、如上所述的一种耐高温耐磨损铜合金涂层的制备方法,其特征在于:首先按照配比称重,然后将sn粉、ni粉、al粉、fe粉、cr粉、mn粉、cu粉和稀土元素粉末用行星式球磨机混合均匀,所得混合粉末经干燥处理后送入送粉器,并在处理后的金属基材表面进行激光熔覆,熔覆完成后自然冷却,即得耐高温耐磨损铜合金涂层。
7、所述球磨条件是指球磨罐为聚四氟乙烯材质,磨球为氮化硅球,球料质量比为1~1.5:1,转速为150~250 r/min,球磨时间为4~8小时。
8、所述干燥处理的温度为90~120 ℃,时间为1小时。
9、所述处理后的金属基材是指先在金属基材表面用1000目碳化硅砂纸打磨去除油脂和氧化物,再用氧化铝喷丸对金属基体表面进行喷砂处理,最后用无水乙醇对喷砂粗化后的钢材表面进行清洗,即得。
10、所述金属基材为钢材。
11、所述激光熔覆的条件是指激光功率为0.4~0.8 kw,离焦量为2~3 mm,搭接率为40~60%,激光扫描速度为600~1000 mm/min,送粉转速为0.7~1 r/min,保护气与载气均为氩气,保护气流量为15~20 l/min。
12、本发明与现有技术相比具有以下优点:
13、1、本发明通过激光熔覆方法在钢材表面制备了致密度高、与基体冶金结合的铜合金涂层,该涂层中因为添加了ni、al、sn等合金元素具有硬度高、耐高温和耐磨损的特点。
14、2、本发明通过配方和工艺参数的调整,可以调控涂层性能。
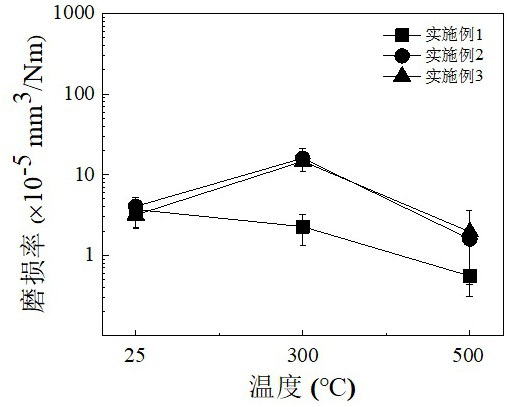
15、3、本发明制备的耐高温耐磨损铜合金涂层在室温至500 ℃具有较低的摩擦系数和优异的抗磨损性能,适用于在高温、高速等苛刻条件下的机械运动部件表面涂层,如作为平面滑动轴承、衬套、轴瓦等关键部件耐磨损涂层。
16、4、本发明工艺简单、成本低、经济效益高。
技术特征:
1.一种耐高温耐磨损铜合金涂层,其特征在于:该涂层由质量百分比为20.0~40.0%的sn粉,10.2~13.6%的ni粉,1.8~2.4%的al粉,0.6~0.8%的fe粉,0.7~1.0%的cr粉,0.5~0.7%的mn粉和0.6~0.8%的稀土元素粉末以及余量cu粉组成。
2.如权利要求1所述的一种耐高温耐磨损铜合金涂层,其特征在于:所述sn粉、ni粉、al粉、fe粉、cr粉、mn粉、cu粉均为球形粉末,且粉末的纯度均≥99.8%,粒度大小均为25~125 μm。
3.如权利要求1所述的一种耐高温耐磨损铜合金涂层,其特征在于:所述稀土元素粉末为ceo2粉,纯度≥99.9%,粒度大小为15~30 μm。
4.如权利要求1所述的一种耐高温耐磨损铜合金涂层的制备方法,其特征在于:首先按照配比称重,然后将sn粉、ni粉、al粉、fe粉、cr粉、mn粉、cu粉和稀土元素粉末用行星式球磨机混合均匀,所得混合粉末经干燥处理后送入送粉器,并在处理后的金属基材表面进行激光熔覆,熔覆完成后自然冷却,即得耐高温耐磨损铜合金涂层。
5.如权利要求4所述的一种耐高温耐磨损铜合金涂层的制备方法,其特征在于:所述球磨条件是指球磨罐为聚四氟乙烯材质,磨球为氮化硅球,球料质量比为1~1.5:1,转速为150~250 r/min,球磨时间为4~8小时。
6.如权利要求4所述的一种耐高温耐磨损铜合金涂层的制备方法,其特征在于:所述干燥处理的温度为90~120 ℃,时间为1小时。
7.如权利要求4所述的一种耐高温耐磨损铜合金涂层的制备方法,其特征在于:所述处理后的金属基材是指先在金属基材表面用1000目碳化硅砂纸打磨去除油脂和氧化物,再用氧化铝喷丸对金属基体表面进行喷砂处理,最后用无水乙醇对喷砂粗化后的钢材表面进行清洗,即得。
8.如权利要求7所述的一种耐高温耐磨损铜合金涂层的制备方法,其特征在于:所述金属基材为钢材。
9.如权利要求4所述的一种耐高温耐磨损铜合金涂层的制备方法,其特征在于:所述激光熔覆的条件是指激光功率为0.4~0.8 kw,离焦量为2~3 mm,搭接率为40~60%,激光扫描速度为600~1000 mm/min,送粉转速为0.7~1 r/min,保护气与载气均为氩气,保护气流量为15~20 l/min。
技术总结
本发明涉及一种耐高温耐磨损铜合金涂层,该涂层由质量百分比为20.0~40.0%的Sn粉,10.2~13.6%的Ni粉,1.8~2.4%的Al粉,0.6~0.8%的Fe粉,0.7~1.0%的Cr粉,0.5~0.7%的Mn粉和0.6~0.8%的稀土元素粉末以及余量Cu粉组成。同时,本发明还公开了该铜合金涂层的制备方法。本发明所得的涂层具有致密度高、硬度高、耐高温和耐磨损的特点,而且制备工艺简单,工艺和性能可调控,适用于在高温、高速等苛刻条件下的机械运动部件表面涂层,如作为平面滑动轴承、衬套、轴瓦等关键部件耐磨损涂层。
技术研发人员:谈辉,杨军,陈志明,刘维民,程军,朱圣宇,陈文元,陈娇
受保护的技术使用者:中国科学院兰州化学物理研究所
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!