一种加气砌块复合材料及其制备方法与流程
1.本发明属于建筑材料技术领域,尤其涉及一种加气砌块复合材料及其制备方法。
背景技术:
2.加气砌块复合材料是以硅质材料和钙质材料为主要原料,掺加发气剂,经加水搅拌,由化学反应形成孔隙,通过浇注成型、预养切割、蒸压养护等工艺过程制成的多孔硅酸盐制品。
3.现有技术中的加气砌块复合材料普遍存在质量差、强度较低、收缩较大、吸水率较大、易崩裂、容重大等技术问题。
4.基于此,本发明设计了一种加气砌块复合材料及其制备方法,以解决上述问题。
技术实现要素:
5.本发明的目的在于:为了解决现有技术中的加气砌块复合材料普遍存在质量差、强度较低、收缩较大、吸水率较大、易崩裂、容重大等技术问题的问题,而提出的一种加气砌块复合材料及其制备方法。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种加气砌块复合材料,所述加气砌块复合材料由以下重量份数的组份:硅酸盐水泥80-90份、石英砂20-30份、改性纤维素13-15份、改性胶粉12-13份、憎水剂6-8份、消泡剂3-5份和减水剂1-3份。
8.作为上述技术方案的进一步描述:
9.所述改性纤维素的制备方法包括:
10.以制浆造纸黑液粉末中提取的木质纤维素为原料;
11.将原料木质纤维素和添加剂加入装配有磁搅拌机构的混合反应釜中进行混合;
12.待原料木质纤维素和添加剂混合结束后,向混合反应釜中均匀加入聚乙二醇进行混合;
13.再倒入水中搅拌,一段时间后进行过滤干燥处理。
14.作为上述技术方案的进一步描述:
15.所述添加剂包括增塑剂、稳定剂、改性剂和润滑剂,所述稳定剂包括硬脂酸钙和硬脂酸锌中的一种或两种。
16.作为上述技术方案的进一步描述:
17.所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜的转速为750r/min。
18.作为上述技术方案的进一步描述:
19.所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜水浴加热,温度为35℃,时间为2-3min。
20.作为上述技术方案的进一步描述:
21.所述聚乙二醇被均匀加入后,设定混合反应釜的转速为1000r/min,温度为60℃,时间为3-4min。
22.作为上述技术方案的进一步描述:
23.所述改性胶粉的制备方法包括:
24.将胶粉和辅料依此加入装配有磁搅拌机构的混合反应釜内混合,使胶粉和辅料在混合反应釜内于宏观上达到均相,获得混合料;
25.接着,将混合料注入到双螺杆挤出设备内挤出造粒;
26.随后,将造粒送入真空干燥设备中进行真空干燥处理;
27.最后,将经过真空干燥处理后获得的粒子进行处理。
28.作为上述技术方案的进一步描述:
29.所述胶粉和辅料在混合反应釜内于宏观上达到均相的混合时间为18-22min,所述将混合料注入到双螺杆挤出设备内挤出造粒,加工温度为160-170℃,转速为65-70r/min。
30.作为上述技术方案的进一步描述:
31.所述将造粒送入真空干燥设备中进行真空干燥处理,真空干燥箱的内部温度为100℃,干燥时间为6-8h,所述辅料为聚乙烯、聚氯乙烯、碳酸钙和聚丙烯,所述辅料的粒径为70目。
32.一种加气砌块复合材料的其制备方法,所述加气砌块复合材料的其制备方法包括:
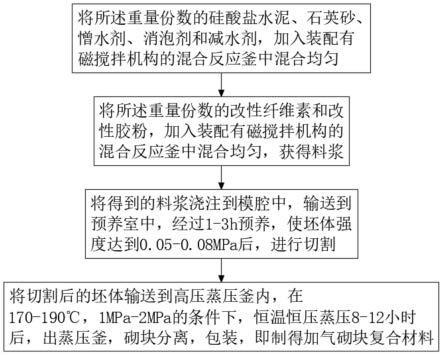
33.将所述重量份数的硅酸盐水泥、石英砂、憎水剂、消泡剂和减水剂,加入装配有磁搅拌机构的混合反应釜中混合均匀;
34.将所述重量份数的改性纤维素和改性胶粉,加入装配有磁搅拌机构的混合反应釜中混合均匀,获得料浆;
35.将得到的料浆浇注到模腔中,输送到预养室中,经过1-3h预养,使坯体强度达到0.05-0.08mpa后,进行切割;
36.将切割后的坯体输送到高压蒸压釜内,在170-190℃,1mpa-2mpa的条件下,恒温恒压蒸压8-12小时后,出蒸压釜,砌块分离,包装,即制得加气砌块复合材料。
37.综上所述,由于采用了上述技术方案,本发明的有益效果是:
38.本发明中,改性胶粉的掺入,能够提升加气砌块复合材料的内聚力,增强加气砌块复合材料粒子键的拉伸黏结强度,同时还能够引入一定的气泡,有效削弱了加气砌块复合材料的压折比,从而提高了加气砌块复合材料的韧性,改性纤维素的掺入,有效弥补了加气砌块复合材料的抗压抗折强度,改性后的改性纤维素具有较高的热稳定性和黏度,还具有一定的抵抗压缩变形的能力。
附图说明
39.图1为本发明提出的一种加气砌块复合材料及其制备方法的工艺流程图;
40.图2为本发明提出的一种加气砌块复合材料及其制备方法中改性纤维素的制备工艺流程图;
41.图3为本发明提出的一种加气砌块复合材料及其制备方法中改性胶粉的制备工艺流程图。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
43.实施例一
44.一种加气砌块复合材料,所述加气砌块复合材料由以下重量份数的组份:硅酸盐水泥80份、石英砂20份、改性纤维素13份、改性胶粉12份、憎水剂6份、消泡剂3份和减水剂1份;
45.所述改性纤维素的制备方法包括:
46.以制浆造纸黑液粉末中提取的木质纤维素为原料;
47.将原料木质纤维素和添加剂加入装配有磁搅拌机构的混合反应釜中进行混合,所述添加剂包括增塑剂、稳定剂、改性剂和润滑剂,所述稳定剂包括硬脂酸钙和硬脂酸锌中的一种或两种,所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜的转速为750r/min;
48.待原料木质纤维素和添加剂混合结束后,向混合反应釜中均匀加入聚乙二醇进行混合,所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜水浴加热,温度为35℃,时间为2min;
49.再倒入水中搅拌,一段时间后进行过滤干燥处理,所述聚乙二醇被均匀加入后,设定混合反应釜的转速为1000r/min,温度为60℃,时间为3min;
50.所述改性胶粉的制备方法包括:
51.将胶粉和辅料依此加入装配有磁搅拌机构的混合反应釜内混合,使胶粉和辅料在混合反应釜内于宏观上达到均相,获得混合料;
52.接着,将混合料注入到双螺杆挤出设备内挤出造粒,所述胶粉和辅料在混合反应釜内于宏观上达到均相的混合时间为18min,所述将混合料注入到双螺杆挤出设备内挤出造粒,加工温度为160℃,转速为65r/min;
53.随后,将造粒送入真空干燥设备中进行真空干燥处理,所述将造粒送入真空干燥设备中进行真空干燥处理,真空干燥箱的内部温度为100℃,干燥时间为6-8h,所述辅料为聚乙烯、聚氯乙烯、碳酸钙和聚丙烯,所述辅料的粒径为70目;
54.最后,将经过真空干燥处理后获得的粒子进行处理;
55.一种加气砌块复合材料的其制备方法,所述加气砌块复合材料的其制备方法包括:
56.将所述重量份数的硅酸盐水泥、石英砂、憎水剂、消泡剂和减水剂,加入装配有磁搅拌机构的混合反应釜中混合均匀;
57.将所述重量份数的改性纤维素和改性胶粉,加入装配有磁搅拌机构的混合反应釜中混合均匀,获得料浆;
58.将得到的料浆浇注到模腔中,输送到预养室中,经过1-3h预养,使坯体强度达到0.05mpa后,进行切割;
59.将切割后的坯体输送到高压蒸压釜内,在170℃,1mpa的条件下,恒温恒压蒸压8小
时后,出蒸压釜,砌块分离,包装,即制得加气砌块复合材料。
60.实施例二
61.一种加气砌块复合材料,所述加气砌块复合材料由以下重量份数的组份:硅酸盐水泥90份、石英砂30份、改性纤维素15份、改性胶粉13份、憎水剂8份、消泡剂5份和减水剂3份;
62.所述改性纤维素的制备方法包括:
63.以制浆造纸黑液粉末中提取的木质纤维素为原料;
64.将原料木质纤维素和添加剂加入装配有磁搅拌机构的混合反应釜中进行混合,所述添加剂包括增塑剂、稳定剂、改性剂和润滑剂,所述稳定剂包括硬脂酸钙和硬脂酸锌中的一种或两种,所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜的转速为750r/min;
65.待原料木质纤维素和添加剂混合结束后,向混合反应釜中均匀加入聚乙二醇进行混合,所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜水浴加热,温度为35℃,时间为3min;
66.再倒入水中搅拌,一段时间后进行过滤干燥处理,所述聚乙二醇被均匀加入后,设定混合反应釜的转速为1000r/min,温度为60℃,时间为4min;
67.所述改性胶粉的制备方法包括:
68.将胶粉和辅料依此加入装配有磁搅拌机构的混合反应釜内混合,使胶粉和辅料在混合反应釜内于宏观上达到均相,获得混合料;
69.接着,将混合料注入到双螺杆挤出设备内挤出造粒,所述胶粉和辅料在混合反应釜内于宏观上达到均相的混合时间为22min,所述将混合料注入到双螺杆挤出设备内挤出造粒,加工温度为170℃,转速为70r/min;
70.随后,将造粒送入真空干燥设备中进行真空干燥处理,所述将造粒送入真空干燥设备中进行真空干燥处理,真空干燥箱的内部温度为100℃,干燥时间为6-8h,所述辅料为聚乙烯、聚氯乙烯、碳酸钙和聚丙烯,所述辅料的粒径为70目;
71.最后,将经过真空干燥处理后获得的粒子进行处理;
72.一种加气砌块复合材料的其制备方法,所述加气砌块复合材料的其制备方法包括:
73.将所述重量份数的硅酸盐水泥、石英砂、憎水剂、消泡剂和减水剂,加入装配有磁搅拌机构的混合反应釜中混合均匀;
74.将所述重量份数的改性纤维素和改性胶粉,加入装配有磁搅拌机构的混合反应釜中混合均匀,获得料浆;
75.将得到的料浆浇注到模腔中,输送到预养室中,经过1-3h预养,使坯体强度达到0.08mpa后,进行切割;
76.将切割后的坯体输送到高压蒸压釜内,在190℃,2mpa的条件下,恒温恒压蒸压12小时后,出蒸压釜,砌块分离,包装,即制得加气砌块复合材料。
77.实施例三
78.一种加气砌块复合材料,所述加气砌块复合材料由以下重量份数的组份:硅酸盐水泥85份、石英砂25份、改性纤维素14份、改性胶粉12份、憎水剂7份、消泡剂4份和减水剂2
份;
79.所述改性纤维素的制备方法包括:
80.以制浆造纸黑液粉末中提取的木质纤维素为原料;
81.将原料木质纤维素和添加剂加入装配有磁搅拌机构的混合反应釜中进行混合,所述添加剂包括增塑剂、稳定剂、改性剂和润滑剂,所述稳定剂包括硬脂酸钙和硬脂酸锌中的一种或两种,所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜的转速为750r/min;
82.待原料木质纤维素和添加剂混合结束后,向混合反应釜中均匀加入聚乙二醇进行混合,所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜水浴加热,温度为35℃,时间为2.5min;
83.再倒入水中搅拌,一段时间后进行过滤干燥处理,所述聚乙二醇被均匀加入后,设定混合反应釜的转速为1000r/min,温度为60℃,时间为3.5min;
84.所述改性胶粉的制备方法包括:
85.将胶粉和辅料依此加入装配有磁搅拌机构的混合反应釜内混合,使胶粉和辅料在混合反应釜内于宏观上达到均相,获得混合料;
86.接着,将混合料注入到双螺杆挤出设备内挤出造粒,所述胶粉和辅料在混合反应釜内于宏观上达到均相的混合时间为20min,所述将混合料注入到双螺杆挤出设备内挤出造粒,加工温度为165℃,转速为68r/min;
87.随后,将造粒送入真空干燥设备中进行真空干燥处理,所述将造粒送入真空干燥设备中进行真空干燥处理,真空干燥箱的内部温度为100℃,干燥时间为6-8h,所述辅料为聚乙烯、聚氯乙烯、碳酸钙和聚丙烯,所述辅料的粒径为70目;
88.最后,将经过真空干燥处理后获得的粒子进行处理;
89.一种加气砌块复合材料的其制备方法,所述加气砌块复合材料的其制备方法包括:
90.将所述重量份数的硅酸盐水泥、石英砂、憎水剂、消泡剂和减水剂,加入装配有磁搅拌机构的混合反应釜中混合均匀;
91.将所述重量份数的改性纤维素和改性胶粉,加入装配有磁搅拌机构的混合反应釜中混合均匀,获得料浆;
92.将得到的料浆浇注到模腔中,输送到预养室中,经过1-3h预养,使坯体强度达到0.06mpa后,进行切割;
93.将切割后的坯体输送到高压蒸压釜内,在180℃,1.5mpa的条件下,恒温恒压蒸压10小时后,出蒸压釜,砌块分离,包装,即制得加气砌块复合材料。
94.实施例四
95.所述改性纤维素的制备方法包括:
96.以制浆造纸黑液粉末中提取的木质纤维素为原料;
97.将原料木质纤维素和添加剂加入装配有磁搅拌机构的混合反应釜中进行混合,所述添加剂包括增塑剂、稳定剂、改性剂和润滑剂,所述稳定剂包括硬脂酸钙和硬脂酸锌中的一种或两种,所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜的转速为750r/min;
98.待原料木质纤维素和添加剂混合结束后,向混合反应釜中均匀加入聚乙二醇进行混合,所述原料木质纤维素和添加剂在混合反应釜内混合的过程中,混合反应釜水浴加热,温度为35℃,时间为1min;
99.再倒入水中搅拌,一段时间后进行过滤干燥处理,所述聚乙二醇被均匀加入后,设定混合反应釜的转速为1000r/min,温度为60℃,时间为2min;
100.所述改性胶粉的制备方法包括:
101.将胶粉和辅料依此加入装配有磁搅拌机构的混合反应釜内混合,使胶粉和辅料在混合反应釜内于宏观上达到均相,获得混合料;
102.接着,将混合料注入到双螺杆挤出设备内挤出造粒,所述胶粉和辅料在混合反应釜内于宏观上达到均相的混合时间为17min,所述将混合料注入到双螺杆挤出设备内挤出造粒,加工温度为150℃,转速为60r/min;
103.随后,将造粒送入真空干燥设备中进行真空干燥处理,所述将造粒送入真空干燥设备中进行真空干燥处理,真空干燥箱的内部温度为100℃,干燥时间为6-8h,所述辅料为聚乙烯、聚氯乙烯、碳酸钙和聚丙烯,所述辅料的粒径为70目;
104.最后,将经过真空干燥处理后获得的粒子进行处理;
105.一种加气砌块复合材料的其制备方法,所述加气砌块复合材料的其制备方法包括:
106.将所述重量份数的硅酸盐水泥、石英砂、憎水剂、消泡剂和减水剂,加入装配有磁搅拌机构的混合反应釜中混合均匀;
107.将所述重量份数的改性纤维素和改性胶粉,加入装配有磁搅拌机构的混合反应釜中混合均匀,获得料浆;
108.将得到的料浆浇注到模腔中,输送到预养室中,经过1-3h预养,使坯体强度达到0.04mpa后,进行切割;
109.将切割后的坯体输送到高压蒸压釜内,在160℃,1mpa的条件下,恒温恒压蒸压7小时后,出蒸压釜,砌块分离,包装,即制得加气砌块复合材料。
110.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1