一种车灯透镜的压型模具的制作方法
本技术属于玻璃二次压型模具,具体涉及一种车灯透镜的压型模具。
背景技术:
1、车灯透镜是一种用于车灯灯泡前的光学玻璃透镜,可以使光线更加聚焦,使射程更远,达到更好的照明效果。由于车灯透镜形状特殊,其底部设置有安装台面,现有车灯透镜过程中是将加热的玻璃坯料放在热压成型模具的下模平板上,通过带有车灯透镜凹型的上模下压制得,但是这种方法在压型时所需玻璃坯料原料体积较大,多余的玻璃坯料需要挤出来,对原材料的浪费很大,利用率仅在65%左右。
技术实现思路
1、本实用新型的目的是解决以上现有技术的不足,提供一种可大幅降低玻璃坯料原材料浪费的车灯透镜的压型模具。
2、为达到上述目的,采用的技术方案为:
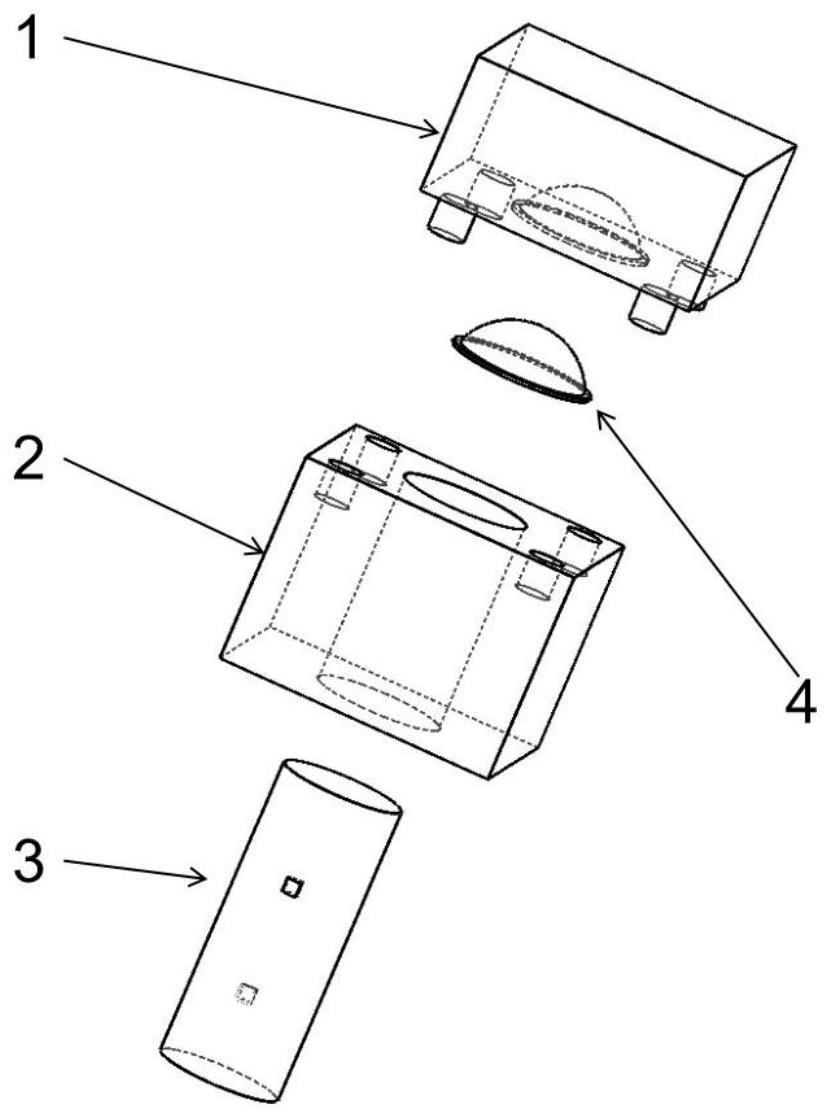
3、一种车灯透镜的压型模具,包括上模,下环以及下冲头,所述上模的底部中部设置有与车灯透镜外形相同的上模腔;所述下环的中间部位设置有环形空心的下冲头腔,下冲头腔直径小于车灯透镜的直径,与上模形成密闭的车灯透镜形状的成型腔;所述下冲头为圆柱形结构,上表面为平面,直径小于下冲头腔,设置在下冲头腔内,将加热后玻璃坯料放置在下冲头上表面上,通过下冲头的上顶动作,将玻璃胚料压入充满上模腔,形成车灯透镜,下冲头与下冲头腔之间的空隙起到溢出槽的作用,使微量多余的玻璃胚料溢出。
4、作为本实用新型的另一种优选方案,所述上模的底部四周设置有若干定位柱,所述下环的上部四周设置有若干与定位柱相对应的定位槽,保证上模与下环闭合是的定位准确。
5、作为本实用新型的另一种优选方案,所述下冲头设置有下限位模块,用于控制下冲头的最低位置,由于微量多余的玻璃胚料会在下冲头与下冲头腔之间的空隙,下冲头的最低位置应低于玻璃胚料溢出长度。
6、作为本实用新型的另一种优选方案,所述下冲头设置有保压限位模块,用于控制下冲头的保压时的位置,此时下冲头的上表面与下环的上表面平齐,使下冲头保持一定的时间,保证玻璃胚料能够充满上模腔。
7、与现有技术相比,本实用新型提供的车灯透镜的压型模具具有以下增益效果:
8、本实施例提供的车灯透镜的压型模具通过上模与下环形成密闭的上模腔,然后再由下冲头将加热后的玻璃胚料顶入模腔内成型,与现有的下模板为平板,通过上模板下压成型的方法相比,大大减少了溢料,显著提高了原材料的利用率(最高可达99%)。
技术特征:
1.一种车灯透镜的压型模具,其特征在于,包括上模,下环以及下冲头,
2.如权利要求1所述的一种车灯透镜的压型模具,其特征在于,所述上模的底部四周设置有若干定位柱,所述下环的上部四周设置有若干与定位柱相对应的定位槽。
3.如权利要求1所述的一种车灯透镜的压型模具,其特征在于,所述下冲头设置有下限位模块,用于控制下冲头的最低位置。
4.如权利要求1所述的一种车灯透镜的压型模具,其特征在于,所述下冲头设置有保压限位模块,用于控制下冲头的保压时的位置。
技术总结
本技术公开了一种车灯透镜的压型模具,包括上模,下环以及下冲头,所述上模的底部中部设置有与车灯透镜外形相同的上模腔;所述下环的中间部位设置有环形空心的下冲头腔,下冲头腔直径小于车灯透镜的直径;所述下冲头为圆柱形结构,上表面为平面,直径小于下冲头腔,设置在下冲头腔内。本技术提供的车灯透镜的压型模具通过上模与下环形成密闭的上模腔,然后再由下冲头将加热后的玻璃胚料顶入模腔内成型,大大减少了溢料,显著提高了原材料的利用率。
技术研发人员:徐冲
受保护的技术使用者:湖北戈碧迦光电科技股份有限公司
技术研发日:20221027
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!