底部形成工艺的制作方法
本发明涉及一种用于在玻璃加工机中由玻璃管制备玻璃容器的工艺,并且涉及玻璃容器和玻璃加工机。
背景技术:
1、用于制药目的的玻璃瓶(还被称为所谓的“小瓶”)通常由硼硅酸盐玻璃通过热成型硼硅酸盐玻璃管来制备。在这样的工艺中,在第一步骤中,由管开口端形成小瓶的孔口,其中该孔口通常具有卷边的形式。之后,形成小瓶底部,同时将小瓶与玻璃管的其余部分分离。为了形成小瓶底部,玻璃管例如通过上、下夹持卡盘固定在竖直位置上,然后围绕其纵向轴线旋转。旋转的玻璃管在一定区域中由一个或两个分离的气体燃烧器加热,直到被加热的玻璃块变得能够变形。一旦达到该温度,管在继续旋转并通过燃烧器加热的情况下,通过下部卡盘的线性向下运动在轴向方向上延伸。由此,管在加热区域中在其直径同时变小的情况下延伸,从而形成了呈玻璃线形式的收缩区域。在向下运动之后,收缩区域被进一步加热。这样,玻璃管在收缩区域中借助于燃烧器气体的流动压力进一步收缩,从而使加热区域中的玻璃壁熔融在一起,并且最终上部管区域和下部管区域之间的连接被拉断。因此,生成了具有封闭端部的两个管区域(或部段),其中下部管区域是最终的小瓶,而上部管区域是剩余的玻璃管,可以用该剩余的玻璃管来形成另外的小瓶。在随后的步骤中,在上部管区域的下面放置所谓的“穿孔燃烧器”,以再次熔融上部管区域的底部。
2、为了形成玻璃底部的最终形状,已经采用了不同的方法。
3、在第一种方法中,玻璃底部的最终形状是利用成型工具形成的,成型工具例如呈冲头的形式,成型工具被挤压在熔融的玻璃块上,例如在us 3,222,157 a中所示的那样。借助于这种模具基体,可以确保玻璃容器在其高度和在玻璃底部中间的凹部方面在所需的尺寸公差内被制备。同时,成型工具确保玻璃容器能够稳定地站立在平面基座上。成型工具使用了大量的材料,这些材料能够承受当时的温度,并且具有足够的耐磨性,例如各种陶瓷材料,诸如陶瓷结合的sic。然而,由于该第一种方法中的模具基体在成形过程中与旋转的熔融玻璃块直接接触,因此即使成型工具的外表面中微小不规则体也会在玻璃底部中出现沟槽。然而,这种沟槽可能对玻璃容器的机械稳定性产生不利影响,特别是对轴向载荷。
4、在第二种方法中,玻璃底部的最终形状是以非接触方式形成的。例如,us 3,215,517a公开了一种玻璃容器的玻璃底部的自由成形工艺。在该工艺中,底部的成形不需要任何成型工具的挤压。在孔口区域中容易成形的容器根据其需要的高度从管的其余部分切断,并且一起熔融。通过提供燃烧器的精确设置,可以在不允许底部与成形材料接触的情况下形成该底部。us 2004/025538 a1中公开了另一种形成玻璃底部的最终形状的无接触方法。与us 3,222,157 a中公开的方法不同,这里使用的成型工具不与玻璃表面直接接触,而是通过在成型工具的上表面和熔融玻璃块之间提供的气垫与玻璃表面分开。由于熔融玻璃块和成型工具之间缺乏直接接触,因此可以防止圆形玻璃底部中出现沟槽或不规则体。然而,通过无接触成形玻璃底部生产的容器比使用与熔融玻璃块直接接触的成型工具制备玻璃底部的最终形状的容器显示出更高的尺寸公差。如在用于药物组合物的玻璃小瓶的情况下,填充并密封的玻璃小瓶、即最终的医药产品通常在自动和自适应光学检测机中进行光学检查,底部几何形状方面的高制造公差导致大量的结果不能被这些检查机所理解,并且其相关产品被从自动过程中排出。
技术实现思路
1、总体来说,本发明的目的是至少部分地克服现有技术中出现的缺点。本发明的具体目的是提供一种用于在玻璃加工机中制备玻璃容器、特别是用于制备玻璃小瓶的工艺,该工艺结合了其中通过熔融玻璃与成型工具的直接接触来制备玻璃底部的最终形状(即:制备尺寸公差小的玻璃容器)的工艺以及其中以无接触方式制备玻璃底部的最终形状(即:制备的玻璃容器在圆形玻璃底部的外部几乎没有微小不规则体,并且特征是具有较高的机械稳定性、特别是对轴向载荷)的工艺的优点。更具体地,本发明的目的是提供一种用于在玻璃加工机中制备玻璃容器、特别是用于制备玻璃小瓶的工艺,与现有技术中已知的工艺相比,该工艺可以在减少制造公差的情况下、特别是在底部几何形状方面减少制造公差的情况下、更特别是在底部区域中的玻璃均匀度方面制备玻璃小瓶。此外,通过这种工艺获得的玻璃容器的特征在于,它们可以在光学检查机中进行检查,其中由于无法理解通过光学检查该小瓶获得的结果而被弹出的小瓶的数量减少。
2、独立权利要求有助于至少部分地实现上述目的中的至少一个目的、优选一个以上的目的。从属权利要求提供了有助于至少部分实现上述目的中的至少一个目的的优选实施例。
3、有助于实现根据本发明的至少一个目的是由实施例1(=第一实施例)做出的,该实施例1是在玻璃加工机中由玻璃管制备玻璃容器的工艺,
4、其中,所述玻璃管包括:具有第一端的第一部分;具有第二端的第二部分;以及穿过所述第一端和所述第二端的中心的纵向轴线ltube,
5、其中,所述玻璃加工机包括:多个加工工位;第一夹持卡盘和第二夹持卡盘,所述第一夹持卡盘和所述第二夹持卡盘适于布置成在所述玻璃管绕其纵向轴线ltube旋转的同时保持所述玻璃管,并且将旋转的玻璃管从一个玻璃容器加工工位输送到下一个加工工位;加热装置;以及模具基体,
6、其中,该工艺包括以下步骤:
7、i)在所述玻璃管绕其纵向轴线ltube旋转的同时,在所述第一部分和所述第二部分之间的限定位置处将所述玻璃管加热到高于玻璃转变温度的温度,并且将所述第一部分和所述第二部分拉开,由此将所述第一部分与所述第二部分分离,并且在所述第一部分的一端处形成封闭底部;
8、ii)将所述模具基体朝向所述封闭底部移动,并且使所述模具基体与所述封闭底部接触;
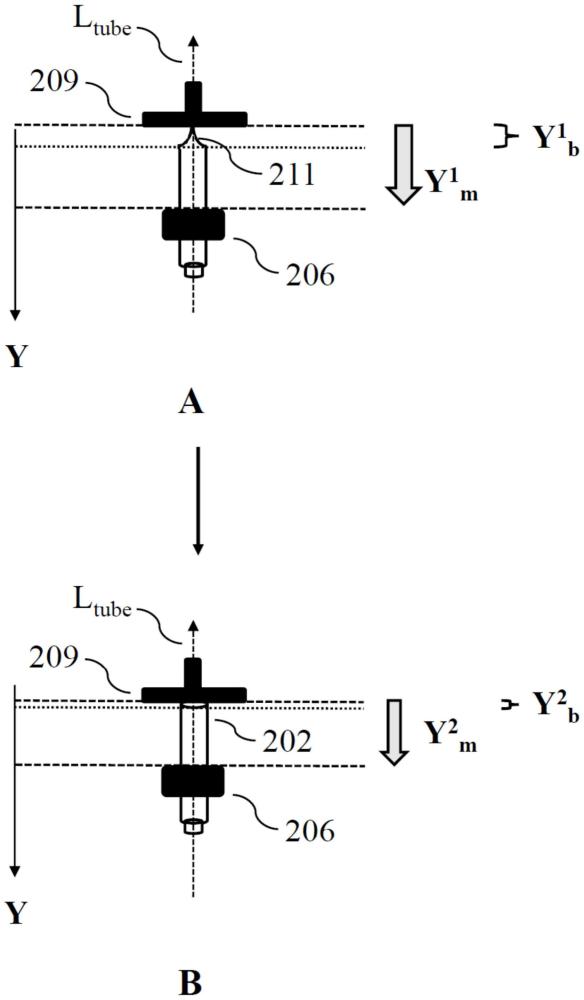
9、其中,在工艺步骤ii)中,在使所述模具基体与所述封闭底部接触的同时,使所述模具基体与所述第一夹持卡盘之间的距离ym逐步减小。
10、令人惊讶的是,已经发现,如果在根据上述第一种方法形成玻璃底部的最终形状的工艺中(即:在其中成型工具和熔融玻璃块之间发生直接接触的工艺中),使模具基体与封闭底部处的熔融玻璃块接触,使得模具基体和第一夹持卡盘之间的距离ym逐步减小,可以获得这样的玻璃容器:其特征不仅是玻璃底部的外表面的均匀度特别高并且机械强度高、特别是对轴向载荷的机械强度高,而且还显示出较低的制造公差。
11、玻璃的“软化温度”是指玻璃的粘度(根据iso 7884-6:1987测定)为107.6dpa×s所在的温度。
12、“模具基体与第一夹持卡盘之间的距离ym”是第一夹持卡盘的上端与模具基体的底端(即:模具基体的与熔融玻璃块接触的表面)之间的最短距离,其中ym是在平行于纵向轴线ltube的方向上测量的,如图3中的a和b所示。
13、在根据本发明的工艺的一个优选实施例中,所述第一夹持卡盘和所述第二夹持卡盘适于布置成将所述玻璃管保持在竖直位置;
14、其中,所述玻璃管的所述第二部分对应于所述玻璃管的具有上端的上部部分,并且所述玻璃管的所述第一部分对应于所述玻璃管的具有下端的下部部分;
15、其中,所述第一夹持卡盘被布置成保持所述玻璃管的所述下部部分的下部夹持卡盘,所述第二夹持卡盘被布置成保持所述玻璃管的所述上部部分的上部夹持卡盘;
16、和/或、优选为和,
17、其中,所述一端与所述下端相对。该实施例是根据本发明的工艺的第2实施例,该第2实施例优选地从属于第1实施例。
18、在根据本发明的工艺的另一个优选实施例中,该工艺还包括在工艺步骤i)和工艺步骤ii)之间的步骤ia),在该步骤ia)中,将封闭底部加热到高于玻璃转变温度、优选高于玻璃软化温度的温度。该实施例是根据本发明的工艺的第3实施例,该第3实施例优选地从属于第1或第2实施例。
19、在根据本发明的工艺的另一个优选实施例中,该工艺还包括在工艺步骤i)和工艺步骤ii)之间、优选在步骤ia)和步骤ii)之间的步骤ib),在该步骤ib)中,将所述模具基体朝向所述封闭底部移动;
20、其中,所述封闭底部不与所述模具基体接触;
21、和/或、优选为和,
22、其中,由所述封闭底部和所述模具基体之间的间隙yb限定的最终距离为8mm以上、优选10mm以上、更优选12mm以上,和/或为20mm以下、优选18mm以下、更优选16mm以下。该实施例是根据本发明的工艺的第4实施例,该第4实施例优选地从属于第1至第3实施例中的任何一个、更优选地从属于第3实施例。
23、由间隙yb限定的“最终距离”优选地对应于在任何运动之后在相应的工艺步骤中模具基体距封闭底部的静态距离,并且如图4所示是在平行于纵向轴线ltube的方向上测量的。“间隙yb”优选地是封闭底部表面的最外侧点(最大半径)与模具基体的接触面之间的最短距离,如图4所示,该距离也是在平行于纵向轴线ltube的方向上测量的。
24、在根据本发明的工艺的另一个优选实施例中,在工艺步骤ii)中、优选在工艺步骤ib)和ii)中,所述模具基体被向下移动;
25、其中,优选在工艺步骤i)中,通过向下移动所述下部夹持卡盘,所述玻璃管的所述下部部分被向下拉动。该实施例是根据本发明的工艺的第5实施例,该第5实施例优选地从属于第1至第4实施例中的任何一个、更优选地从属于第4实施例。
26、在根据本发明的工艺的另一个优选实施例中,优选在工艺步骤ii)期间、更优选在工艺步骤ia)、ib)和ii)期间,穿过所述第一部分的所述第一端朝向所述封闭底部施加气流。该实施例是根据本发明的工艺的第6实施例,该第6实施例优选地从属于第1至第5实施例中的任何一个、更优选地从属于第3或第4实施例。
27、在根据本发明的工艺的另一个优选实施例中,优选在工艺步骤ii)期间、更优选在工艺步骤ib)和ii)期间,施加指向所述封闭底部的气流。该实施例是根据本发明的工艺的第7实施例,该第7实施例优选地从属于第1至第6实施例中的任何一个、更优选地从属于第4实施例。
28、在根据本发明的工艺的进一步优选实施例中,在工艺步骤ii)中,所述模具基体和所述第一夹持卡盘之间的距离ym在第一步骤iia)和第二步骤iib)中减小、优选在第三步iic)中进一步减小。该实施例是根据本发明的工艺的第8实施例,该第8实施例优选地从属于第1至第7实施例中的任何一个。
29、在根据本发明的工艺的进一步优选实施例中,在第一步骤iia)期间,所述模具基体与所述封闭底部的50%以上、优选55%以上、更优选60%以上、最优选65%以上的表面积接触,和/或与所述封闭底部的90%以下、优选85%以下、更优选80%以下、最优选75%以下的表面积接触。该实施例是根据本发明的工艺的第9实施例,该第9实施例优选地从属于第8实施例。
30、“封闭底部的表面积”优选为π×(d1/2)2,其中d1对应于在工艺步骤i)中被加热的玻璃管的外径。
31、在根据本发明的工艺的另一个优选实施例中,在第二步骤iib)期间,所述模具基体与所述封闭底部的65%以上、优选70%以上、更优选75%以上、最优选80%以上的表面积的接触,和/或与所述封闭底部的100%以下、优选97%以下、更优选95%以下、最优选90%以下的表面积的接触。该实施例是根据本发明的工艺的第10实施例,该第10实施例优选地从属于第8个或第9实施例。
32、在根据本发明的工艺的另一个优选实施例中,所述模具基体和所述第一夹持卡盘之间的距离ym在第一步骤iia)中减少了第一距离y1m,在第二步骤iib)中减少了第二距离y2m,其中第一步骤iia)和第二步骤iib)优选是连续的。该实施例是根据本发明的工艺的第11实施例,该第11实施例优选地从属于第1至第10实施例中的任何一个。y1m和y2m是在平行于纵向轴线ltube的方向上测量的。
33、在根据本发明的工艺的另一个优选实施例中,所述第一距离y1m大于所述第二距离y2m。该实施例是根据本发明的工艺的第12实施例,该第12实施例优选地从属于第11实施例。
34、在根据本发明的工艺的另一个优选实施例中,所述第一距离y1m和所述第二距离y2m之比至少为10:1、优选至少为15:1、更优选至少为30:1、最优选至少为50:1,和/或该比优选小于1000:1、更优选小于500:1,更优选小于100:1。该实施例是根据本发明的工艺的第13实施例,该第13实施例优选地从属于第11个或第12实施例。
35、在根据本发明的工艺的另一个优选实施例中,所述第一距离y1m为19mm以下、优选17mm以下、更优选15mm以下、最优选13mm以下,和/或为5mm以上、优选7mm以上、更优选9mm以上、最优选11mm以上。该实施例是根据本发明的工艺的第14实施例,该第14实施例优选从属于第11至13实施例中的任何一个。
36、在根据本发明的工艺的进一步优选实施例中,所述第二距离y2m为1mm以下、优选0.8mm以下、更优选0.6mm以下、最优选0.5mm以下,和/或为0.1mm以上、优选0.2mm以上、更优选0.3mm以上、最优选0.4mm以上。该实施例是根据本发明的工艺的第15实施例,该第15实施例优选地从属于第11至第14实施例中的任何一个。
37、在根据本发明的工艺的另一个优选实施例中,在第一步骤iia)和第二步骤iib)之间具有时间延迟△t。该实施例是根据本发明的工艺的第16实施例,该第16实施例优选地从属于第8至第15实施例中的任何一个。
38、在根据本发明的工艺的另一个优选实施例中,所述时间延迟△t为0.1秒以上、优选0.5秒以上、更优选1秒以上、最优选1.5秒以上,和/或为5秒以下、优选4秒以下、更优选3秒以下、最优选2秒以下。该实施例是根据本发明的工艺的第17实施例,该第17实施例优选地从属于第16实施例。
39、在根据本发明的工艺的另一个优选实施例中,由所述模具基体和所述封闭底部之间的间隙yb限定的最终距离在第一步骤iia)中由第一间隙y1b限定,并且在第二步骤iib)中由第二间隙y2b限定,第一步骤iia)和第二步骤iib)优选地是连续的。该实施例是根据本发明的工艺的第18实施例,该第18实施例优选地从属于第8至第17实施例中的任何一个。
40、在根据本发明的工艺的另一个优选实施例中,所述第一间隙y1b大于所述第二间隙y2b。该实施例是根据本发明的工艺的第19实施例,该第19实施例优选地从属于第18实施例。
41、在根据本发明的工艺的另一个优选实施例中,所述第一间隙y1b和所述第二间隙y2b之比至少为5:1、优选至少为7∶1、更优选至少为10∶1、最优选至少为15∶1,和/或该比优选小于200∶1、更优选小于100∶1。该实施例是根据本发明的工艺的第20实施例,该第20实施例优选地从属于第18或第19实施例。
42、在根据本发明的工艺的另一个优选实施例中,所述第一间隙y1b为8mm以下、优选7mm以下、更优选6mm以下、最优选5mm以下,和/或为1mm以上、优选2mm以上、更优选3mm以上、最优选4mm以上。该实施例是根据本发明的工艺的第21实施例,该第21实施例优选地从属于第18至20实施例中的任何一个。
43、在根据本发明的工艺的另一个优选实施例中,所述第二间隙y2b为2mm以下、优选1mm以下、更优选0.8mm以下、最优选0.6mm以下、最优选0.5mm以下,和/或为0.05mm以上、优选0.1mm以上、更优选0.2mm以上、最优选0.3mm以上、最优选0.4mm以上。该实施例是根据本发明的工艺的第22实施例,该第22实施例优选地从属于第18至21实施例中的任何一个。
44、在根据本发明的工艺的另一个优选实施例中,所述模具基体包括碳和/或陶瓷、优选地由碳和/或陶瓷制成。该实施例是根据本发明的工艺的第23实施例,该第23实施例优选地从属于第1至第22实施例中的任何一个。
45、在根据本发明的工艺的另一个优选实施例中,所述封闭底部具有圆形形状。该实施例是根据本发明的工艺的第24实施例,该第24实施例优选地从属于第1至第23实施例中的任何一个。
46、实现根据本发明的至少一个目的的贡献是由能够根据本发明的工艺、优选根据其实施例1至23中的任何一个实施例的工艺获得的玻璃容器1的实施例1做出的。
47、实现根据本发明的至少一个目的的贡献是由玻璃加工机的实施例1做出的,该加工机包括:
48、a)多个玻璃容器加工工位;和
49、b)第一夹持卡盘和第二夹持卡盘,所述第一夹持卡盘和第二夹持卡盘适于布置成在所述玻璃管绕其纵向轴线ltube旋转的同时保持所述玻璃管,并且将旋转的玻璃管从一个玻璃容器加工工位输送到下一个加工工位;
50、其中,该玻璃加工机包括作为加工工位之一的底部轮廓形成工位,该底部轮廓形成工位包括模具基体,该模具基体适于布置为形成所述玻璃管的封闭底部,
51、其中,所述模具基体适于布置成使得其能够在至少一个方向上逐步移动。
52、在根据本发明的玻璃加工机的一个优选实施例中,所述夹持卡盘适于使得这些夹持卡盘能够旋转、优选以200至400rpm的速度旋转;
53、和/或、优选为和,
54、其中,所述模具基体是固定的。
55、该实施例是根据本发明的玻璃加工机的第2实施例,该第2实施例优选地从属于第1实施例。
56、在根据本发明的玻璃加工机的另一个优选实施例中,所述模具基体适于布置成使得其能够朝向第一夹持卡盘移动,该第一夹持卡盘保持包括封闭底部的玻璃管,该封闭底部的轮廓待在底部轮廓形成工位中形成,其中所述模具基体和所述第一夹持卡盘之间的距离ym能够逐步减小。该实施例是根据本发明的玻璃加工机的第3实施例,该第3实施例优选地从属于第1或第2实施例。
57、在根据本发明的玻璃加工机的另一个优选实施例中,所述第一夹持卡盘适于布置成将所述玻璃管保持在竖直位置。该实施例是根据本发明的玻璃加工机的第4实施例,该第4实施例优选地从属于第3实施例。
58、在根据本发明的玻璃加工机的另一个优选实施例中,所述底部轮廓形成工位包括第一空气供应单元,借助于该第一空气供应单元,能够将空气流穿过包括封闭底部的玻璃管的开口端朝向封闭底部引导,该封闭底部的轮廓待在底部轮廓形成工位中形成。该实施例是根据本发明的玻璃加工机的第5实施例,该第5实施例优选地从属于第1至第4实施例中的任何一个。
59、在根据本发明的玻璃加工机的另一个优选实施例中,底部轮廓形成工位包括第二空气供应单元,借助于该第二空气供应单元,能够朝向封闭底部施加空气流。该实施例是根据本发明的玻璃加工机的第6实施例,该第6实施例优选地从属于第1至第5实施例中的任何一个。
60、在根据本发明的玻璃加工机的另一个优选实施例中,所述模具基体适于布置成使得该模具基体和第一夹持卡盘之间的距离ym可以在第一步骤和第二步骤中减小,优选在第三步骤中进一步减小。该实施例是根据本发明的玻璃加工机的第7实施例,该第7实施例优选地从属于第3至第6实施例中的任何一个。
61、在根据本发明的玻璃加工机的另一个优选实施例中,所述模具基体适于布置成使得该模具基体和第一夹持卡盘之间的距离ym可以在第一步骤中减小第一距离y1m,并且在第二步骤中减小第二距离y2m,其中第一步骤和第二步骤优选是连续的。该实施例是根据本发明的玻璃加工机的第8实施例,该第8实施例优选地从属于第7实施例。y1m和y2m是在平行于纵向轴线ltube的方向上测量的。
62、在根据本发明的玻璃加工机的另一个优选实施例中,所述第一距离y1m大于所述第二距离y2m。该实施例是根据本发明的玻璃加工机的第9实施例,该第9实施例优选地从属于第8实施例。
63、在根据本发明的玻璃加工机的另一个优选实施例中,所述第一距离y1m和所述第二距离y2m之比为10:1、优选15:1、更优选30:1、最优选50:1。该实施例是根据本发明的玻璃加工机的第10实施例,该第10实施例优选地从属于第8或第9实施例。
64、在根据本发明的玻璃加工机的另一个优选实施例中,所述第一距离y1m为19mm以下、优选17mm以下、更优选15mm以下、最优选13mm以下,和/或为5mm以上、优选7mm以上、更优选9mm以上、最优选11mm以上。该实施例是根据本发明的玻璃加工机的第11实施例,该第11实施例优选地从属于第8至第10实施例中的任何一个。
65、在根据本发明的玻璃加工机的另一个优选实施例中,所述第二距离y2m为1mm以下、优选0.8mm以下、更优选0.6mm以下、最优选0.5mm以下,和/或为0.1mm以上、优选0.2mm以上、更优选0.3mm以上、最优选0.4mm以上。该实施例是根据本发明的玻璃加工机的第12实施例,该第12实施例优选地从属于第8至第11实施例中的任何一个。
66、在根据本发明的玻璃加工机的另一个优选实施例中,所述模具基体适于布置成使得在第一步骤和第二步骤之间具有时间延迟△t。该实施例是根据本发明的玻璃加工机的第13实施例,该第13实施例优选地从属于第8至第12实施例中的任何一个。
67、在根据本发明的玻璃加工机的另一个优选实施例中,所述时间延迟为0.1秒以上、优选0.5秒以上、更优选1秒以上、最优选1.5秒以上,和/或为5秒以下、优选4秒以下、更优选3秒以下、最优选2秒以下。该实施例是根据本发明的玻璃加工机的第14实施例,该第14实施例优选地从属于第13实施例。
68、在根据本发明的玻璃加工机的另一个优选实施例中,所述模具基体包括碳和/或陶瓷、优选地由碳和/或陶瓷制成。该实施例是根据本发明的玻璃加工机的第15实施例,该第15实施例优选地从属于第1至第14实施例中的任何一个。
69、玻璃容器
70、根据本发明的玻璃容器或根据本发明的包含在多个玻璃容器中的玻璃容器可以具有本领域技术人员认为在本发明的情况下合适的任何尺寸或形状。优选地,玻璃容器的顶部区域包括开口,该开口允许将药物组合物置入玻璃容器的内部容积中。该玻璃容器作为容器部分包括:呈玻璃管形式的玻璃体,该玻璃体具有第一端和另一端;以及在第一端处封闭所述玻璃体的圆形玻璃底部。优选地,该玻璃容器为一体式设计,通过以下步骤制备该玻璃容器:提供玻璃管并对玻璃管的一端(即:将成为玻璃容器的开口的一端)进行成形,以获得顶部区域、交界区域、颈部区域和肩部区域,随后的步骤是对玻璃管的另一端进行成形,以获得封闭玻璃底部。优选的玻璃容器是药物玻璃容器、更优选是选自由小瓶、安瓿或其组合组成的组,其中小瓶是特别优选的。
71、对于在本文中的使用,内部容积vi代表玻璃容器的内部的全部容积。该容积可以通过用水填充玻璃容器的内部直到边沿并且测量内部可以装载到边沿的水量的体积来确定。因此,本文使用的内部容积并不是药学技术领域中经常提到的标称容积。例如,该标称容积可以比内部容积小0.5倍。
72、玻璃
73、容器的玻璃可以是任何类型的玻璃,并且可以包括本领域技术人员认为适合本发明的情况的任何材料或材料的组合。优选地,该玻璃适用于药物包装。特别优选地,根据欧洲药典2011年第7版第3.2.1节中对玻璃类型的定义,该玻璃属于i型玻璃、更优选属于ib型玻璃。附加地或者优选于前述另选地,该玻璃选自由硼硅酸盐玻璃、铝硅酸盐玻璃、钠钙玻璃和熔融石英组成的组;或者是其中至少两种的组合。对于在本文中的应用,铝硅酸盐玻璃是这样一种玻璃,其al2o3的含量超过8wt.-%、优选超过9wt.-%、特别优选在9至20wt.-%的范围内,在每种情况下都基于玻璃的总重量。优选的铝硅酸盐玻璃的b2o3含量小于8wt.-%、优选至多7wt.-%、特别优选在0至7wt.-%的范围内,在每种情况下都基于玻璃的总重量。对于在本文中的应用,硼硅酸盐玻璃是这样一种玻璃,其b2o3的含量至少为1wt.-%、优选至少为2wt.-%、更优选至少为3wt.-%、更优选至少为4wt.-%、甚至更优选至少为5wt.-%、特别优选在5至15wt.-%的范围内,在每种情况下都基于玻璃的总重量。优选的硼硅酸盐玻璃的al2o3含量小于7.5wt.-%、优选小于6.5wt.-%、特别优选在0至5.5wt.-%的范围内,在每种情况下都基于玻璃的总重量。在另一个方面,硼硅酸盐玻璃的al2o3含量在3至7.5wt.-%的范围内、优选在4至6wt.-%的范围内,在每种情况下都基于玻璃的总重量。
74、根据本发明进一步优选的玻璃基本上不含b。在此,用语“基本上不含b”是指这样的玻璃,该玻璃不包含已被有目的地添加到玻璃组合物中的b。这意味着b仍然可以作为杂质存在,但是优选地比例不超过0.1wt.-%、更优选不超过0.05wt.-%,在每种情况下都基于玻璃的重量。
75、测量方法
76、在本发明的情况下,将使用以下测量方法。除非另有规定,否则测量必须在环境温度为23℃、环境空气压力为100kpa(0.986atm)和相对大气湿度为50%的条件下进行。
77、壁厚和直径
78、玻璃容器在给定位置处的壁厚以及玻璃容器在给定位置处的内径或外径是按照din iso 8362-1确定的。
79、示例
80、将外径d1为16mm、壁厚s1为1.2mm的玻璃管(clear,德国肖特公司)装载到旋转机器的头部中。如图1所示,在绕其主轴旋转的同时,利用分离气体燃烧器将玻璃管加热到软化点,并且通过移动夹持卡盘将加热的玻璃沿其主轴拉动,从而产生玻璃管的两个分离部分并且在下部部分的上端处形成封闭底部。接着,利用气体燃烧器将封闭底部加热到玻璃转变温度,并且使该封闭底部与碳模具基体接触,如图1中进一步示出的那样。当使模具基体与封闭底部接触时,该距离在第一步骤中和第二步骤中逐步减少。在第一步骤中减小的距离与在第二步骤中减小的距离之比(y1m/y2m;参见图2)为30。此外,第二步骤是在第一步骤之后1.5秒的时间延迟(△t)下进行的。在代表现有技术工艺的比较例中,模具基体在单个步骤中与封闭底部接触,没有任何延迟。
81、在根据本发明的示例和比较例中,在形成封闭底部时应用的条件在下表中进行了总结:
82、 根据本发明的示例 比较例 <![cdata[y<sup>1</sup><sub>m</sub>]]> 15mm 16mm <![cdata[y<sup>2</sup><sub>m</sub>]]> 0.5mm - <![cdata[y<sup>1</sup><sub>m</sub>/y<sup>2</sup><sub>m</sub>]]> 30 - △t 1.5秒 0
- 还没有人留言评论。精彩留言会获得点赞!