一种溢流法基板玻璃成型边部夹持装置的制作方法
本技术属于溢流法基板玻璃制造领域,尤其是一种溢流法基板玻璃成型边部夹持装置。
背景技术:
1、溢流法基板玻璃生产是高温熔融态玻璃从溢流装置的两侧流出并在砖尖处汇合并充分粘合,形成两侧光滑的玻璃板。但一般由于玻璃的表面张力作用,玻璃板在从溢流装置流下后会向里收缩,需要在玻璃板两侧采用拉边机夹持并快速冷却,形成较厚的边板区域,可以抑制玻璃板的向内收缩,保证基板玻璃生产有效板宽,同时有效区内玻璃不与其他物体接触,确保了玻璃表面的光洁度。但随着液晶显示向高世代的不断发展,对于基板玻璃生产而言,板幅的加大、引板速度的加快意味着成型质量控制的难度不断增加,由于拉边机的快速冷却一是边板部分容易出现空心,即粘合不好现象或错边,以及在拉边机夹持及玻璃板向内收缩同时作用下容易出现厚度突变产生薄弱区域;二是拉边机冷却风容易对引流区域温度场产生影响,造成析晶的产生。
技术实现思路
1、本实用新型的目的在于解决现有技术中的问题,提供一种溢流法基板玻璃成型边部夹持装置,促进了高温态玻璃边部的粘合,改善了夹持边板质量,提高成型边部夹持和生产稳定性。
2、为达到上述目的,本实用新型采用以下技术方案予以实现:
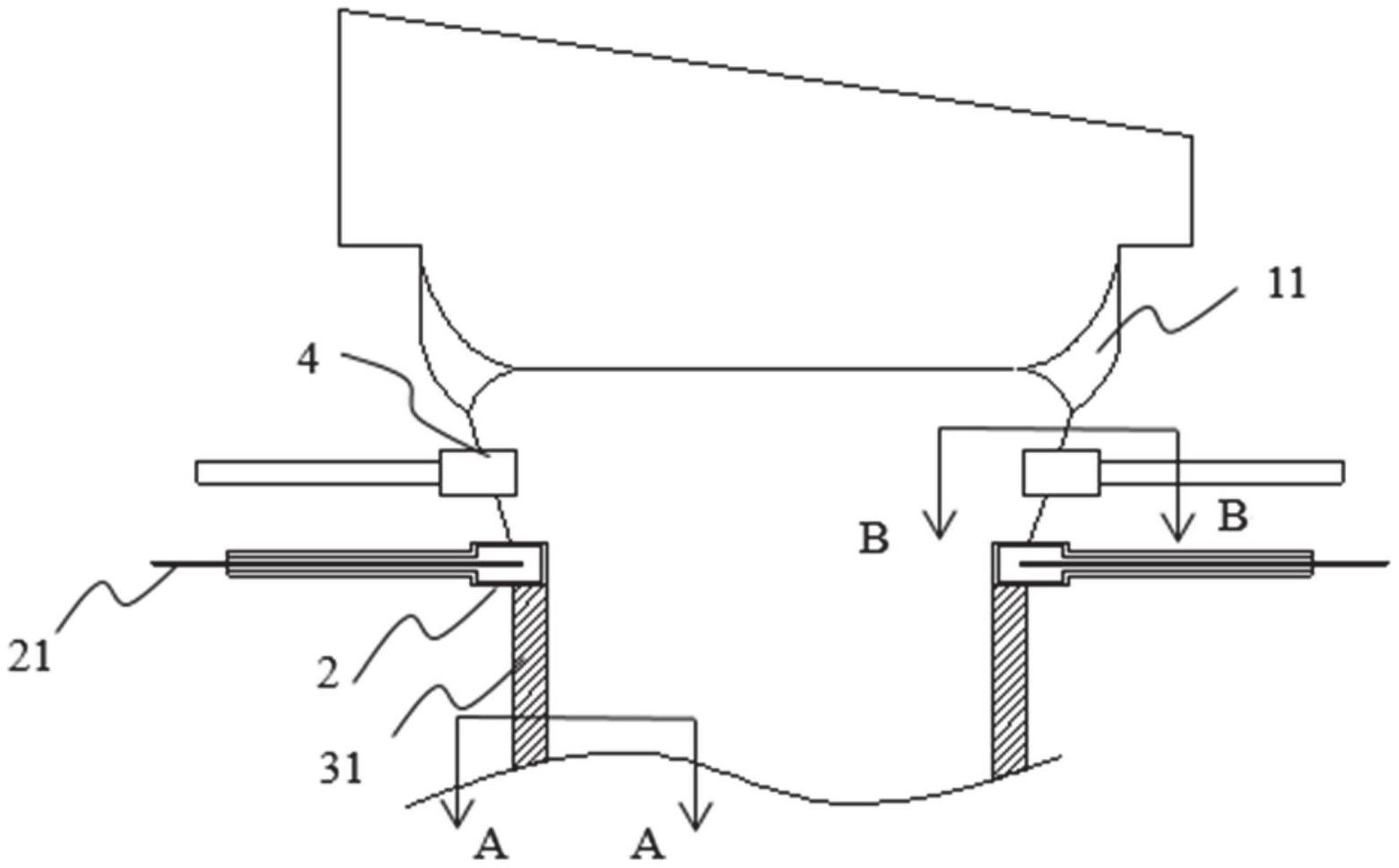
3、一种溢流法基板玻璃成型边部夹持装置,包括一级夹持单元和二级拉边单元;
4、所述一级夹持单元和二级拉边单元均夹持在玻璃板的两侧边部,所述一级夹持单元设置在二级拉边单元的上方,所述一级夹持单元比二级拉边单元更靠近引流板。
5、进一步的,所述一级夹持单元中的夹持轮为实心辊轮,所述夹持轮的材料为耐高温金属或陶瓷材料。
6、进一步的,所述夹持轮安装在引流板的下方。
7、进一步的,所述二级拉边单元中的冷却拉边轮为空心辊轮,所述冷却拉边轮的内部为壁厚均匀的空腔。
8、进一步的,所述冷却拉边轮的空腔内插入冷却风管。
9、进一步的,所述冷却风管中通入冷却空气。
10、进一步的,所述玻璃板从引流板向下依次按照温度区间划分位置,所述一级夹持单元夹持在温度为1000~1050℃位置的玻璃板边部。
11、进一步的,所述玻璃板从引流板向下依次按照温度区间划分位置,所述二级拉边单元夹持在温度为900~1000℃位置的玻璃板边部。
12、与现有技术相比,本实用新型具有以下有益效果:
13、本发明提供一种溢流法基板玻璃成型边部夹持装置,通过一级夹持和二级拉边冷却方式,即通过一级夹持促进高温态的玻璃边部粘合,二级拉边并冷却保证边部快速冷却形成一定夹持厚度,并抑制板宽收缩,达到提高边板粘合质量,改善夹持效果,稳定生产质量的目的。本发明在夹持轮和拉边轮的共同作用下形成较好的玻璃边板状态,提高生产稳定性。相比现有技术,促进了高温态玻璃边部的粘合,改善了夹持边板夹持位置过低,夹持区域玻璃板由于温度降低而出现粘合不好,产生空心错边以及边板与有效过渡区出现的厚度突变等边板质量缺陷,提高成型边部夹持和生产稳定性,消除后工序横切出现断板、裂纹等不良影响。
14、进一步的,夹持轮设置在在冷却拉边轮的上方,能够遮挡冷却拉边轮对引流板的温度影响,避免引流板区域出现析晶恶化现象。
15、进一步的,冷却拉边轮相比传统技术夹持高度的玻璃温度高,能很好的促进玻璃粘合,减小玻璃板宽收缩对厚度夹持质量的影响。
技术特征:
1.一种溢流法基板玻璃成型边部夹持装置,其特征在于,包括一级夹持单元和二级拉边单元;
2.根据权利要求1所述的一种溢流法基板玻璃成型边部夹持装置,其特征在于,所述一级夹持单元中的夹持轮(4)为实心辊轮,所述夹持轮(4)的材料为耐高温金属或陶瓷材料。
3.根据权利要求2所述的一种溢流法基板玻璃成型边部夹持装置,其特征在于,所述夹持轮(4)安装在引流板(11)的下方。
4.根据权利要求1所述的一种溢流法基板玻璃成型边部夹持装置,其特征在于,所述二级拉边单元中的冷却拉边轮(2)为空心辊轮,所述冷却拉边轮(2)的内部为壁厚均匀的空腔。
5.根据权利要求4所述的一种溢流法基板玻璃成型边部夹持装置,其特征在于,所述冷却拉边轮(2)的空腔内插入冷却风管(21)。
6.根据权利要求5所述的一种溢流法基板玻璃成型边部夹持装置,其特征在于,所述冷却风管(21)中通入冷却空气。
7.根据权利要求1所述的一种溢流法基板玻璃成型边部夹持装置,其特征在于,所述玻璃板(3)从引流板(11)向下依次按照温度区间划分位置,所述一级夹持单元夹持在温度为1000~1050℃位置的玻璃板(3)边部。
8.根据权利要求1所述的一种溢流法基板玻璃成型边部夹持装置,其特征在于,所述玻璃板(3)从引流板(11)向下依次按照温度区间划分位置,所述二级拉边单元夹持在温度为900~1000℃位置的玻璃板(3)边部。
技术总结
本技术公开了一种溢流法基板玻璃成型边部夹持装置,包括一级夹持单元和二级拉边单元;所述一级夹持单元和二级拉边单元均夹持在玻璃板的两侧边部,所述一级夹持单元设置在二级拉边单元的上方,所述一级夹持单元比二级拉边单元更靠近引流板。本技术在夹持和拉边的共同作用下形成较好的玻璃边板状态,促进了高温态玻璃边部的粘合,改善了夹持边板夹持位置过低,夹持区域玻璃板由于温度降低而出现粘合不好,产生空心错边以及边板与有效过渡区出现的厚度突变等边板质量缺陷,提高成型边部夹持和生产稳定性。
技术研发人员:胡卫东,张志军,任泳静,罗婷
受保护的技术使用者:彩虹显示器件股份有限公司
技术研发日:20230619
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!