一种玻纤增强聚丙烯组合物及其制备方法与流程
1.本发明属于高分子材料领域,具体涉及一种玻纤增强聚丙烯组合物及其制备方法。
背景技术:
2.聚丙烯(pp)是一种结构规整的结晶性聚合物,以其低气味、无毒、密度小、价格低、易加工、化学稳定性好、电气绝缘性佳等优点,在汽车工业、家用电器、电子、包装、建材及家具等方面具有广泛的应用。
3.但是聚丙烯通常都存在强度低、刚性差、收缩率大、制品尺寸稳定性差,容易产生收缩变形等缺点,因此需要针对以上不足之处对聚丙烯进行增强改性。
4.目前常用的增强改性方法有加入滑石粉、玻璃纤维、硅灰石、硫酸镁等无机矿物填料,在上述无机矿物填料中,以玻璃纤维增强改性聚丙烯的性价比较较高,但是玻璃纤维为无机填料还存在与聚丙烯基体的相容性较差,将其用于聚丙烯增强改性后用于加工成型最终的制品时很容易出现浮纤等问题,严重影响产品外观和性能。
技术实现要素:
5.有鉴于此,本发明有必要提供一种玻纤增强聚丙烯组合物及其制备方法,其由高熔融指数聚丙烯、低熔融指数聚丙烯、玻璃纤维、相容剂、硅酮粉、氧化锌和其他助剂制成,在解决玻璃纤维增强改性聚丙烯基体时相容性差问题的同时,还解决了玻璃纤维用于改性聚丙烯时最终制品容易出现浮纤的问题。
6.为了实现上述目的,本发明采用以下技术方案:
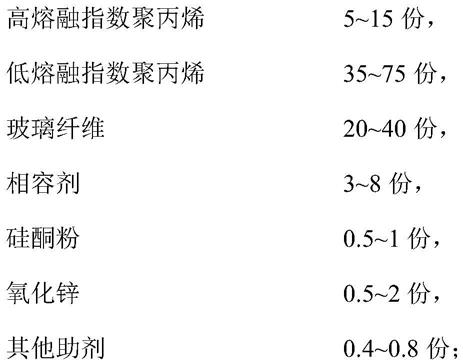
7.一种玻纤增强聚丙烯组合物,其由以下重量份的组分制备而成:
[0008][0009]
其中,所述高熔融指数聚丙烯在温度230℃和载荷2.16kg条件下的熔融指数为100~200g/10min,所述低熔融指数聚丙烯在温度230℃和载荷2.16kg条件下的熔融指数为1~10g/10min。
[0010]
进一步的,所述玻璃纤维为短切无碱玻纤。
[0011]
优选的,所述短切无碱玻纤的玻纤长度为3~5mm,单丝直径为10~15μm。
[0012]
进一步的,所述相容剂为马来酸酐接枝聚丙烯(pp-g-mah)。
[0013]
优选的,所述马来酸酐接枝聚丙烯的接枝率为1.0%~1.5%。
[0014]
进一步的,所述硅酮粉和所述氧化锌的重量比为1:(1~2)。
[0015]
进一步的,所述硅酮粉中,聚硅氧烷的含量为70%~80%、分子量为100万~200万;
[0016]
所述氧化锌的纯度为99.7%。
[0017]
进一步的,所述其他助剂包括抗氧剂、润滑剂中的一种或两种,其中,抗氧剂为主抗氧剂和辅抗氧剂按照重量比1:1的混合。
[0018]
优选的,所述主抗氧剂为受阻酚类类抗氧剂,在本发明中的一些实施例中优选抗氧剂1330,所述辅抗氧剂为亚磷酸脂类抗氧剂,优选抗氧剂168;在本发明的一些实施例中润滑剂优选为ebs。
[0019]
本发明的另一个目的在于提供一种上述玻纤增强聚丙烯组合物的制备方法,包括以下步骤:
[0020]
按照重量份配比称取高熔融指数聚丙烯、低熔融指数聚丙烯、相容剂、硅酮粉、氧化锌和其他助剂混合均匀,得到混合物料;
[0021]
将所述混合物料和按重量份配比称取的无碱玻纤经熔融、挤出造粒制得所述玻纤增强聚丙烯组合物。
[0022]
优选的,所述混合均匀的参数为:于70℃~80℃以500rpm~1000rpm混合4~6min;
[0023]
所述熔融、挤出造粒的具体步骤为:将所述混合物料通过主喂料口喂料速度为10-15rpm、所述无碱玻纤通过侧喂料口喂料速度为10-15rpm加入双螺杆挤出机中,主机转速为300-400rpm,各段工作温度为170~220℃,其中机头温度为220℃,熔融、挤出造粒。
[0024]
与现有技术相比,本发明具有以下有益效果:
[0025]
1、本发明在配方中使用高熔融指数和低熔融指数聚丙烯复配的方式,由于组合物在注塑成型最终的制品时,高熔融指数聚丙烯能够迅速的到达模具的型腔表面,同时低熔融指数的聚丙烯能够包裹玻纤,两者协效作用控制玻纤冲到模具型腔表面,进而起到降低浮纤的效果。
[0026]
2、本发明在配方中同时使用硅酮粉和氧化锌协效作用来抑制浮纤,硅酮粉能够充分润滑和分散玻纤与聚丙烯,使玻纤和聚丙烯的界面相容性增加,同时固定配比的氧化锌起到一定程度的分散玻纤的作用,又使玻纤不被过分剪切而降低性能,从而在提高玻纤与聚丙烯相容性的同时,进一步降低浮纤。
[0027]
3、本发明中的玻纤增强聚丙烯组合物同时兼具高强度、高刚性、尺寸稳定性和低浮纤的优异性能。
[0028]
4、本发明中玻纤增强聚丙烯组合物的制备方法混合后通过双螺杆挤出机熔融挤出造粒,其生产工艺简单、可连续生产、产品质量稳定且生产效率高,具有良好的应用前景。
具体实施方式
[0029]
为了便于理解本发明,下面将结合具体的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供
这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
[0030]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
[0031]
实施例中所有原料均为市售,其中硅酮粉购自常州熔点化工。
[0032]
实施例1
[0033]
按照重量份数将熔融指数为100g/10min的高熔融指数聚丙烯5份、熔融指数为10g/10min的低熔融指数聚丙烯72份、接枝率为1.0%的pp-g-mah 3份、硅酮粉0.5份、氧化锌(淄博海顺锌业有限公司)0.5份、抗氧剂1330 0.2份和抗氧剂168 0.2份,加入高速混合机中在70℃使用1000rpm混合4分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度3.0mm,单丝直径13μm的短切无碱玻纤20份从侧喂料口加入挤出机,其中,主机转速为300rpm,主喂料转速为11rpm,侧喂料速度为10rpm,然后经双螺杆挤出机挤出造粒得到实施例1所述低浮纤玻纤增强聚丙烯组合物,其中双螺杆挤出机的各段工作温度为:一区170℃、二区170℃、三区180℃、四区190℃、五区200℃、六区210℃、七区220℃、机头温度220℃。
[0034]
实施例2
[0035]
按照重量份数将熔融指数为150g/10min的高熔融指数聚丙烯10份、熔融指数为3g/10min的低熔融指数聚丙烯56份、接枝率为1.2%的pp-g-mah 4份、硅酮粉1份、氧化锌1份(潍坊恒丰化工有限公司),润滑剂ebs 0.2份、抗氧剂1330 0.2份和抗氧剂168 0.2份,加入高速混合机中在70℃使用800rpm混合6分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度4.5mm,单丝直径14μm的短切无碱玻纤30份从侧喂料口加入挤出机,其中,主机转速为350rpm,主喂料转速为12rpm,侧喂料速度为11rpm,然后经双螺杆挤出机挤出造粒得到实施例2所述低浮纤玻纤增强聚丙烯组合物,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区180℃、四区190℃、五区210℃、六区210℃、七区210℃、机头温度220℃。
[0036]
实施例3
[0037]
按照重量份数将熔融指数为200g/10min的高熔融指数聚丙烯12份、熔融指数为5g/10min的低熔融指数聚丙烯47份、接枝率为1.5%的pp-g-mah 6份、硅酮粉1份、氧化锌1.5份(潍坊恒丰化工有限公司)、润滑剂ebs 0.3份、抗氧剂1330 0.25份和抗氧剂168 0.25份,加入高速混合机中在80℃使用600rpm混合5分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度4.0mm,单丝直径15μm的短切无碱玻纤35份从侧喂料口加入挤出机,其中,主机转速为400rpm,主喂料转速为13rpm,侧喂料速度为13rpm,然后经双螺杆挤出机挤出造粒得到实施例3所述低浮纤玻纤增强聚丙烯组合物,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区180℃、四区190℃、五区210℃、六区210℃、七区210℃、机头温度220℃。
[0038]
实施例4
[0039]
按照重量份数将熔融指数为150g/10min的高熔融指数聚丙烯15份、熔融指数为1g/10min的低熔融指数聚丙烯37份、接枝率为1.3%的pp-g-mah 8份、硅酮粉1份、氧化锌2份(潍坊恒丰化工有限公司)、润滑剂ebs 0.2份、抗氧剂1330 0.3份和抗氧剂168 0.3份,加入高速混合机中在80℃使用800rpm混合6分钟,再将此混合物放入双螺杆挤出机的喂料桶,
将玻纤长度5.0mm,单丝直径10μm的短切无碱玻纤40份从侧喂料口加入挤出机,其中,主机转速为400rpm,主喂料转速为15rpm,侧喂料速度为15rpm,然后经双螺杆挤出机挤出造粒得到实施例4所述低浮纤玻纤增强聚丙烯组合物,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区190℃、四区200℃、五区210℃、六区210℃、七区220℃、机头温度220℃。
[0040]
实施例5
[0041]
按照重量份数将熔融指数为200g/10min的高熔融指数聚丙烯8份、熔融指数为7g/10min的低熔融指数聚丙烯57份、接枝率为1.0%的pp-g-mah 5份、硅酮粉0.8份、氧化锌1.5份(淄博海顺锌业有限公司)、抗氧剂1330 0.3份和抗氧剂168 0.3份,加入高速混合机中在70℃使用700rpm混合5分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度3.5mm,单丝直径12μm的短切无碱玻纤30份从侧喂料口加入挤出机,其中,主机转速为380rpm,主喂料转速为14rpm,侧喂料速度为12rpm,然后经双螺杆挤出机挤出造粒得到实施例5所述低浮纤玻纤增强聚丙烯组合物,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区190℃、四区200℃、五区210℃、六区210℃、七区220℃、机头温度220℃。
[0042]
实施例6
[0043]
按照重量份数将熔融指数为100g/10min的高熔融指数聚丙烯14份、熔融指数为3g/10min的低熔融指数聚丙烯38份、接枝率为1.2%的pp-g-mah 8份、硅酮粉1份、氧化锌1.8份(淄博海顺锌业有限公司)、抗氧剂1330 0.4份和抗氧剂168 0.4份,加入高速混合机中在70℃使用600rpm混合6分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度3.5mm,单丝直径12μm的短切无碱玻纤40份从侧喂料口加入挤出机,其中,主机转速为400rpm,主喂料转速为14rpm,侧喂料速度为14rpm,然后经双螺杆挤出机挤出造粒得到实施例6所述低浮纤玻纤增强聚丙烯组合物,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区190℃、四区210℃、五区210℃、六区210℃、七区220℃、机头温度210℃。
[0044]
对比例1
[0045]
按照重量份数将熔融指数为100g/10min的高熔融指数聚丙烯77份、接枝率为1.0%的pp-g-mah 3份,硅酮粉0.5份、氧化锌0.5份(淄博海顺锌业有限公司)、抗氧剂1330 0.2份和抗氧剂168 0.2份,加入高速混合机中在70℃使用1000rpm混合4分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度3.0mm,单丝直径13μm的短切无碱玻纤20份从侧喂料口加入挤出机,其中,主机转速为300rpm,主喂料转速为11rpm,侧喂料速度为10rpm,然后经双螺杆挤出机挤出造粒得到对比例1,其中双螺杆挤出机的各段工作温度为:一区170℃、二区170℃、三区180℃、四区190℃、五区200℃、六区210℃、七区220℃、机头温度220℃。
[0046]
对比例2
[0047]
按照重量份数将熔融指数为3g/10min的低熔融指数聚丙烯66份、接枝率为1.2%的pp-g-mah 4份、硅酮粉1份、氧化锌1份(潍坊恒丰化工有限公司)、润滑剂ebs 0.2份、抗氧剂1330 0.2份和抗氧剂168 0.2份,加入高速混合机中在70℃使用800rpm混合6分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度4.5mm,单丝直径14μm的短切无碱玻纤30份从侧喂料口加入挤出机,其中,主机转速为350rpm,主喂料转速为12rpm,侧喂料速度为11rpm,然后经双螺杆挤出机挤出造粒得到对比例2,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区180℃、四区190℃、五区210℃、六区210℃、七区210℃、机头温
度220℃。
[0048]
对比例3
[0049]
按照重量份数将熔融指数为200g/10min的高熔融指数聚丙烯12份、熔融指数为5g/10min的低熔融指数聚丙烯47份、接枝率为1.5%的pp-g-mah 6份、硅酮粉2.5份、润滑剂ebs 0.3份、抗氧剂1330 0.25份和抗氧剂168 0.25份,加入高速混合机中在80℃使用600rpm混合5分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度4.0mm,单丝直径15μm的短切无碱玻纤35份从侧喂料口加入挤出机,其中,主机转速为400rpm,主喂料转速为13rpm,侧喂料速度为13rpm,然后经双螺杆挤出机挤出造粒得到对比例3,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区180℃、四区190℃、五区210℃、六区210℃、七区210℃、机头温度220℃。
[0050]
对比例4
[0051]
按照重量份数将熔融指数为150g/10min的高熔融指数聚丙烯15份、熔融指数为1g/10min的低熔融指数聚丙烯37份、接枝率为1.3%的pp-g-mah 8份、氧化锌3份(潍坊恒丰化工有限公司)、润滑剂ebs 0.2份、抗氧剂1330 0.3份和抗氧剂168 0.3份,加入高速混合机中在80℃使用800rpm混合6分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度5.0mm,单丝直径10μm的短切无碱玻纤40份从侧喂料口加入挤出机,其中,主机转速为400rpm,主喂料转速为15rpm,侧喂料速度为15rpm,然后经双螺杆挤出机挤出造粒得到对比例4,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区190℃、四区200℃、五区210℃、六区210℃、七区220℃、机头温度220℃。
[0052]
对比例5
[0053]
按照重量份数将熔融指数为20g/10min的聚丙烯52份、接枝率为0.8%的pp-g-mah 8份、抗氧剂1330 0.3份和抗氧剂168 0.3份,加入高速混合机中使用400rpm混合3分钟,再将此混合物放入双螺杆挤出机的喂料桶,将玻纤长度5.0mm,单丝直径10μm的短切无碱玻纤40份从侧喂料口加入挤出机,其中,主机转速为400rpm,主喂料转速为15rpm,侧喂料速度为15rpm,然后经双螺杆挤出机挤出造粒得到对比例5,其中双螺杆挤出机的各段工作温度为:一区170℃、二区180℃、三区190℃、四区200℃、五区210℃、六区210℃、七区220℃、机头温度220℃。
[0054]
上述实施例1~6和对比例1~5中的玻纤增强聚丙烯组合物按照gb进行注塑样条,注塑样条在23℃、相对湿度50%条件下稳定24h后进行性能测试,测试标准如下:
[0055]
拉伸强度按照gb/t 1040,弯曲强度和弯曲模量按照gb/t 9341,悬臂梁缺口冲击强度按照gb/t 1843,性能测试结果见表1。
[0056]
表1实施例1-6和对比例1-5中玻纤增强聚丙烯组合物的性能测试结果
[0057][0058]
从表1中的数据可以看出,本发明的实施例具有良好的机械性能和无明显浮纤的优点,相比实施例从外观和性能上都有很大优势。
[0059]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0060]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1