一种3D打印用聚碳酸酯组合物及其制备方法和应用与流程
一种3d打印用聚碳酸酯组合物及其制备方法和应用
技术领域
1.本发明涉及一种3d打印用聚碳酸酯组合物及其制备方法和应用。
背景技术:
2.石墨烯(graphene)是由sp2杂化碳原子组成的新型二维单层片状纳米碳材料,以其优异的性能而获得广泛重视,有望在光电产品、能源技术、功能复合材料、微电子器件以及生物医药等诸多领域引发革命性的变革。
3.3d打印又称快速成型技术,属于增材制造的一种,原理是先通过计算机建模或直接扫描原型,得到数字化的三维模型,再使用软件按照某一坐标轴切成二维截面数据,通过3d打印机逐层打印堆积成实体的方法。经过近30年的发展,3d打印技术已经被认为是可能改变实验室及工业生产方式的核心技术之一。这种增材制造技术可以节省材料、缩短研发周期、降低成本,在模具制造、产品设计、医疗、教育和航天航空等方面有着巨大的潜在应用。
4.目前,3d打印的成型方法主要包括:熔融沉积成型(fused deposition modeling,fdm)、立体光固化成型(stereo lithography apparatus,sla)和选择性激光烧结(selective laser sintering,sls)等。其中fdm技术不需要激光,在使用和维护方面较为简单,成本低,得到更为广泛的应用。其技术原理为热塑性聚合物经加热熔融后,通过喷头被挤压出来,冷却凝固形成轮廓形状的薄层,再逐层叠加堆积最终形成产品。因此要求用于fdm 3d打印的热塑性聚合物具有优异的流动性及快速的固化速率,目前市场上常用的fdm 3d打印耗材主要是abs(丙烯腈-丁二烯-苯乙烯三元共聚物)和pla(聚乳酸),此外还有少量的pc(聚碳酸酯)、tpu(热塑性聚氨酯)及pa(尼龙)等。
5.pc是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型。其中芳香族尤其是双酚a型pc机械性能优异,在玻璃装配业、汽车工业和电子电器工业等领域有着广泛应用。双酚a型pc作为一种常用的透明工程塑料,无味、无毒、成型收缩率低、阻燃性良好,具有其他透明高分子材料(如pmma、ps)所不具有的优异力学性能。目前pc已被成功开发出用于3d打印材料。然而相比于abs,pla等常用的3d打印高分子材料,在熔融沉积3d打印技术中,pc存在打印温度过高,翘曲问题严重等问题。这主要是与pc本身的流动性以及热学性能导致的热应力有关,虽然通过提高喷嘴温度以及热床温度,能够减缓翘曲,但并不能完全解决该问题。为了能够降低pc在打印过程中需要的喷嘴温度和底板温度,通过添加如聚己内酯(pcl)【cn 108034217 a】、聚对苯二甲酸乙二醇酯-1,4-环己烷二甲醇酯(petg)【cn 104672880 a】、聚乳酸(pla)【cn 106543672 a】和聚对苯二甲酸丁二醇酯(pbt)【cn 105419260 a】。通过添加聚合物虽然可以降低打印喷嘴温度和底板温度,却会明显降低共混物的冲击强度。针对pc与pbt共混后冲击强度下降明显的问题,开发使用了众多的增韧剂可有效提高共混物的冲击强度(姚君,薛东升,顾春辉等,《塑料工业》,2008)(徐晓强,陆波,《塑料工业》,2005),然而其3d打印时的翘曲仍较明显。针对这一问题,需要发明一项技术制备新型的改性聚碳酸酯/脂肪族芳香族共聚酯组合物,在
10%。
25.根据本发明的一些实施方式,所述脂肪族芳香族共聚酯选自α,ω-脂肪族二酸或其衍生物和芳香族二酸或其衍生物与脂肪族二醇缩合而成的共聚酯。
26.根据本发明的一些实施方式,所述脂肪族芳香族共聚酯包括经过扩链的共聚酯。
27.根据本发明的一些实施方式,所述α,ω-脂肪族二酸选自含有2个到22个主链碳原子的取代或未取代的α,ω-脂肪族二酸。
28.根据本发明的一些实施方式,所述取代的α,ω-脂肪族二酸选自被选自c1-c6直链烷基、c3-c6支链烷基、c3-c6烷基和c2-c6不饱和烷基中的至少一种的取代基取代的α,ω-脂肪族二酸。
29.根据本发明的一些实施方式,所述α,ω-脂肪族二酸的衍生物包括所述α,ω-脂肪族二酸对应的酸酐、酯、酰卤等。
30.根据本发明的一些实施方式,所述α,ω-脂肪族二酸选自1,4-丁二酸、1,6-己二酸和1,8-辛二酸中的至少一种。
31.根据本发明的一些实施方式,所述芳香族二酸选自含有8个到22个主链碳原子的取代或未取代的芳香族二酸。
32.根据本发明的一些实施方式,所述取代的芳香族二酸选自被选自c1-c6直链烷基、c3-c6支链烷基、c3-c6烷基和c2-c6不饱和烷基中的至少一种的取代基取代的芳香族二酸。
33.根据本发明的一些实施方式,所述芳香族二酸的衍生物包括所述芳香族二酸对应的酸酐、酯、酰卤等。
34.根据本发明的一些实施方式,所述芳香族二酸选自对苯二甲酸和2,6-萘二酸中的至少一种。
35.根据本发明的一些实施方式,所述芳香族二酸的衍生物选自对苯二甲酸二甲酯。
36.根据本发明的一些实施方式,所述脂肪族二醇选自含有2-10个碳原子的二醇。
37.根据本发明的一些实施方式,所述脂肪族二醇选自1,4-丁二醇、1,6-己二醇和1,8-辛二醇中的至少一种。
38.根据本发明的一些实施方式,所述功能助剂选自兼容剂、无机填料、抗氧化剂、润滑剂、着色剂和阻燃剂中的至少一种。
39.本发明的第二方面提供了一种根据第一方面所述的聚碳酸酯组合物的制备方法,其包括将所述聚碳酸酯、所述脂肪族芳香族共聚酯和所述石墨烯分散液和任选的功能助剂在熔融状态下进行混合,挤出造粒,得到所述聚碳酸酯组合物。
40.根据本发明的一些实施方式,所述聚碳酸酯组合物通过熔融共混方法制备得到。
41.根据本发明的一些实施方式,所述熔融共混方法采用双螺杆连续挤出方法。
42.根据本发明的一些实施方式,所述熔融共混方法包括将聚碳酸酯、脂肪族芳香族共聚酯、石墨烯分散液和任选的功能助剂按照所需比例混合均匀后经过连续挤出造粒制备得到所述聚碳酸酯组合物。
43.根据本发明的一些实施方式,所述熔融共混方法包括将聚碳酸酯、脂肪族芳香族共聚酯和增韧剂按照一定的喂料比例分别计量加入到一个双螺杆挤出机上进行挤出造粒,得到所述聚碳酸酯组合物。
44.根据本发明的一些实施方式,所述熔融共混方法中,螺杆转速为50rpm-1500rpm。
45.根据本发明的一些实施方式,所述熔融共混方法中,温度为160℃-260℃。
46.本发明的第三方面提供了一种根据第一方面所述的聚碳酸酯组合物或根据第二方面所述的制备方法得到的聚碳酸酯组合物在3d打印中的应用。
47.本发明的第四方面提供了一种3d打印材料的制备方法,其包括将根据第一方面所述的聚碳酸酯组合物或根据第二方面所述的制备方法得到的聚碳酸酯组合物熔融挤出,冷却,取向牵伸,得到所述3d打印材料。
48.根据本发明的一些方式,所述挤出造粒后的聚碳酸酯组合物再通过熔融挤出将聚碳酸酯组合物熔体冷却同时进行牵伸收卷成线的方法,优选为单螺杆挤出方法,聚碳酸酯组合物粒子经单螺杆挤出机熔融挤出,经两段不同温度的水浴冷却同时牵伸收卷制成3d打印线。
49.在本发明中,石墨烯功能基团与基体树脂相互作用,改善了石墨烯的分散状态,其导热作用降低了打印件热应力。这与石墨烯尺寸稳定作用相结合,提高了打印件尺寸精度。同时石墨烯在挤出打印过程中的取向或抑制聚合物无规线团的松弛,降低了黏度,从而降低了打印温度和热床温度,起到了较好的技术效果。根据本发明提供的3d打印用聚碳酸酯组合物可以降低打印喷头和底板温度,同时具有较高的打印尺寸精度。
具体实施方式
50.下面对本发明所用材料及制备方法简单介绍如下:
51.1.聚碳酸酯(pc)
52.本发明中的pc是分子链中含有碳酸酯基的高分子聚合物,一般是通过双酚a与碳酸二苯酯熔融缩聚或双酚a与光气直接酯化所得。
53.2.脂肪族芳香族共聚酯
54.本发明的脂肪族芳香族共聚酯为芳香族二酸或其衍生物和α,ω-脂肪族二酸或其衍生物与至少一个脂肪族二醇缩合而成的共聚酯。包括但不局限于聚对苯二甲酸-co-草酸乙二醇酯、聚对苯二甲酸-co-丙二酸乙二醇酯、聚对苯二甲酸-co-丁二酸乙二醇酯、聚对苯二甲酸-co-戊二酸乙二醇酯、聚对苯二甲酸-co-己二酸乙二醇酯、聚对苯二甲酸-co-辛二酸乙二醇酯、聚对苯二甲酸-co-草酸丙二醇酯、聚对苯二甲酸-co-丙二酸丙二醇酯、聚对苯二甲酸-co-丁二酸丙二醇酯、聚对苯二甲酸-co-戊二酸丙二醇酯、聚对苯二甲酸-co-己二酸丙二醇酯、聚对苯二甲酸-co-辛二酸丙二醇酯、聚对苯二甲酸-co-癸二酸丙二醇酯、聚对苯二甲酸-co-草酸丁二醇酯、聚对苯二甲酸-co-丙二酸丁二醇酯、聚对苯二甲酸-co-丁二酸丁二醇酯、聚对苯二甲酸-co-戊二酸丁二醇酯、聚对苯二甲酸-co-己二酸丁二醇酯、聚对苯二甲酸-co-辛二酸丁二醇酯、聚对苯二甲酸-co-草酸己二醇酯、聚对苯二甲酸-co-丙二酸己二醇酯、聚对苯二甲酸-co-丁二酸己二醇酯、聚对苯二甲酸-co-戊二酸己二醇酯、聚对苯二甲酸-co-己二酸己二醇酯或聚对苯二甲酸-co-辛二酸己二醇酯等。
55.3.石墨烯
56.本发明的石墨烯通过物理或化学方法改性,在石墨烯上引入羧基、羟基、羧基、酸酐、羟基、胺基、酰胺基、酰亚胺及其衍生基团等。优选的石墨烯包括羧基、羟基及其衍生基团改性石墨烯。改性石墨烯在有机溶剂中形成均匀分散液,溶剂优选矿物油、硅油、甘油及其衍生物等。
57.4.制备3d打印用聚碳酸酯组合物的方法
58.本发明的一种制备聚碳酸酯组合物的方法是在一个连续过程中把所需量的pc、所需量的脂肪族芳香族共聚酯和所需量的石墨烯分散液在熔融状态下进行均匀混合,并挤出造粒。本发明的连续熔融制备方法把pc颗粒、脂肪族芳香族共聚酯颗粒和石墨烯分散液按一定的比例混合均匀后,再用一个喂料机按照一定的喂料速率加入到一个双螺杆挤出机的喂料口。喂料机可以是失重式喂料机也可以是体积式喂料机。另一个具体体现是采用多个喂料机分别把pc颗粒、脂肪族芳香族共聚酯颗粒和石墨烯分散液按照一定的喂料比例分别计量加入到一个双螺杆挤出机上进行反应挤出,挤出样条经过水槽或水下切粒,制备共混物粒子。挤出物还可以用无水方法经过风冷然后切粒。
59.适合于本发明的挤出温度优选为160℃到pc和脂肪族芳香族共聚酯的热分解温度低者,更优选为180℃到240℃;挤出机的转速为50rpm到1500rpm,优选为100rpm至400rpm。
60.适用于本发明的熔体共混装置有许多种包括混炼机、farrel连续混合机、banbury混合机、单螺杆挤出机、双螺杆挤出机、多螺杆挤出机(多于两个螺杆)、往复式单螺杆挤出机如布斯共捏合机(buss ko-kneader)等。较好的方法为连续熔融共混挤出方法包括双螺杆挤出方法。适用于本发明的连续双螺杆挤机包括不同设计的双螺杆挤出机,例如德国coperion生产的zsk mcc
18
同向平行双螺杆挤出机等。
61.5.制备3d打印材料的方法
62.本发明提供3d打印材料(3d打印线)通过由上文所述的连续熔融挤出共混法制备得到的聚碳酸酯组合物在一个螺杆挤出机中熔化挤出、经冷却同时牵伸收卷成线得到。
63.本发明提供的一种3d打印线的方法为单螺杆挤出方法。在该方法中,预先制备好的共混物加入一个单螺杆挤出机,单螺杆挤出机在有效长度上一般分为三个阶段,第一个阶段为输送段,在这个阶段共混物经过预热和挤压;第二段为压缩段,螺纹沟槽深度由大变小、熔体温度达到使聚碳酸酯组合物塑化和熔化的程度;第三段为计量段,共混物熔体在螺杆转动下,按一定的熔体流量输送给3d打印线模具。模具上有一个或多个圆形小孔,圆孔可以根据打印机的需要选择不同的直径,一般直径为1.75毫米或3.00毫米。挤出的打印线经过冷却牵伸,检测后收卷。冷却的方法有多种,包括水冷或空气冷却。
64.共混物3d打印线的挤出温度为100℃到260℃,较好的挤出温度为200℃到240℃。单螺杆挤出机的转数为10rpm到200rpm,较好的转速为25rpm到100rpm。
65.本发明的3d打印线可用于熔融沉积成型法(fdm)制备3d打印制品,不仅打印温度和底板温度较低,而且冲击强度较好。
66.本发明按以下方法进行性能测定:
67.冲击强度测试:按iso 179/1ea标准,采用ceast公司的6957型材料试验机测定。
68.下面通过实施例对本发明作进一步的阐述,但是这些实施例无论如何都不对本发明的范围构成限制。
69.以下实施例中,聚碳酸酯(pc)均采用sabic公司hf1130;
70.脂肪族芳香族共聚酯采用basf公司c1200(pbat,聚己二酸/对苯二甲酸丁二酯);
71.石墨烯采用皇杰新能源科技(上海)有限公司的grn2000矿物油分散液(石墨烯浓度5%)。
72.【对比例1】
73.按照以下配比称取各原料:pc质量份数为80份,pbat质量份数为20份。将pc和pbat混合均匀,在双螺杆挤出机第一段经料斗喂料,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为200r/min,喂料速度为1kg/h,挤出机各段温度为180-220℃。收集到的粒子,在85℃下烘干4h后,封装备用。
74.【对比例2】
75.按照以下配比称取各原料:pc质量份数为80份,pbat质量份数为20份,石墨烯微片质量份数为0.6份,抗氧剂质量份数为0.08份。将pc、pbat和石墨烯微片、抗氧剂混合均匀,在双螺杆挤出机第一段经料斗喂料,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为200r/min,喂料速度为1kg/h,挤出机各段温度为180-220℃。收集到的粒子,在85℃下烘干4h后,封装备用。
76.【对比例3】
77.按照以下配比称取各原料:pc质量份数为80份,pbat质量份数为20份,氧化石墨烯质量份数为0.03份(氧含量40%),抗氧剂质量份数为0.08份,白油0.57份。将pc、pbat和氧化石墨烯、抗氧剂、白油混合均匀,在双螺杆挤出机第一段经料斗喂料,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为200r/min,喂料速度为1kg/h,挤出机各段温度为180-220℃。收集到的粒子,在85℃下烘干4h后,封装备用。
78.【实施例1】
79.按照以下配比称取各原料:pc质量份数为80份,pbat质量份数为20份,石墨烯分散液质量份数为0.6份(石墨烯质量浓度5%,石墨烯中氧含量10%),抗氧剂质量份数为0.08份。将pc、pbat和石墨烯分散液、抗氧剂混合均匀,在双螺杆挤出机第一段经料斗喂料,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为200r/min,喂料速度为1kg/h,挤出机各段温度为180-220℃。收集到的粒子,在85℃下烘干4h后,封装备用。
80.【实施例2】
81.按照以下配比称取各原料:pc质量份数为80份,pbat质量份数为20份,石墨烯分散液质量份数为1份,抗氧剂质量份数为0.08份。将pc、pbat和石墨烯分散液、抗氧剂混合均匀,在双螺杆挤出机第一段经料斗喂料,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为200r/min,喂料速度为1kg/h,挤出机各段温度为180-220℃。收集到的粒子,在85℃下烘干4h后,封装备用。
82.【实施例3】
83.按照以下配比称取各原料:pc质量份数为80份,pbat质量份数为20份,墨烯分散液质量份数为2份,抗氧剂质量份数为0.08份。将pc、pbat和石墨烯分散液混合均匀,在双螺杆挤出机第一段经料斗喂料,熔融挤出,拉条经水浴冷却后切粒,螺杆转速为200r/min,喂料速度为1kg/h,挤出机各段温度为180-220℃。收集到的粒子,在85℃下烘干4h后,封装备用。
84.【制备例1】
85.将实施例1-3和对比例1-3中的6种共混物粒子在单螺杆挤出机第一段经料斗喂料,熔融挤出,拉条经两段不同温度的水浴进行冷却,同时经过牵伸测试线径合格后收卷成线,螺杆转速为15r/min,挤出机各段温度为200-230℃,牵伸速度根据测试线径实时调整以保证线径在1.75mm或者3.00mm左右。
86.【测试例1】
87.制备例1中所制线材在makerbot公司replicator 2x打印机上进行打印,选择不同温度进行打印,确定适合的打印温度条件。
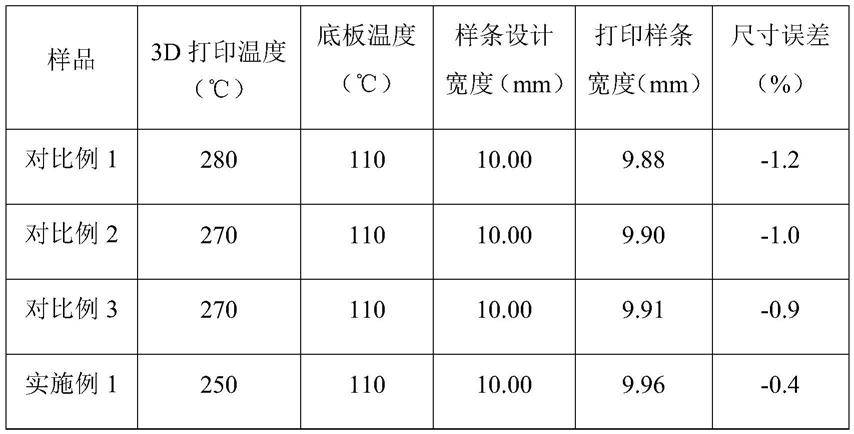
88.以上实施例1-3和对比例1-3中的6种共混物按测试例1所制样条测试结果如表1所示。从结果可以明显看出,加入石墨烯等均可提升打印制件的尺寸精度,降低3d打印温度。其中石墨烯分散液加入超过1份的量即可将尺寸误差降低到标准规定的测试样条误差范围内。与此同时,3d打印温度由280℃降至250℃,使得材料更易于打印。
89.表1
[0090][0091][0092]
应当注意的是,以上所述的实施例仅用于解释本发明,并不构成对本发明的任何限制。通过参照典型实施例对本发明进行了描述,但应当理解为其中所用的词语为描述性和解释性词汇,而不是限定性词汇。可以按规定在本发明权利要求的范围内对本发明作出修改,以及在不背离本发明的范围和精神内对本发明进行修订。尽管其中描述的本发明涉及特定的方法、材料和实施例,但是并不意味着本发明限于其中公开的特定例,相反,本发明可扩展至其他所有具有相同功能的方法和应用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1