一种阻燃增强聚酰胺复合材料及其制备方法和应用与流程
1.本发明涉及高分子材料技术领域,特别涉及一种阻燃增强聚酰胺复合材料及其制备方法和应用。
背景技术:
2.有机次磷酸盐已经被证明在聚酰胺中具有很好的阻燃效果,并作为主流的无卤阻燃剂广泛使用。然而有机次膦酸盐的引入,会加重对加工机器(挤出机或者注塑机)的腐蚀性磨损。尤其是当同时存在纤维状硬填料(例如玻璃纤维)时,这种磨损现象会更加严重。
3.cn107223149a、cn109575586a等公开文件中描述了锌或者锡的金属化学物(例如,氧化锌、氢氧化锌、硼酸锌、碱式硅酸锌以及锡酸锌、氧化锡水合物等)、勃姆石、水滑石、氧化钙、氧化铝以及氢氧化钙等对改善模具的腐蚀有不同程度的功效。
4.虽然有机次磷酸盐与某些组分搭配时,会有协同效果,特别是与某些含氮化合物的协同组合,例如三聚氰胺聚磷酸盐(mpp)或者三聚氰胺氰尿酸盐(mca)。然而,正如cn103154110a、cn109575586a、cn105264001a以及cn108102361a中所提及的,mpp的引入相对于单独的有机次磷酸盐体系而言,腐蚀效果会增加。为避免上述问题的出现,亚磷酸铝是一种相对较优的选择。然而,目前的亚磷酸铝存在阻燃协同效率低(所需要的添加份数相对于mpp更多)的弊病。
5.另外,由于亚磷酸铝合成结构中所存在的一些结合水,在高温注塑的时候较容易解离,导致聚酰胺复合材料的颜色更容易发生变化。尽管cn104114486a、cn108102361a以及cn107936055a都分别采用晶体掺杂以及有机化处理,都成功将亚磷酸铝的起始分解温度从原来的320℃提高至340℃。然而,这些工艺过程复杂,且成品率低。与此同时,所报道的亚磷酸铝均存在添加量相对较多,阻燃效率偏低的不足。
技术实现要素:
6.本发明旨在至少解决上述现有技术中存在的技术问题之一。为此,本发明的目的之一在于提供一种基于表面处理的微孔型无机亚磷酸盐协效阻燃增强聚酰胺复合材料,本发明的目的之二在于提供这种阻燃增强聚酰胺复合材料的制备方法,本发明的目的之三在于提供这种阻燃增强聚酰胺复合材料的应用。
7.本发明通过提供一种表面包覆处理的、具有微孔结构、协同效果更高的无机亚磷酸盐与有机次磷酸盐阻燃剂一起用于纤维增强聚酰胺体系中,进而使得所制备的复合材料表现出高的稳定性、良好的机械性能、优异的电性能,其在加工过程中具有非常突出的耐物理磨蚀以及耐化学腐蚀性,应用前景广阔。
8.为了实现上述目的,本发明所采取的技术方案是:
9.本发明的第一方面提供了一种阻燃增强聚酰胺复合材料,包括以下组分:聚酰胺树脂、有机次磷酸盐、表面包覆的微孔型无机亚磷酸盐、防腐蚀剂、硅酮母料和纤维;
10.所述防腐蚀剂包括酯化多元醇,以及硼酸锌、锡酸锌中的至少一种。
11.优选的,所述阻燃增强聚酰胺复合材料中,聚酰胺树脂为脂肪族聚酰胺、半芳香族聚酰胺中的一种或其组合。所述聚酰胺树脂上游合成单体的来源可以为传统石油基,也可以为生物基。
12.优选的,所述聚酰胺树脂中,脂肪族聚酰胺的熔点≥250℃,如此可以更好地满足高温注塑的要求。
13.优选的,所述聚酰胺树脂中,半芳香热塑性聚酰胺为衍生自含芳基单体的至少一种均聚物、共聚物、三元共聚物或高聚物。所述含芳基单体可以包括对苯二甲酸及其衍生物、间苯二甲酸及其衍生物、对二甲苯基二胺或间二甲苯基二胺。进一步优选的,半芳香聚酰胺包括聚(己二酰间苯二甲胺)(聚酰胺mxd,6)、聚(对苯二甲酰十二碳二胺)(聚酰胺12t)、聚(对苯二甲酰癸二胺)(聚酰胺10t)、聚(对苯二甲酰壬二胺)(聚酰胺9t)、对苯二甲酰己二胺/对苯二甲酰2
‑
甲基戊二胺共聚酰胺(聚酰胺6t/dt)、己二酰己二胺/对苯二甲酰己二胺/间苯二甲酰己二胺共聚酰胺(聚酰胺66/6t/6i)、聚(己内酰胺
‑
对苯二甲酰己二胺)(聚酰胺6/6t)、对苯二甲酰己二胺/间苯二甲酰己二胺(聚酰胺6t/6i)共聚物。
14.优选的,所述聚酰胺树脂均为注塑级。
15.优选的,所述阻燃增强聚酰胺复合材料中,有机次磷酸盐的分子结构式如式(1)或式(2)所示:
[0016][0017]
式(1)中,r1、r2分别为直链或支链的c1
‑
c6烷基;r1和r2可以是相同的,也可以是不同的;m为mg、ca、al、sb、sn、ge、ti、zn、fe、zr、ce、bi、sr、mn、li、na、k或质子化的含氮碱;m=1~4;
[0018][0019]
式(2)中,r3、r4分别为直链或支链的c1
‑
c6烷基;r3和r4可以是相同的,也可以是不同的;r5为直链或支链的c1
‑
c10亚烷基、c6
‑
c10亚芳基、c7
‑
c20烷基亚芳基或c7
‑
c20芳基亚烷基;a为mg、ca、al、sb、sn、ge、ti、zn、fe、zr、ce、bi、sr、mn、li、na、k或质子化的含氮碱;a=1~4;n=1~4;x=1~4。
[0020]
优选的,所述有机次磷酸盐为科莱恩公司生产的exolit
tm
系列有机次磷酸盐;进一步优选的,有机次磷酸盐为op1230、op1240中的一种或其组合。
[0021]
优选的,所述阻燃增强聚酰胺复合材料中,表面包覆的微孔型无机亚磷酸盐为环氧树脂表面包覆的微孔型无机亚磷酸盐。
[0022]
进一步优选的,所述表面包覆的微孔型无机亚磷酸盐中,环氧树脂与微孔型无机亚磷酸盐的质量比为(1~10):100;再进一步优选的,环氧树脂与微孔型无机亚磷酸盐的质量比为(4~6):100。
[0023]
优选的,所述表面包覆的微孔型无机亚磷酸盐中的无机亚磷酸盐包括亚磷酸铝、亚磷酸镁、亚磷酸钙、亚磷酸钡、亚磷酸锌中的至少一种;进一步优选的,表面包覆的微孔型无机亚磷酸盐中的无机亚磷酸盐为亚磷酸铝。
[0024]
优选的,所述表面包覆的微孔型无机亚磷酸盐中的无机亚磷酸盐粒径为0.2微米~20微米。
[0025]
优选的,所述表面包覆的微孔型无机亚磷酸盐中的无机亚磷酸盐纯度≥95%。
[0026]
在本发明的一些实施例中,表面包覆的微孔型无机亚磷酸盐为环氧树脂表面包覆的微孔型亚磷酸铝。令人惊奇的发现,采用耐高温型的环氧树脂(环氧树脂的热分解温度≥350℃)对微孔结构的亚磷酸铝进行包覆处理后,其在高温下注塑时,防变色的能力提高了20℃。
[0027]
优选的,所述阻燃增强聚酰胺复合材料的防腐蚀剂中,酯化多元醇与硼酸锌、锡酸锌中的至少一种物质的质量比为1:(3~5);进一步优选的,酯化多元醇与硼酸锌、锡酸锌中的至少一种物质的质量比为1:(3~4)。
[0028]
优选的,所述硼酸锌或者所述锡酸锌为无水型。
[0029]
优选的,所述防腐蚀剂中,酯化多元醇为日本味之素生产的plenlizerhc
‑
103s。
[0030]
优选的,所述阻燃增强聚酰胺复合材料中,硅酮母料的外观为透明或者半透明状颗粒物,其载体不含有机化合物成分。
[0031]
优选的,所述硅酮母料至少满足以下一项:
[0032]
硅酮母料中有机硅的有效含量≥70%;
[0033]
硅酮母料的分子量≥100万;
[0034]
硅酮母料的热失重温度≥350℃。
[0035]
进一步优选的,所述硅酮母料的分子量为100万~150万;再进一步优选的,硅酮母料的分子量为120万~130万。
[0036]
优选的,所述阻燃增强聚酰胺复合材料中,纤维选自玻璃纤维、碳纤维、玄武岩纤维中的至少一种。
[0037]
所述纤维可以为连续长纤维,也可以为短切纤维。优选的,纤维的外在形态为短切纤维。
[0038]
优选的,所述纤维为短切玻璃纤维。如此,可以排除除纤维自身颜色给浅色产品的颜色变化作出判断时所带来的干扰。进一步优选的,所述纤维为无碱短切玻璃纤维,其外观形态可以为普通无碱短切玻璃纤维,也可以为扁平无碱短切玻璃纤维。
[0039]
优选的,所述纤维可以是表面改性的,具体来说,为附着力增强剂或附着力增强剂体系,比如特别优选为硅烷基的表面改性。需要指出的是,所述表面改性的预处理并非是绝对的。另外,除了使用硅烷,也可使用聚合物分散体、成膜剂、支化剂或纤维加工助剂进行处理。
[0040]
优选的,所述阻燃增强聚酰胺复合材料包括以下质量份的组分:35~60份聚酰胺树脂,12~15份有机次磷酸盐,2~4份表面包覆的微孔型亚磷酸铝,1.2~2.0份防腐蚀剂,
1.5~2.0份硅酮母料和25~40份纤维。
[0041]
优选的,所述阻燃增强聚酰胺复合材料还包括1.0~1.2质量份添加剂。
[0042]
优选的,所述阻燃增强聚酰胺复合材料中,添加剂包括抗氧剂、聚酰胺稳定剂、润滑剂中的至少一种。所述抗氧剂包括主抗氧剂和辅抗氧剂。进一步优选的,添加剂为主抗氧剂、辅抗氧剂、聚酰胺稳定剂和润滑剂组成的组合物。添加剂中,主抗氧剂、辅抗氧剂、聚酰胺稳定剂和润滑剂的质量比优选为1:(1.5~2.5):(0.5~1.5):(4~6)。所述主抗氧剂优选为三嗪类抗氧剂,在本发明的一些具体实施例中,主抗氧剂为抗氧剂1790,如可选用氰特公司生产的抗氧剂1790。所述辅抗氧剂优选为双磷类抗氧剂,在本发明的一些具体实施例中,辅抗氧剂为抗氧剂p
‑
epq。所述聚酰胺稳定剂优选为与碘化物和/或含磷化合物组合的铜盐,或者二价锰盐中的至少一种。所述润滑剂优选为pets(季戊四醇硬脂酸酯)、taf(改性乙撑双脂肪酸酰胺)中的一种或其组合。
[0043]
优选的,所述阻燃增强聚酰胺复合材料油以下质量份的组分组成:35~60份聚酰胺树脂,12~15份有机次磷酸盐,2~4份表面包覆的微孔型亚磷酸铝,1.2~2.0份防腐蚀剂,1.5~1.8份添加剂,1.5~2.0份硅酮母料和25~40份纤维。
[0044]
优选的,所述阻燃增强聚酰胺复合材料中,聚酰胺树脂的用量为36.5~56.8份。
[0045]
优选的,所述阻燃增强聚酰胺复合材料中,硅酮母料的用量为1.5~1.8份。
[0046]
所述阻燃增强聚酰胺复合材料可以在较高的温度下连续注塑使用。优选的,阻燃增强聚酰胺复合材料的注塑温度为280℃~350℃;进一步优选的,阻燃增强聚酰胺复合材料的注塑温度为280℃~340℃。
[0047]
所述阻燃增强聚酰胺复合材料可以是本色的,也可以是加入着色剂进行染色处理过的。
[0048]
本发明的第二方面提供了根据本发明第一方面所述阻燃增强聚酰胺复合材料的制备方法。
[0049]
一种阻燃增强聚酰胺复合材料的制备方法,包括以下步骤:
[0050]
将聚酰胺树脂、防腐蚀剂和硅酮母料混合,加入双螺杆挤出机的主喂料口;
[0051]
将有机次磷酸盐和表面包覆的微孔型无机亚磷酸盐混合,加入双螺杆挤出机的第一阶侧喂料口;
[0052]
将纤维加入双螺杆挤出机的第二阶侧喂料口;
[0053]
经双螺杆挤出机熔融挤出,得到所述的阻燃增强聚酰胺复合材料。
[0054]
优选的,所述阻燃增强聚酰胺复合材料的制备方法中,双螺杆挤出机至少满足以下一项:
[0055]
双螺杆挤出机为同向双螺杆挤出机;
[0056]
螺杆长径比为(44~52):1;
[0057]
加工温度为240℃~310℃;
[0058]
螺杆转速为220r/min~400r/min。
[0059]
优选的,所述阻燃增强聚酰胺复合材料的制备方法中,将聚酰胺树脂、防腐蚀剂和硅酮母料混合时,添加一定比例的二甲基硅油,如此,可以提高防腐蚀剂在聚酰胺粒子中的吸附效果。进一步优选的,二甲基硅油的添加量为聚酰胺树脂质量的0.5
‰
~1.0
‰
。
[0060]
优选的,所述阻燃增强聚酰胺复合材料的制备方法中,当阻燃增强聚酰胺复合材
料的组分包括添加剂时,将添加剂与聚酰胺树脂、防腐蚀剂、硅酮母料混合,再加入双螺杆挤出机的主喂料口。此时,优选加入二甲基硅油,也能提高添加剂在聚酰胺粒子中的吸附效果。
[0061]
优选的,所述阻燃增强聚酰胺复合材料的制备方法中,物料加入双螺杆挤出机是通过失重式计量称添加。
[0062]
优选的,所述阻燃增强聚酰胺复合材料的制备方法中,经双螺杆挤出机熔融挤出后还包括冷却、干燥和造粒的步骤。
[0063]
优选的,所述阻燃增强聚酰胺复合材料的制备方法中,制备阻燃增强聚酰胺复合材料的原料以及制得的阻燃增强聚酰胺复合材料使用前均需要进行干燥处理。如此,可以消除水分的影响。
[0064]
本发明的第三方面提供了根据本发明第一方面所述阻燃增强聚酰胺复合材料的应用。
[0065]
所述阻燃增强聚酰胺复合材料在电子电器、汽车或航空航天领域的应用。
[0066]
本发明的有益效果是:
[0067]
本发明提供了一种基于表面处理的微孔型无机亚磷酸盐协效阻燃增强聚酰胺复合材料,不但稳定性高、机械性能好和电性能优异,而且其在加工过程中具有非常突出的耐物理磨蚀以及耐化学腐蚀性,应用前景广阔。
[0068]
具体而言,与现有技术相比,本发明具有如下优点:
[0069]
1)采用腐蚀性相对mpp更低的无机亚磷酸盐,制备出了一种阻燃效率高、电性能优异、耐腐蚀性卓越的纤维增强阻燃聚酰胺复合材料;
[0070]
2)通过采用微孔型的无机亚磷酸盐,改善了传统晶体结构的亚磷酸盐阻燃协同效率相对mpp低下的同时,还克服了mpp在高温加工和注塑条件下对注塑件或器械本身(如模具)的腐蚀性,或者在湿热条件下的可能存在的喷霜或者模垢现象;
[0071]
3)通过对微孔型的无机亚磷酸盐(如亚磷酸铝)进行表面包覆处理,使得最终的复合材料在高温注塑下的稳定性提高了20℃,可在340℃条件下连续注塑。
[0072]
4)酯化多元醇、硼酸锌(或者锡酸锌)、硅酮母料三者之间表现出了很好的协同效应,既解决了硬填料所带来的物理磨蚀效应,又很好地消除了有机次磷酸盐阻燃体系造成的化学腐蚀性。
具体实施方式
[0073]
以下通过具体的实施例对本发明的内容作进一步详细的说明。实施例和对比例中所用的原料、试剂或装置如无特殊说明,均可从常规商业途径得到,或者可以通过现有技术方法得到。除非特别说明,试验或测试方法均为本领域的常规方法。
[0074]
以下实施例中采用的原料说明如下:
[0075]
聚酰胺树脂:pa66牌号为a27,德国巴斯夫提供;ppa牌号为ht plus m1000,由德国赢创提供;
[0076]
有机次磷酸盐为德国科莱恩提供,其商品化牌号为op1230;
[0077]
mpp为巴斯夫的200;
[0078]
硼酸锌为美国三象(borax)提供的500;
[0079]
锡酸锌为英国威姆宝莱有限公司提供,其商品化牌号为s;
[0080]
酯化多元醇为日本味之素生产,其商品化牌号为plenlizerhc
‑
103s;
[0081]
硅酮母料为杭州凯杰塑料提供,其中硅酮母料的分子量为120万;
[0082]
抗氧剂1790为氰特公司提供,辅助抗氧剂为p
‑
epq为科莱恩提供;
[0083]
聚酰胺稳定剂h3336为布吕格曼提供,润滑剂pets来自于科莱恩;
[0084]
非微孔型的亚磷酸铝以及微孔型的亚磷酸铝均为南开大学提供,其纯度≥95%,其粒径范围为0.2μm~20μm。
[0085]
表面包覆的微孔型亚磷酸铝制备方法如下:在带有温度控制的搅拌器中,先将微孔型亚磷酸铝的温度加热至60
‑
70℃;然后,在搅拌下,将未固化的环氧树脂以雾化的形式加入(环氧树脂与微孔型亚磷酸铝的质量比为5:100),待环氧树脂全部加完后,继续搅拌15分钟;最后,将物料的温度升高至90
‑
95℃,继续保持搅拌状态并保温2小时,得到环氧树脂包覆的微孔型亚磷酸铝。
[0086]
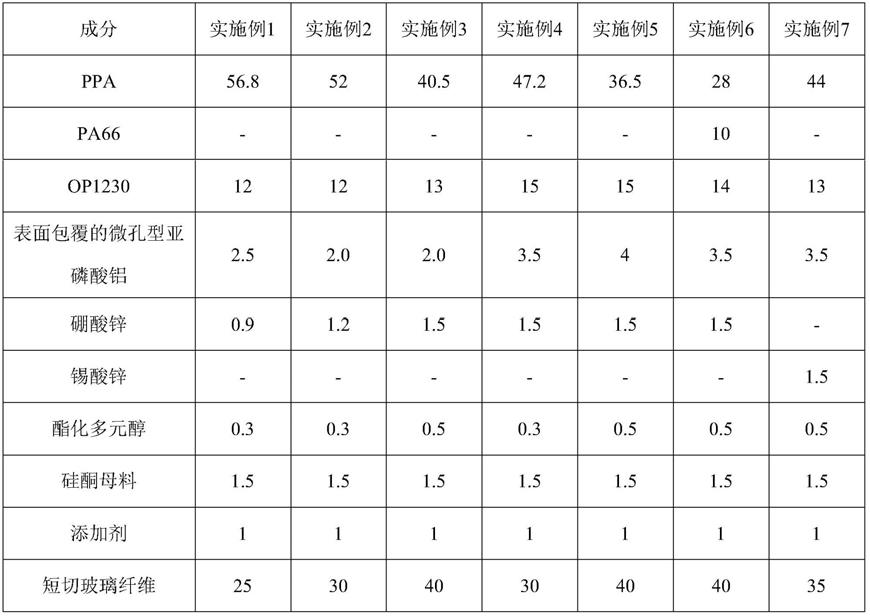
实施例1~7的聚酰胺复合材料成分组成如表1所示,对比例1~7的聚酰胺复合材料成分组成如表2所示,实施例8和对比例8~13的聚酰胺复合材料成分组成如表3所示。表1~3的成分用量均为质量份。所用的添加剂由抗氧剂1790、抗氧剂p
‑
epq、聚酰胺稳定剂h3336和润滑剂pets按质量比1:2:1:6组成。
[0087]
表1实施例1~7的聚酰胺复合材料成分组成
[0088][0089]
表2对比例1~7的聚酰胺复合材料成分组成
[0090]
成分对比例1对比例2对比例3对比例4对比例5对比例6对比例7ppa35.533.55240.536.536.540op123015161213151515非微孔型亚磷酸铝56
‑‑‑‑‑
微孔型亚磷酸铝
‑‑
2.02.04
‑‑
mpp
‑‑‑‑‑
44硼酸锌1.51.51.51.51.51.5
‑
酯化多元醇0.50.50.50.50.50.5
‑
硅酮母料1.51.51.51.51.51.5
‑
添加剂1111111短切玻璃纤维40403040404040
[0091]
表3实施例8和对比例8~13的聚酰胺复合材料成分组成
[0092][0093]
聚酰胺复合材料制备方法如下:分别按照表1~3的组成,将聚酰胺树脂、防腐蚀剂(硼酸锌或锡酸锌、酯化多元醇)、添加剂和硅酮母料搅拌均匀,然后再通过失重式计量称进入到螺杆长径比为48:1的同向双螺杆挤出机的主喂料中;将有机次磷酸盐、表面包覆的微孔型亚磷酸铝(或微孔型亚磷酸铝,或非微孔型亚磷酸铝)按照比例混合均匀通过失重式计量称在第一阶侧喂料口引入;通过第二侧入口添加短切玻璃纤维。双螺杆挤出机的加工温度为240℃~310℃,螺杆转速为300r/min。将熔融均化的聚合物抽出,经水冷却定型后,风干,造粒,最终得到阻燃增强聚酰胺复合材料。将均化的聚合物线料抽出,在水浴中冷却和然后造粒。所得到的复合材料在充分干燥后,将模塑组合物在注塑机上,于280℃至340℃的物料温度下加工成测试样品。
[0094]
实施例1~8和对比例1~13的样品检测评估方法如下:
[0095]
拉伸样条的测试参照iso 527执行。
[0096]
阻燃测试参照ul 94进行测试和分级。
[0097]
漏电起痕参照gb/t 4207
‑
2012方法进行。
[0098]
高温高湿的评估条件为80℃,95%湿度下放置168h,观察表面是否有析出物。
[0099]
连续加工性是在280℃至340℃的注塑温度条件下,复合材料连续加工14天后,观察模具表面是否是模垢或者腐蚀现象。
[0100]
耐蚀性借助于薄片法研究所述腐蚀。在dki(德国塑料研究院)开发的薄片法用于模型研究金属材料的对比评价或塑化模塑组合物的腐蚀强度和磨损强度。在该测试中,将
两个样品成对布置在模头中,使得其形成用于塑料熔体的通道的矩形间隙,其长为12mm,宽为10mm并且具有0.1mm至最大1mm的可调高度的高度。通过该间隙,塑料熔体被从塑化组件中挤出(或注射),其中大的局部剪切应力和剪切速率出现在所述间隙中。磨损参数是样品的重量损失,其是使用具有0.1mg误差的分析电子天平通过样品的差动称量测定的。在腐蚀测试之前和之后,在1.2379钢上在25kg聚合物物料通过量的情况下,测定所述样品的质量。在预先确定的物料通过量后,将样品薄片卸下,并进行物理/化学清洗以移除粘附的塑料。物理清洗是通过移除热的塑料物料,通过将其用棉花擦除完成的。化学清洗是通过将样品在60℃下在间甲酚中加热20分钟完成的。在沸腾操作后仍然粘附的塑料物料通过用软棉花球擦除而被移除。
[0101]
δe是指在最高注塑温度分别为320℃以及340℃连续注塑情况下的第5模和第1000模模塑制件的色差值,其结果用色差仪测试。当δe≤1.0时肉眼无法观察到色变,δe≥2变色明显,灰色时δe≥5。
[0102]
在各自系列中的所有测试,除非另外说明,由于可比性而都在相同条件(温度程序、螺杆几何形状、注塑参数等)下进行。
[0103]
表4为实施例1~7的聚酰胺复合材料性能测试结果,表5为对比例1~7的聚酰胺复合材料性能测试结果,表6为实施例8和对比例8~13的聚酰胺复合材料性能测试结果。
[0104]
表4实施例1~7的聚酰胺复合材料性能测试结果
[0105][0106]
表5对比例1~7的聚酰胺复合材料性能测试结果
[0107][0108]
表6实施例8和对比例8~13的聚酰胺复合材料性能测试结果
[0109][0110]
从表4~6的性能测试结果可知:当使用非微孔结构的亚磷酸铝时,其添加份数需要明显高于微孔型的亚磷酸铝,才能使得复合材料的阻燃达到0.8mm v0。采用包覆后的亚磷酸铝,其连续加工时的温度提高了20℃。相对于mpp而言,当存在防腐蚀剂和硅酮母料时,无论使用何种结构的亚磷酸铝,都不会出现表面析出或者发生模垢现象。从实施例1
‑
8、对比例3
‑
5以及对比例6
‑
7中可看出,亚磷酸铝的确可以解决mpp加剧有机次磷酸盐体系对模
具的腐蚀行为,且不会有析出的风险。结合实施例与对比例8
‑
13可以看出,硅酮母料主要起到抗物理磨蚀的作用,而以硼酸锌或锡酸锌搭配酯化多元醇组成的防腐蚀剂则起到降低酸性物性的腐蚀性作用。当体系中硼酸锌(或锡酸锌)、酯化多元醇以及硅酮母料三者不同时出现时,体系中要么出现明显的颜色变化,要么出现不同程度的腐蚀(或者磨蚀)现象,说明这三者之间出现了非常显著的协同性。
[0111]
本发明通过使用微孔结构的亚磷酸铝有效地解决了传统晶体结构的亚磷酸铝协同效率低,添加量多的弊病。进一步地,借助于表面包覆技术,将亚磷酸铝高温注塑时的稳定性提高了20℃,从而拓宽了加工范围。此外,借助于酯化多元醇、硼酸锌(或锡酸锌)以及硅酮母料三者之间的协同作用,成功解决了有机次磷酸盐用于增强阻燃聚酰胺中容易发生物理以及化学双重腐蚀的现象。
[0112]
本发明提供的这种基于表面处理的微孔型无机亚磷酸盐协效阻燃增强聚酰胺复合材料可以广泛应用在电子电器、汽车或航空航天领域。
[0113]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1