一种双楔形头牙签及其制造方法与流程
1.本发明属于生活用品技术领域,特别涉及一种双楔形头牙签及其制造方法。
背景技术:
2.牙签通常是用竹子或木材制成的一种细圆柱形小棒,一头尖细,另一头为钝状。也有两头都做成带锥尖的小棒。其功能主要是用来剔除餐后塞在牙缝间的食物残渣或其它异物。是一种重要的口腔卫生工具。据说牙签的发明已经有了2000年以上的历史。
3.随着人们生活水平的提高和对口腔卫生知识的普及,牙签已基本成为餐桌上必不可少的标配。特别是有些牙齿间缝隙较大或牙龈出现萎缩的中、老年人,餐后塞牙的现象非常普遍。这不仅直接影响了人们餐后的舒适感,而且会直接损伤牙齿、牙龈及牙龈乳头的健康。同时,口腔的问题还会对人体全身健康埋下很大的隐患。所以,剔牙已成为许多人餐后一件必做的功课。遗憾的是,因现有牙签直径较大(直径为1.8mm左右),在剔牙过程中会挤压牙缝,导致牙齿松动。有时又由于牙签直径过大而进入不了牙缝,起不到剔牙的应有作用。其锐利的细尖结构有时还会扎伤牙龈,损害牙龈健康。为了解决这些难题,人们发明了直径比牙签小很多的牙线(直径为0.3mm左右),这样就大大地降低了对牙齿的挤压,减轻了使牙缝进一步扩大的可能。但缺点是操作起来技术要求比较高,甚至需要专门的反复练习。牙线棒的发明大大降低了牙线的使用难度。它是将牙线两端固定在一带有手柄的弓形塑料件上。手持弓形塑料件便可以将牙线压入牙缝,对牙缝进行清洁,降低了普通牙线的操作难度。但是,对于口腔深处的某些牙缝、某些排列不规整牙齿的牙缝,以及在牙缝中塞得过紧的纤维状食物,牙线棒清理起来仍然比较困难。尤其是当牙线从牙缝上方进入牙缝时,如果牙缝较小,操作稍有疏忽,容易导致用力压线后因突然失去阻力而伤及牙龈本体。对于镶有牙冠的牙齿间隙,用牙线棒清理后,牙线向上退出时,往往还会误将牙冠向上拉动,容易引起牙冠脱落。
4.针对上述不足,人们提出了各种不同的解决方案:比如专利cn110755166a,针对剔牙过程中易伤及牙龈的问题,发明了一种“剔牙辅助用具”。专利cn109984856a针对牙签硬度较大的问题,发明了“一种带状一次性软牙签及其制造方法”。专利cn2414734y发明了一种片状的“剔牙片”。这些发明都从不同角度提供了对现有剔牙工具的改进方案,都有各自的优点,但依然存在一些不足。
技术实现要素:
5.为了解决以上技术问题,本发明在现有技术的基础上提供了一种结构简单、成本低廉、使用方便、不伤及牙龈的双楔形头牙签,既能有效剔除餐后牙缝间塞得很紧的纤维状食物残渣,又不伤及牙龈,不挤压牙齿本体,有助于提高人们的口腔健康水平。本发明具体技术方案如下:
6.本发明提供了一种双楔形头牙签,该双楔形头牙签包括手持部和设置于手持部两端的短楔形头和长楔形头,短楔形头和长楔形头的厚度从与手持部连接端到自由端逐渐减
小,短楔形头和长楔形头的宽度从与手持部连接端到自由端逐渐减小,短楔形头和长楔形头斜面的倾斜角度不同。
7.其中,手持部可以是直的也可以是弯曲的;本发明提供的双楔形头牙签的手持部可用于手持,短楔形头和长楔形头设计为楔形的窄片状,剔牙时,随着短楔形头或长楔形头在牙缝中的推进,厚度逐渐变大,本体的强度逐渐增加,这样就可以提供较大的力量将齿间异物顺利推出。通过掌控楔形头在牙缝中深入的程度,可自动适应牙缝的宽度。又因为双楔形头本身具有一定的韧性,还可以通过它自身的弯曲来自动调整楔形头与牙缝角度的一致性,使楔形头能处于最佳的工作角度。由于短楔形头和长楔形头斜面的倾斜角度不同,还可以适应于不同情况的牙缝使用。倾斜角度小的长楔形头可以较多地深入牙缝,便于比较彻底地清理牙缝。而倾斜角度大的短楔形头则因相对较短,不易弯曲,推送强度较大,所以更适合于剔除塞得较紧的浅表部位的食物残渣;通过限定短楔形头和长楔形头的斜面的倾斜角度不同,使其可以剔除不同牙齿部位的异物。限定短楔形头和长楔形头的边缘为圆钝状,使其既容易插入牙缝,但又不会伤到牙龈。
8.进一步地,短楔形头和长楔形头与手持部连接的一端的厚度为0.8
‑
1.2mm,另一端的厚度为0.2
‑
0.3mm;短楔形头和长楔形头与手持部连接的一端的宽度为1.4
‑
1.6mm,另一端的宽度为0.8
‑
1.2mm。短楔形头的长度为5.0
‑
8.0mm,长楔形头的长度为10
‑
16mm。由于长、短楔形头与手持部连接处的厚度是一样的,而长、短楔形头的长度却不同,所以就导致了长、短楔形头斜面的倾斜角度的不同。
9.进一步的改进,手持部为圆柱形或四棱柱形,长度为30
‑
50mm,直径为1.8
‑
2.0mm,或横截面为2.3
×
2.3mm。短楔形头和长楔形头的边缘为圆钝状。
10.进一步的改进,制作短楔形头、手持部、长楔形头的材料主要包括聚乙烯、聚丙烯、abs中的一种或多种,优选地,制作短楔形头和长楔形头的材料还包括聚酯树脂,优选地,制作短楔形头和长楔形头的材料还包括0.1%
‑
1.0%降解助剂。优选地,制作短楔形头和长楔形头的材料还包括0
‑
5%滑石粉、纳米caco3中的一种或多种填料。
11.本发明使用的聚乙烯(pe)、聚丙烯(pp)、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物(abs)等热塑性高分子材料,具有对人体绝对无毒、材料韧性好且具有自润滑的特点,是目前被广泛使用的食品包装材料,通过加入少量滑石粉、纳米caco3等填料,可以适当调节材料的韧性。
12.本发明还提供了一种用于制作双楔形头牙签的模板,该模板包括两个第一模板本体,两个第一模板本体相对的侧壁上对称设有若干第一凹模,两个第一模板本体均为平板形。
13.优选地,两个第一模板本体通过合页连接的,以保证二者能够对准。
14.本发明还提供了一种用于制作双楔形头牙签的模板,该模板包括两个第二模板本体,两个第二模板本体相对的侧壁上对称设有若干第二凹模,第二模板本体均为圆柱形。第二凹模沿第二模板本体的轴向设置。
15.本发明还提供了一种用于制作双楔形头牙签的模板,该模板包括两个第三模板本体,其中一个第三模板本体上设有若干第三凹模,两个第三模板本体均为平板形。
16.由于双楔形头牙签的手持部和短楔形头、长楔形头的上表面均为平面,因此该模板只在第三模板本体上设置第二凹模即可,两个模板本体无需对准即可压出成品,避免因为两个模板未对准而制出残次品。本发明还提供了一种包括模板的制作双楔形牙签的设
备,该设备还包括挤出机、挤出机口模、压片装置。挤出机上设有挤出机加料口,压片装置包括两个滚轮。
17.为了保证挤出机口模挤出后的材料能够直接进入两个滚轮之间进行压片,压片得到的扁平料可以直接传送至下模板的上表面,挤出机口模,压片装置和热压模板装置的工作端必须限定在一个平面。挤出机可以采用普通的塑料挤出机,可以是单螺杆的,也可以是双螺杆的。原料在挤出机内能够熔融混炼,经挤出机口模挤出成柱状长条。挤出机口模的孔径可根据每次压制双楔形头牙签时所需原料的用量来确定。上述各模板本体上设置的双楔形头牙签的凹模可通过精密铸造,机械铣切,或者3d打印等加工方法来制造。
18.本发明还提供了一种双楔形头牙签的制造方法,该制造方法包括以下步骤:
19.s1:将原料颗粒放入挤出机加料筒内;
20.s2:原料在挤出机中被加热、熔融、混炼后,通过挤出机口模,形成圆柱形长条;挤出机的温度设置为110
‑
170℃,原料在挤出机内被加热的时间为25
‑
30s;
21.s3:将步骤s2制得的圆柱形长条送入到压片机构之间,滚压成厚度为1.8
‑
2.3mm的扁平料;
22.s4:将扁平料用刀片划断,放入模板内,再趁热将其压制成预设形状;
23.s5:脱模、去毛边、检验、消毒、包装,即得双楔形头牙签;
24.原料颗粒包括聚丙烯(pp)、聚乙烯(pe)、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物(abs)中的一种或多种颗粒料。
25.本发明的有益效果如下:由于结构设计采用了楔形,突破了传统牙签一直沿用的圆柱形结构,有效地降低了牙签在剔牙过程中所占据的空间,大大减轻了牙签对牙齿的挤压,不仅使牙签在不伤及牙龈的前提下容易进入牙缝,而且随着楔形头在牙缝间的不断深入,楔形头自身的厚度也随之不断增加,强度也相应地自动增加,为剔除牙缝间塞得较紧的纤维状食物残渣提供了力量的支持。通过设置两个不同长度的楔形头,可适应不同牙缝的需要,提升剔牙效果;利用聚乙烯(pe)、聚丙烯(pp)、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物(abs)等高分子材料所具有的自润滑性和适当的韧性,不仅能明显减轻剔牙过程中楔形头与牙齿间的摩擦,保护牙齿,提高剔牙操作的顺滑性,还能使楔形头通过自身的弯曲,能自动调整楔形头对牙缝角度的适应性。值得一提的是,采用热塑性的pe、pp、abs等材料制成的双楔形牙签,不仅无毒无味,而且还可以回收利用,有利于节约资源,保护环境;且该双楔形头牙签的结构非常简单,体积小,十分有利于产品的加工成型。在适当温度下,对原料聚合物进行挤出、模压、注塑等工艺都可以生产出合格的产品。由于双楔形头牙签加工工艺简单,设备要求低,工艺流程短,所以生产成本低。完全可以作为一次性的产品使用。当然,由于它的耐用性,在用后仍保持清洁的前提下,也可以反复多次使用。
附图说明
26.图1为实施例1、3双楔形头牙签的结构示意图;
27.图2为实施例2、4双楔形头牙签的结构示意图;
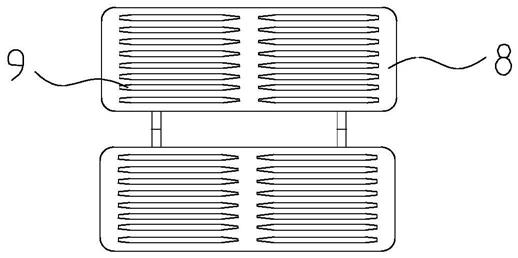
28.图3为实施例5的模板的结构示意图;
29.图4为实施例6的模板的结构示意图;
30.图5为实施例7的模板的结构示意图;
31.图6为实施例8的设备的结构示意图;
32.图7为实施例9的设备的结构示意图。
33.其中,1为手持部,2为短楔形头,3为长楔形头,8为第一模板本体,9为第一凹模,10为第二模板本体,11为第二凹模,12为第三模板本体,13为第三凹模,14为挤出机,15为挤出机口模(孔径可设为6.0
‑
10.0mm),16为挤出机加料口,17为滚轮,18为升降装置,
34.100为圆柱形长条,200为扁平料。
具体实施方式
35.下面结合附图和以下实施例对本发明作进一步详细说明。
36.实施例1
37.如图1所示,示出了本发明的双楔形头牙签的结构示意图,该双楔形头牙签包括手持部1,手持部1的两端向两端延伸有楔形的短楔形头2和长楔形头3。手持部1为圆柱形,长度为40mm,直径为2.0mm,短楔形头2长为6.0mm,长楔形头3长12.0mm,短楔形头2和长楔形头3与手持部1连接的一端的厚度为1.0mm,另一端的厚度为0.2mm,短楔形头2和长楔形头3与手持部1连接的一端的宽度为1.5mm,另一端的宽度为1.0mm,制作短楔形头2、长楔形头3的材料为聚丙烯,该双楔形头牙签为上下对称结构。
38.实施例2
39.如图2所示,本实施例提供了一种双楔形头牙签,与实施例1的区别在于,手持部为长方体,短楔形头和长楔形头的上表面与手持部位于同一平面,手持部1的长度为50mm,横截面为2.3
×
2.3mm,短楔形头2长为5.0mm,长楔形头长10.0mm。短楔形头2和长楔形头3与手持部1连接的一端的厚度为1.2mm,另一端的厚度为0.3mm,短楔形头2和长楔形头3与手持部1连接的一端的宽度为1.6mm,另一端的宽度为1.2mm,该双楔形头牙签为上下非对称结构,本实施例中手持部、短楔形头和长楔形头的材质是在聚乙烯中添加少量滑石粉填料,添加的滑石粉质量是聚乙烯质量的5%。
40.实施例3
41.本实施例提供了一种双楔形头牙签,与实施例1的区别在于,手持部1的长度为30mm,直径为1.8mm,短楔形头长为8.0mm,长楔形头长16.0mm,短楔形头2和长楔形头3与手持部1连接的一端的厚度为0.8mm,另一端的厚度为0.2mm,短楔形头2和长楔形头3与手持部1连接的一端的宽度为1.4mm,另一端的宽度为0.8mm,制作短楔形头2、手持部1和长楔形头3的材料为聚乙烯中添加有纳米caco3填料。
42.添加的纳米caco3填料质量是聚乙烯质量的5%
43.实施例4
44.如图2所示,本实施例提供了一种双楔形头牙签,与实施例2的区别在于,短楔形头2长为8.0mm,长楔形头长16.0mm。该双楔形头牙签为上下非对称结构,本实施例中手持部、短楔形头和长楔形头的材质为abs。
45.实施例5
46.如图3所示,示出了一种用于制作实施例1的楔形的韧性剔牙片的模板,该模板包括两个第一模板本体8,两个第一模板本体8相对的侧壁上对称设有若干第一凹模9,两个第一模板本体8均为平板形,两个第一模板本体8之间通过合页连接,易于对准;
47.其中,第一凹模的形状与实施例1的剔牙片的一半相匹配,实施例1的剔牙片的一半指的是将实施例1的剔牙片长度方向从中间切开,其上半部和下半部完全相同,而第一凹模的形状与这下半部或上半部完全匹配,第一模板本体的凹模和第二模板本体上的凹模对准后是实施例1的剔牙片的形状。
48.实施例6
49.如图4所示,示出了一种用于制作实施例2的双楔形头牙签的模板,该模板模板包括两个第三模板本体12,其中一个第三模板本体12上设有若干第三凹模13,两个第三模板本体12均为平板形,第二凹模与实施例2的双楔形头牙签相匹配,该模板在使用时无需对准,可以避免因对不准而导致产出残次品。
50.实施例7
51.如图5所示,示出了一种用于制作实施例2的双楔形头牙签的模板,与实施例5的区别之处在于,模板包括两个第二模板本体10,其中一个第二模板本体10相对的侧壁上对称设有若干第二凹模11,第二模板本体10均为圆柱形,若干第二凹模11沿第二模板本体10的轴向设置,两个第二模板本体10可以是辊模和芯模,辊模和芯模分别连接驱动机构,驱动机构用于驱动辊模和芯模以相同转速转动,该模板上的第二凹模沿第三模板本体和第四模板本体的轴向方向设置。
52.实施例8
53.如图6所示,示出了制作双楔形头牙签的设备的结构示意图,本实施例提供了一种双楔形头牙签的设备,该设备包括挤出机14、挤出机口模15、压片装置和辊压成型装置,挤出机口模15、压片装置和辊压成型装置的工作端位于同一平面上,挤出机14上设有挤出机加料口16,压片装置包括两个滚轮17,辊压成型装置包括辊模机构和芯模机构,辊模机构包括两个圆柱状的第二模板本体10,其中一个第二模板本体10的外表面设有若干个楔形头牙签凹模13,两个第二模板本体10转动轴相互平行,第二模板本体10连接驱动机构,驱动机构用于驱动两个第二模板本体10以相同转速转动。
54.实施例9
55.如图7所示,示出了制作双楔形头牙签的设备的结构示意图,本实施例提供了一种双楔形头牙签的设备,该设备包括挤出机14、挤出机口模15、压片装置和热压模板装置,挤出机口模15、压片装置和热压模板装置的工作端位于同一平面上,挤出机14上设有挤出机加料口16,压片装置包括两个滚轮17,热压模板装置包括实施例4中的两个第一模板本体8和垂直设置于上模板8上表面的升降装置18。
56.实施例10
57.本实施例提供一种制造方法,该制造方法包括以下步骤:
58.s1:将聚丙烯原料放入挤出机加料筒内;
59.s2:原料在挤出机内被加热至160
‑
170℃,经30s的熔融、混炼后,通过挤出机口模挤出圆柱形长条;
60.s3:将步骤s2制得的圆柱形长条送入到压片机构之间,滚压成厚度为2.0mm的扁平料;
61.s4:将扁平料用刀片划断,放入热压模板内,趁热将其压制成预设形状;
62.s5:脱模、去毛边、检验、消毒、包装,即得双楔形头牙签。
63.实施例11
64.本实施例提供一种制造方法,该制造方法包括以下步骤:
65.s1:将聚乙烯和少量滑石粉等填料一起放入挤出机加料筒内;
66.s2:上述原料在挤出机内被加热至150
‑
160℃,经25s的熔融、混炼后,通过挤出机口模挤出圆柱形长条;
67.s3:将步骤s2制得的圆柱形长条送入到压片机构之间,滚压成厚度为2.3mm的扁平料;
68.s4:将扁平料用刀片划断,放入热压模板内,在加热状态下将其压制成预设形状;
69.s5:脱模、去毛边、检验、消毒、包装,即得双楔形头牙签。
70.实施例12
71.本实施例提供一种制造方法,该制造方法包括以下步骤:
72.s1:将abs原料放入挤出机加料筒内;
73.s2:原料在挤出机内被加热至110
‑
130℃,经30s的熔融、混炼后,通过挤出机口模挤出圆柱形长条;
74.s3:将步骤s2制得的圆柱形长条送入到压片机构之间,滚压成厚度为2.3mm的扁平料;
75.s4:将扁平料用刀片划断,放入热压模板内,趁热将其压制成预设形状;
76.s5:脱模、去毛边、检验、消毒、包装,即得双楔形头牙签。
77.实施例13
78.本实施例提供一种制造方法,该制造方法包括以下步骤:
79.s1:将聚乙烯和少量纳米caco3填料放入挤出机加料筒内;
80.s2:原料在挤出机内被加热至155
‑
165℃,经时间25s的熔融、混炼后,通过挤出机口模挤出圆柱形长条;
81.s3:将步骤s2制得的圆柱形长条送入到压片机构之间,滚压成厚度为
82.2.3mm的扁平料;
83.s4:由步骤s3制得的扁平料沿水平方向继续前行至图6的两个第二模板本体之间,趁热被自动压制成预设形状;此工艺的特点是可以实现连续生产;
84.s5:脱模、去毛边、检验、消毒、包装,即得双楔形头牙签。
85.本发明的附图中各设备之间的连接关系是为了清楚阐释其信息交互及控制过程的需要,因此应当视为逻辑上的连接关系,而不应仅限于物理连接;本发明不局限于上述最佳实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本申请相同或相近似的技术方案,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1