一种用于包装盒的伸缩膜及其热封工艺的制作方法
1.本发明涉及物品包装技术领域,具体涉及到一种用于包装盒的伸缩膜及其热封工艺。
背景技术:
2.在电子商务快速发展的今天,每天的快递包裹数以亿计,产品种类繁多,用以快递运输的外包装也至关重要,当前针对小件商品的快递外包装存在多种缺陷。
3.为了避免物品在运输过程中被碰撞而发生损坏,快递包装时会使用气泡柱包裹商品,或者在包装盒中放入塑料气袋,气泡柱以及塑料气袋均起到减震抗冲击的作用,然而,包装人员在使用气泡柱打包物品时,需要人工缠绕且还需要使用额外的透明胶将气泡柱固定在物品上,耗时较长,另外,气泡柱、塑料气袋在保管是占用空间较大,且气泡柱、塑料气袋的使用导致塑料使用量大幅度增加,顾客收到物品后一般会直接丢弃,视为垃圾,不利于环境保护。目前相关技术中,为了在产品运输过程中同时解决上述的多个问题,工作人员常常会在包装盒上固定弹性的薄膜,其设于包装盒的上方,薄膜的其中两条对边分别与包装盒两条对边通过热压工艺固定,薄膜相对包装盒被撑开时形成的空间可放置物品,薄膜的设置,在实现紧固产品的同时,相对减小占用空间且使用完毕后还能贴合在包装盒表面。
4.现有的塑料薄膜多采用聚乙烯、聚氯乙烯、pvc等聚合物材料制成,但是现有配方制备的薄膜存在材料表面光滑、弹性大、透光性较差的问题,导致物品放置在薄膜与包装盒之间的空间时,物品在运输过程中容易相对薄膜错位滑动,进而将薄膜撑大,导致物品晃动,失去紧固包装产品的意义,在寒冷天气时,现有的塑料薄膜也容易受冷变硬,从而发生上述问题,另外,薄膜撑开之后各处的透光程度不同,影响包装整体的美感以及使用者的观感体验。
5.而且,现有的热封工艺一般是工作人员手动通过工具将薄膜切割成与内衬板件适配的大小,工作人员再操作热压装置将薄膜准确热压在包装盒的两侧边缘上,然而,上述将薄膜压制在包装盒上的方式耗时耗力,人工成本较高,因此,存在待改进之处。
技术实现要素:
6.针对现有技术所存在的不足,本发明目的之一在于提出一种用于包装盒的伸缩膜,具体方案如下:
7.一种用于包装盒的伸缩膜,包括如下成分:
8.填料35
‑
60份
9.薄膜混合母料50
‑
98份
10.添加剂6
‑
8份
11.增塑剂0.1
‑
0.3份
12.稳定剂7
‑
10份
13.纳米磁铁粉0.3
‑
0.5份
14.棕榈酸甲酯复合月桂酰谷氨酸钠0.6
‑
1份
15.其中,所述薄膜混合母料由70%的非结晶性共聚酯和30%的结晶性聚酯制成。
16.进一步的,所述非结晶性共聚酯采用1,4
‑
环己烷二甲醇改性的聚对苯二甲酸乙二醇酯,所述结晶性聚酯采用聚对苯二甲酸乙二醇酯。
17.进一步的,所述填料为亚微米级无机填料,可采用滑石粉、铁镁硅酸盐、高岭石或碳酸钙。
18.进一步的,所述亚微米级无机填料的粒度为0.15
‑
0.25um。
19.进一步的,所述添加剂包括抗抗静电剂、阻燃剂、润滑剂、颜料、抗菌剂的一种或者几种。
20.本发明另一目的在于提出一种用于包装盒的伸缩膜的热封工艺,具体方案如下:
21.一种用于包装盒的伸缩膜的热封工艺,所述包装盒包括内衬板件以及伸缩膜,所述热封工艺用于将所述伸缩膜压制于所述内衬板件的表面,所述热封工艺具体如下:
22.在温控主机上设定热压机构、切割机构的工作温度分别为320
‑
350℃、 270
‑
280℃,预热0.3h;
23.将内衬板件依次放在传输平台上,启动传输平台,传输平台按一定时间间隔间歇式地将内衬板件输送至伸缩膜料辊的下方;
24.在内衬板件经过伸缩膜放料辊之前,启动与伸缩膜放料辊传动连接的电机,同时,牵引伸缩膜的一端将伸缩膜拉直以及撑开,直至伸缩膜完全覆盖在第一个内衬板件的表面后放开伸缩膜;
25.往复压平机构启动,往复压平机构从初始位沿着传输平台往复运动至末端位,将伸缩膜紧密贴合在内衬板件的表面,往复压平机构返回至初始位;
26.启动温控主机,热压机构间歇式下压,每次下压时的持续时间为1.3
±ꢀ
0.2s,将伸缩膜同时压制在两个相邻设置的内衬板件的边缘处,随之,切割结构间歇式上升,将两个相邻设置的内衬板件之间的伸缩膜切分断开;
27.在传输平台的出料端将完成热封的内衬板件收集。
28.进一步的,所述电机按一定时间间隔间歇式地驱动伸缩膜放料辊沿同一个方向旋转。
29.进一步的,所述热压机构的热封压力为0.3
‑
0.5mpa。
30.进一步的,所述往复压平机构每次工作时的往复次数为3
‑
5次。
31.与现有技术相比,本发明的有益效果如下:
32.(1)本发明中,伸缩膜中以非结晶性共聚酯、结晶性聚酯形成的薄膜混合母料为基料,非结晶性共聚酯、结晶性聚酯均为聚对苯二甲酸乙二醇酯类化合物,制得的伸缩膜具有良好的力学性能,冲击强度高,耐折性好,并且本发明中的伸缩膜以非结晶性共聚酯、结晶性聚酯为主材料具有更好的光学性能,便于使用者透过伸缩膜看到内衬板件中的包装物。在制作时,伸缩膜中添加的填料均匀分散在伸缩膜各处,调节熔融后母料的粘度,作为成型成分对伸缩膜起到增强韧性的效果,提高伸缩膜的尺寸稳定性,减小在伸缩膜被包装物长时间支撑后变形而松散的可能性。填料还与棕榈酸甲酯复合月桂酰谷氨酸钠产生协同作用,二者能够减少在伸缩膜制备过程中各分子之间的摩擦力,而且棕榈酸甲酯复合月桂酰谷氨酸钠还能降低母料熔融时与加工设备之间的粘结力,共同促进熔融体的流动,从而极
大提高聚乙烯薄膜的加工性能。
33.伸缩膜中还设有纳米磁铁粉,能增加伸缩膜的韧性,且纳米磁铁粉为黑色,能够吸收光照而升温,在寒冷天气,伸缩膜能够升温使得自身的柔软度得到提升,且增塑剂增加伸缩膜的塑性,稍许提高伸缩膜的柔韧性,综合减小伸缩膜长时间被包装物支撑后而被撑破、断裂的可能性;而且,当包装物为铁质金属制品时,纳米磁铁粉还能起到磁力吸附作用,与包装物的表面紧密贴合,提高包装物在运输过程中的稳定性。
34.(2)在伸缩膜的热封工艺中,伸缩膜、内衬板件均进行连续性地输送,在输送的过程中,内衬板件依次经过热压机构的下方,由于伸缩膜为长度很长的连续式结构,热压机构每次下压时都将伸缩膜压制在相邻两个内衬板件的表面,热压机构两次下压间隔之间,切割结构上升在相邻两个内衬板件的缝隙处切开伸缩膜,得到两个独立热压有伸缩膜的内衬板件。本发明的热封工艺实现内衬板件、伸缩膜之间的自动化热压以及薄膜的自动化切割,操作简单,减少耗费人力以及人工成本。
35.(3)在内衬板件逐渐沿着传输平台运行的过程中伸缩膜会逐渐覆盖在内衬板件的表面,自此时开始至热压机构进行下压前,往复压平机构工作,从初始位沿着传输平台往复运动至末端位,将伸缩膜紧密贴合在内衬板件的表面,往复压平机构返回至初始位,通过设置往复压平机构,保证伸缩膜热封在内衬板件表面后也能保持与内衬板件贴合的状态,减小伸缩膜表面拱起、褶皱的可能性,提高内衬板件整体的美感,同时,将包装物放置在内衬板件与伸缩膜之间时,也能相对增大伸缩膜与内衬板件的接触面积,保证对包装物的支撑、紧固效果。
具体实施方式
36.下面结合实施例对本发明作进一步的详细说明,但本发明的实施方式不仅限于此。
37.一种用于包装盒的伸缩膜,包括如下成分:
38.填料35
‑
60份
39.薄膜混合母料50
‑
98份
40.添加剂6
‑
8份
41.增塑剂0.1
‑
0.3份
42.稳定剂7
‑
10份
43.纳米磁铁粉0.3
‑
0.5份
44.棕榈酸甲酯复合月桂酰谷氨酸钠0.6
‑
1份
45.其中,薄膜混合母料由70%的非结晶性共聚酯和30%的结晶性聚酯共聚制成。非结晶性共聚酯采用1,4
‑
环己烷二甲醇改性的聚对苯二甲酸乙二醇酯,结晶性聚酯采用聚对苯二甲酸乙二醇酯。
46.填料为亚微米级无机填料,可采用滑石粉、铁镁硅酸盐、高岭石或碳酸钙,而且,亚微米级无机填料的粒度为0.15
‑
0.25um。本发明中,铁镁硅酸盐可采用亚微米级橄榄石。
47.添加剂包括抗静电剂、阻燃剂、润滑剂、颜料、抗菌剂的一种或者几种,添加剂的设置,赋予伸缩膜多种功能特性,其中,抗静电剂可使得伸缩膜与包装物接触时减小伸缩膜、包装物表面起静电的可能性;在物品运输过程中,若不慎失火,阻燃剂减小塑料膜着火的可
能性,而且伸缩膜本身的制作材料 1,4
‑
环己烷二甲醇改性的聚对苯二甲酸乙二醇酯、聚对苯二甲酸乙二醇酯的熔点较高,减小伸缩膜受热变形的可能性,从而减小包装物受损的可能性;润滑剂的作用与棕榈酸甲酯复合月桂酰谷氨酸钠类似,促进各个成分的均匀流动性;颜料起到着色效果;抗菌剂赋予伸缩膜抗菌作用,在运输过程中,伸缩膜阻挡外部环境对包装物的污染,起到消毒抗菌的防护作用。
48.基于此,本发明做出如下实施例1
‑
3,且采用现有的聚乙烯塑料膜作为对比例。
49.实施例1
50.滑石粉35份
51.薄膜混合母料50份
52.添加剂6份
53.增塑剂0.1份
54.稳定剂7份
55.纳米磁铁粉0.3份
56.棕榈酸甲酯复合月桂酰谷氨酸钠0.6份
57.实施例2
58.高岭石47份
59.薄膜混合母料74份
60.添加剂7份
61.增塑剂0.2份
62.稳定剂9份
63.纳米磁铁粉0.4份
64.棕榈酸甲酯复合月桂酰谷氨酸钠0.8份
65.实施例3
66.亚微米级橄榄石60份
67.薄膜混合母料98份
68.添加剂8份
69.增塑剂0.3份
70.稳定剂10份
71.纳米磁铁粉0.5份
72.棕榈酸甲酯复合月桂酰谷氨酸钠1份
73.实施例1
‑
3的制作伸缩膜的工艺为分别将实施例1
‑
3中各原料混匀后加入吹膜机中熔融吹膜成型,分别制得实施例1
‑
3的伸缩膜。
74.上述的伸缩膜具体应用于包装盒中,基于此,本发明还提出一种用于包装盒的伸缩膜的热封工艺,包装盒包括内衬板件以及伸缩膜,热封工艺用于将伸缩膜压制于内衬板件的表面,热封工艺具体如下:
75.在温控主机上设定热压机构、切割机构的工作温度分别为330℃、275℃,预热0.3h;
76.将内衬板件依次放在传输平台上,启动传输平台,传输平台按一定时间间隔间歇式地将内衬板件输送至伸缩膜料辊的下方;
77.在内衬板件经过伸缩膜放料辊之前,启动与伸缩膜放料辊传动连接的电机,同时,牵引伸缩膜的一端将伸缩膜拉直以及撑开,直至伸缩膜完全覆盖在第一个内衬板件的表面后放开伸缩膜;
78.往复压平机构启动,往复压平机构从初始位沿着传输平台往复运动至末端位,将伸缩膜紧密贴合在内衬板件的表面,往复压平机构返回至初始位;
79.启动温控主机,热压机构间歇式下压,每次下压时的持续时间为1.5s,将伸缩膜同时压制在两个相邻设置的内衬板件的边缘处,随之,切割结构间歇式上升,将两个相邻设置的内衬板件之间的伸缩膜切分断开;
80.在传输平台的出料端将完成热封的内衬板件收集。
81.基于上述的热封工艺,伸缩膜放料辊、往复压平机构、热压机构以及切割结构按照设定的参数、工作顺序进行操作,相较于现有技术,本发明实现伸缩膜与内衬板件之间的自动化热封操作以及切割操作,依次在传输平台的出料端得到一个个表面压制有伸缩膜的内衬板件。本发明中,由于伸缩膜为受热可变形的材料制成,热压机构、切割机构均采用加热方式分别完成薄膜热封操作、薄膜切割操作,热压机构、切割机构均可实现规律性的上下升降运动,往复压平机构可实现规律性的左右往复运动。
82.优化的,电机按一定时间间隔间歇式地驱动伸缩膜放料辊沿同一个方向旋转,由于热压机构工作时会持续一定时间,此时,若伸缩膜放料辊还在继续放出伸缩膜,便会造成材料的浪费,当一个完整热封有伸缩膜的内衬板件离开热压机构后,伸缩膜放料辊再继续运作,随着下一个内衬板件的运行而放出一定长度的伸缩膜,便于新放出的伸缩膜覆盖下一个内衬板件。热压机构的热封压力为0.4mpa,热压机构下压时,在对伸缩膜加热的同时还对伸缩膜施加一定的挤压力,使得逐渐软化的伸缩膜受力能充分粘接在内衬板件的表面。往复压平机构每次工作时的往复次数为4次,伸缩膜放料辊放出的伸缩膜覆盖在内衬板件时,由于伸缩膜质量较轻,容易飘起,且容易拱起,难以与内衬板件表面贴合,通过设置往复压平机构,保证伸缩膜热封在内衬板件表面后也能保持与内衬板件贴合的状态,减小伸缩膜表面拱起、褶皱的可能性,提高内衬板件整体的美感。
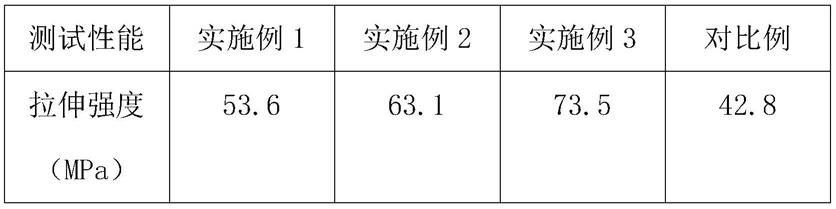
83.性能测试
84.1、物理性能测试
85.物理性能测试数据表1
[0086][0087]
2、包装测试:将实施例1
‑
3以及对比例的伸缩膜均按照本发明中的热封工艺压制在对应的内衬板件中,对应实施例1
‑
3、对比例分别得到20个压制有伸缩膜的内衬板件。将不同形状(方形、圆形、不规则)的包装物放置在实施例1
‑
3、对比例对应的内衬板件中,模拟运输过程中的震动环境将所有内衬板件分别放置在包装盒中,保持24
‑
36小时,之后取出包装物,由工作人员判断包装物的牢固程度以及伸缩膜的使用状态。牢固程度分别为:非常牢
固、稍许松动、包装物易调出;伸缩膜的使用状态根据变形的范围从大到小分别为:变形严重、变形较大、稍微变形。
[0088]
包装测试数据表2
[0089]
数量实施例1实施例2实施例3对比例变形严重1104变形较大64313稍微变形1315173
[0090]
根据物理性能测试数据表1可知,相较于现有的聚乙烯塑料膜,本发明中基于实施例1、实施例2以及实施例3制得的伸缩膜,其力学性能均优于现有的聚乙烯塑料膜,且随着各成分的份数增加,实施例3的力学性能最佳。
[0091]
本发明中的伸缩膜不是作为薄膜本身进行使用,需要和内衬板件配合对包装物限位,因此,根据包装测试数据表2可知,分别压制有实施例1
‑
3、对比例中的伸缩膜的内衬板件在装有包装物一定时间之后,以对比例中的聚乙烯薄膜变形的程度最大,实施例1
‑
3均优于对比例,且实施例3的伸缩膜变形程度最小,代表本发明的伸缩膜的紧固限位效果较佳,且使用寿命长。
[0092]
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1